过渡段连接杆圆弧槽的加工工艺
2015-12-25李玉凤苗兴泰
李玉凤, 苗兴泰
(山东莱钢集团 设备检修中心,山东 莱芜271104)
1 加工现状
过渡段连接杆(如图1)是连铸设备引锭杆装置中的一个部件,其常用的加工工艺为:刨床加工外形,龙门铣加工型腔深槽、台阶和半圆弧通槽。其加工难点是半圆弧槽(如图1中Ⅰ处放大)的加工,它是在长度为710 mm的工件端面上加工mm、粗糙度为Ra3.2的半圆弧通槽。因为龙门铣床加工成本较高(400元/h),为降低加工成本,考虑改用其他普通机床加工。传统的加工方式是镗床加工,但由于R22.5 mm较小,长度710 mm较长,用细长的刀杆加工时易扎刀,加工效率极低,且难以保证加工质量。为此我们决定在普通小铣床上安装自制刀具来加工半圆弧通槽。
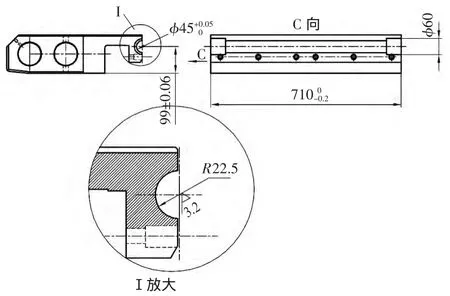
图1 过渡段连接杆
2 改进的重点步骤
2.1 自制成型刀具
利用废旧φ45 mm的键槽铣刀改造制作RS22.5 mm的球面铣刀。具体过程如下:
1)制作过程。a.选φ45 mm的废旧铣刀;b.手工粗刃磨球面铣刀头部;确保有1 mm左右余量。c.利用高精度样板参考检验RS22.5 mm手工精刃磨,试切。利用φ45±0.01 mm的量棒检验合格后投入使用。
2)刃磨要点。a.刃磨时注意切削刃的圆弧度,不能有凸起或凹陷部分;b.严格控制两切削刃的对称;c.重点刃磨好衔接部分,即中心点要有良好的切削能力并有圆弧过渡。
2.2 合理的进给量
1)粗加工。主轴转速100 r/min左右,切削深度15 mm左右,进给量30 mm/r;
2)半精加工。主轴转速为150r/min,切削深度5~7mm,进给量30 mm/r;
3)精加工。主轴转速为200r/min,切削深度0.5~1mm,进给量40 mm/r。

图2 半圆弧槽在普通小铣床上的加工
3 结语
经检验,加工完的半圆弧槽完全符合图纸尺寸要求,此工序在普通小铣床上加工可节约加工成本,利用废旧刀具自制的球面铣刀可重复刃磨,长期使用,投入成本低,制作简单,加工效率高。此球面铣刀如果不受机床行程控制可加工更长的高精度圆弧长槽,现已在龙门铣床、大型镗床上使用,效果良好。
