欧冶炉气化炉粉尘线的运行状况浅析
2015-12-25许睿
许睿
(宝钢集团八钢公司炼铁分公司)
欧冶炉气化炉粉尘线的运行状况浅析
许睿
(宝钢集团八钢公司炼铁分公司)
八钢欧冶炉在开炉后和罗泾COREX炉不同,入气化炉主要原燃料为焦炭,由气化炉进入热旋风除尘器的粉尘焦粉含量较多,有部分小颗粒的焦丁。开炉后期出现堵塞情况,并造成粉尘线跳机。文章对粉尘线运行状况及异常情况进行了分析,并提出了预防措施。
非高炉炼铁;跳机;堵塞;预防
1 问题的提出
八钢欧冶炉于2015年6月19日06∶40第一次开铁口成功,顺利出铁,这标志着新疆地区首次拥有代表世界炼铁最前沿的非高炉炼铁技术。八钢欧冶炉开炉后和罗泾COREX不同,入气化炉主要原燃料为焦炭,由气化炉进入热旋风除尘器的粉尘焦粉含量较多,有部分小颗粒的焦丁。开炉初期20天因粉尘少,各粉尘线运行状态良好,无堵塞报警、无返吹压差超限。后期出现堵塞情况,并造成粉尘线跳机。
2 欧冶炉汽化炉粉尘烧嘴工艺流程
欧冶炉工艺中共有四组(编号为1#、2#、3#、4#)粉尘返吹线,担负着除去发生煤气中的粉尘,并把这些粉尘返吹回熔融气化炉的任务。从气化炉产生的发生煤气带有很多粉尘,出来后由冷煤气冷却,在还原煤气进入竖炉前,大部分粉尘通过热旋风来分离。粉尘的温度约为700~850℃,它们被收集在热旋风的底部,在通过粉尘罐,TP室,粉尘烧嘴后由氮气带着吸入气化炉。
粉尘返吹线设有热旋风除尘器、流态化罐、流态化罐有上部和下部液压球阀、TP室、粉尘收集罐、底层垃圾箱,TP室由二个横段截止阀和粉尘烧嘴组成。粉尘线反吹工艺流程见图1。
粉尘喷吹流程∶热旋风→上部液压球阀→粉尘流态化罐→下部液压球阀→TP室→横段截至阀1→横段截至阀2→粉尘烧嘴→气化炉炉炉内
细颗粒排灰流程(休风状态)∶TP室→阀1→阀2→粉尘收集罐→排灰阀→眼镜阀→垃圾箱
粗颗粒排灰流程(休风状态)∶粉尘流态化罐→阀3→阀4→粉尘收集罐→排灰阀→眼镜阀→垃圾箱
热旋风排灰流程(休风状态)∶热旋风→阀5→垃圾箱
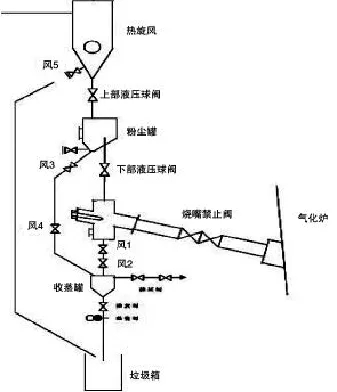
图1 粉尘线反吹工艺流程图
3 开炉后运行状况技术分析
欧冶炉自6月18日开炉至8月26日长周期休风,共生产69天。粉尘线的跳机主要有以下四种情况∶喷吹罐压差>10kPa或者<-20kPa;热旋风高料位满;流态化罐高料位满;粉尘线温度<300℃。通过以上四种情况可以分析粉尘线运行情况。
3.1 1#~4#粉尘线热旋风和流态化罐高料位分析
从开炉至长周期休风的趋势图来看,1#~4#粉尘线热旋风和流态化罐料位一直为0,说明开炉至今,粉尘线从未因热旋风和流态化罐高料位满发生跳机。所以粉尘线跳机的主要原因是∶喷吹罐压差>10kPa或者<-20kPa;粉尘线温度<300℃。以1#粉尘线跳机为例分析其跳机原因。图2中分别表示三个不同周期内每天所跟踪的1#粉尘线氧量与粉尘线温度和喷吹罐压差的关系图。
结合图2趋势可以看出,从开炉至停炉1#粉尘线因为喷吹罐压差>10kPa或者<-20kPa跳机次数总计51次。由于粉尘线温度<300℃引起的跳机0次。主要原因在于自开炉以来1#粉尘线温度一直约在100℃,将1#粉尘线温度屏蔽,所以未发生粉尘线温度高跳机。自8月4日以来,为了减少1#粉尘线跳机,屏蔽了喷吹罐压差和粉尘线温度。
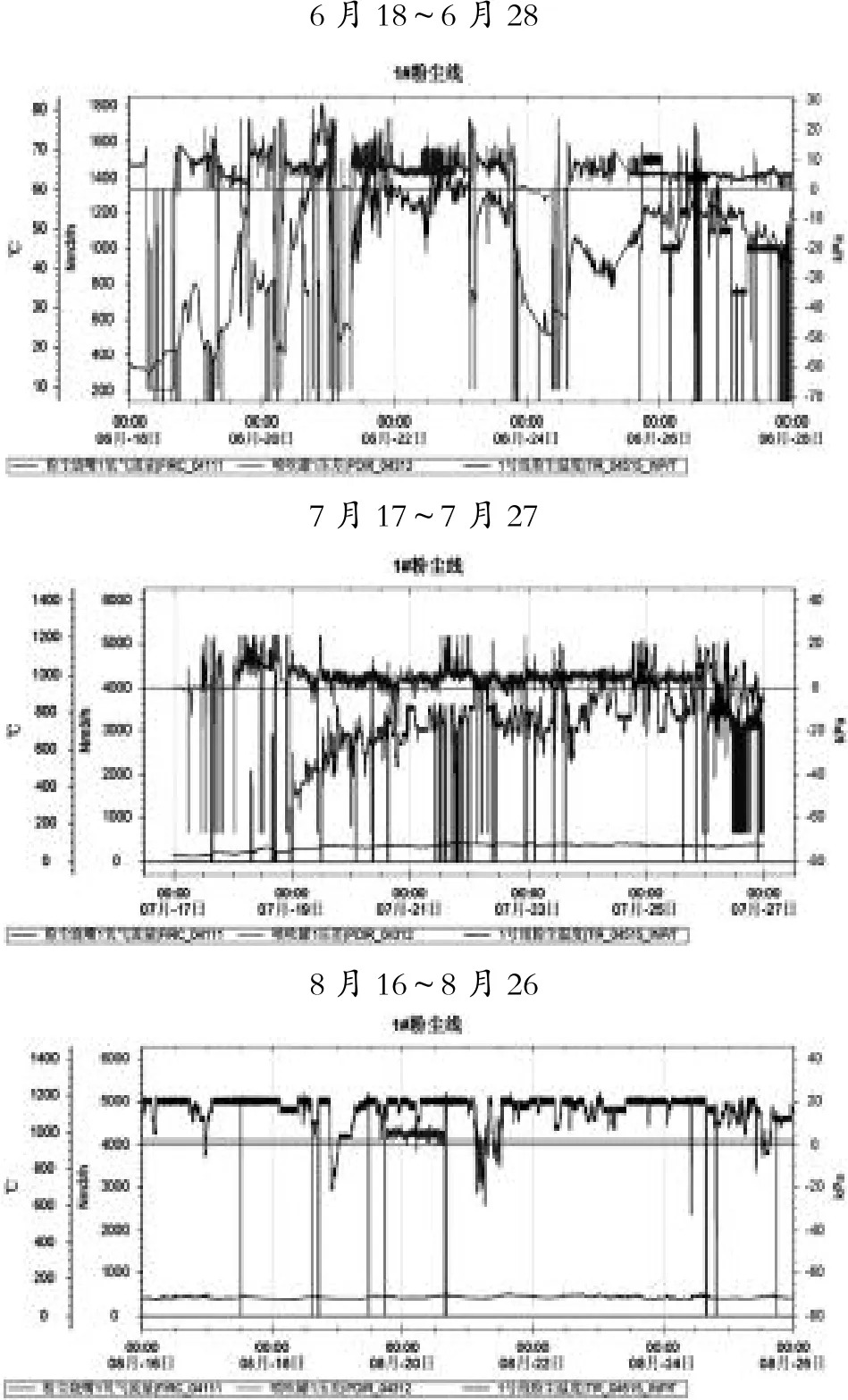
图2 1#粉尘线氧量与粉尘线温度和喷吹罐压差的关系图
4 粉尘线运行异常分析
欧冶炉在开炉后入气化炉主要原燃料为焦炭,由气化炉进入热旋风除尘器的粉尘焦粉含量较多,且有部分小颗粒的焦丁。开炉初期20天,因粉少,各粉尘线运行状态良好,后期出现堵塞情况,并造成粉尘线跳机。造成粉尘线跳机的主要原因为喷吹罐压差>10kPa或<-20kPa。而喷吹罐压差>10kPa或<-20kPa是因为粉尘线堵塞,尤其是随着煤比的升高,粉尘线的堵塞加剧。由于入炉焦炭产生的焦粉硬度较高,加剧了对粉尘线连接管内衬的磨损。开炉第一个月计划检修时发现异常情况见表1。

表1 开炉第一个月计划检修时发现异常情况
“连接管(三)”内衬管也已出现磨损严重情况,各条线情况基本相同,如图3所示。
针对上述情况,必须更换设备,防止波纹管被烧穿,引起泄漏事故。加工“T型接头缓冲管”,法兰暂不焊接,按现场情况试装后酌情确定是否焊接。“T型接头缓冲管”法兰可依据目前安装面的尺寸进行二次加工,保证嵌入安装面,达到既能满足找正精度要求,又可防止耐材进一步磨损的作用。(试装完毕后,“T型接头缓冲管”外与TP室之间间隙,填充炮泥替代耐材)。

图3 内衬管磨损情况对照图
为改善粉尘线运行状态,还需要进一步改进∶提高拱顶温度;减少煤粉水分,使粉尘粘度降低;进行流态化罐粗颗粒排灰;TP室载送氮气对中到位,不能有偏差。
5 粉尘线堵塞事故的防范措施
5.1 粉尘线堵塞可能发生的事故
如果现场生产中因一些原因,如设备冲刷、磨损过大,未按定修周期更换;法兰、管道变形、密封失效;连接管断裂;工艺情况突变等。都会造成粉尘线高温粉尘外漏、连接管烧穿引起火灾甚至爆炸。因此,在生产操作中需要严格防范。
如发现粉尘线漏煤气,立即停用全部粉尘线,需休风处理。不可冒险开风状态在线处理;
现场发现温度超标,可采用物理降温,并分析温度超标原因,必要时应休风更换。更换前,各班提高巡检频次,操作人员每班2~3小时带空呼远离测温点现场测温,如温度继续上升,通知作业长,当班停用某条粉尘线。中控同时每批料观察粉尘线中控大屏幕现场监控镜头一次,便于发现异常情况;粉尘线中控大屏幕现场监控镜头出现大量粉尘,且在粉尘线平台以下两层,有异响和煤气超标,立即停用全部粉尘线,紧急休风,休风后进行检查;对于已经发现的异常点,需告知各班操作人员该异常点位置,以及通知到炉区目前异常点状况,便于发生紧急情况时,能够进行紧急处理。
6 结语
粉尘返吹线除了能将热旋风除尘器捕获的粉尘返吹到气化炉中的作用之外,还可以通过调节粉尘烧嘴氧气喷吹量来调节气化炉拱顶温度,在炉况调节上有很大的作用。
为防止欧冶炉粉尘返吹线频繁堵塞,影响到生产运行,给出以下建议∶
(1)按装机量储备“连接管(一)”、“连接管(二)”、“连接管(三)”机旁备件各四套,定修周期设定为一个月,定期检查更换。最低储备量为四套。
(2)“T型接头缓冲管”储备8套,定修周期设定为一个月,定期检查更换。最低储备量为四套。
(3)目前粉尘线缺少滑动支座和膨胀量变化吸收能量的波纹管,建议各条线增加一组波纹补偿器,补偿量±100mm,同时将现有支座改为滑动支座,并新增一组滑动支座为宜。可提高同心度,提高内衬管寿命。
(4)粉尘烧嘴为避免烧穿漏水,或发生类似爆炸恶性事故,建议更换周期为3个月。
[1]王筱留.炼铁学[M].北京∶冶金工业出版社,2005.
Analysis the Operation Situation of Dust Line of Gasifier for OY Furnace
XU Rui
(Ironmaking Branch,Bayi Iron&Steel Co.,Baosteel Group)
OY furnace of Bayi steel is different from Luojing COREX furnace after blow on,and the main fuel of gasification furnace is coke.The content of dust coke powder from the gasification furnace into the hot cyclone dust collector is more,and the dust coke content with partly granulated coke,during the last period of blowing on the emergence of congestion leads to the case that the dust line jumped.In this paper,the operation status and abnormal situation of dust line are analyzed,and the preventive measures are put forward.
Non-BF ironmaking processes;jumping machine;congestion;prevention
TF557
B
1672—4224(2015)04—0032—03
联系人:许睿,男,24岁,本科,乌鲁木齐(830022)宝钢集团八钢公司炼铁分公司第一炼铁厂
E-mail:18690255905@163.com.
