国外有机市政固废批处理厌氧消化工艺介绍
2015-12-23周俊涛巴智勇张继琳王敬贤
周俊涛,巴智勇,张继琳,王敬贤
(北京京城环保股份有限公司,北京 100027)
国外有机市政固废批处理厌氧消化工艺介绍
周俊涛,巴智勇,张继琳,王敬贤
(北京京城环保股份有限公司,北京 100027)
批处理厌氧消化工艺是厌氧处理技术的一种,其通过序批式进料、连续式操作的设计,可简化物料的预处理工序和厌氧发酵过程控制,从而达到降低投资成本及运营费用的目的,使其相对其他固废厌氧处理技术形成优势。调整厌氧渗滤液回收循环方式及批处理反应器的数量,可形成一系列改进后的批处理工艺,包括序批式和阶段式的批处理系统。有机市政固废经厌氧消化后,不仅可以减量化及稳定化,而且还可以获取能源及回收有用物质。文章对目前国外主要的有机固废批处理厌氧消化工艺进行了分析,并针对国内的固废特征给出了建议。
有机市政固废;餐厨垃圾;批处理厌氧消化;厌氧工艺
1 前言
有机市政固废是指市政固废中易生物降解的有机成分,主要包括餐厨垃圾、园林垃圾、市政污泥及动物粪便等,一般具有含水率高、易腐败等特点[1]。目前,国内针对有机市政固废的处理方法主要有好氧堆肥、焚烧或填埋等,但这些方法均存在各种不足,研究人员开始注意应用厌氧消化工艺来处理有机固废[2]。厌氧消化技术广泛应用于污水处理领域,工艺成熟可靠,在欧洲应用于固废处理领域也有数十年的经验积累,但在国内尚处于起步阶段[3]。采用厌氧工艺处理有机固废,在有机质得到稳定化和减量化的同时,还能获取能源和回收有用物质,如沼气、土壤肥料等[4]。为适应不同来源、不同性状的有机固废,研究人员开发了一系列的厌氧工艺,如一级干式及湿式厌氧工艺、二级厌氧消化工艺以及批处理厌氧技术[5]。其中,批处理厌氧工艺由于其投资成本低、过程控制简单,未来具有广泛的应用前景。
批处理厌氧系统中,消化反应器一次性进料,可以选择接种或不接种消化菌,在含固率为30%~40%的干式条件下经历厌氧消化反应。批处理反应器具有以下两个特征:1)渗滤液持续循环,起到类似于搅拌扩散菌种、营养物质和有机酸的作用;2)操作温度高于填埋场的反应温度。这两个特征使得批处理厌氧反应器的产气率比填埋场要高50~100倍[6]。但是,批处理厌氧工艺的产气率比持续进料一级干式厌氧系统要低40%[7],这是由于渗滤液在物料中沿固定路线流动,使其扩散不均匀、与物料接触不充分,从而影响了有机物质的分解和转化。为提高批处理系统对有机固废的处理效率和稳定性,研究人员通过调整反应器数量及物料渗滤液循环方式,开发出了一系列不同的批处理厌氧工艺。
目前,批处理工艺主要有以下三种类型[8]:1)单级批处理系统:将渗滤液在相同的反应器中进行循环;2)序批式批处理系统:由两个或多个反应器组成,第一个反应器中含有高浓度有机酸的渗滤液,再循环到产甲烷的第二个反应器中,而产甲烷反应器的渗滤液,含有少量或不含有机酸,与pH缓冲剂混合后再循环到第一个反应器中,这种设计可以确保两个反应器之间消化菌的交流,避免了对新物料的接种;3)混合批处理-UASB工艺:非常类似于设计有两个反应器的两级厌氧工艺,区别在于其第一个反应器是简单的批处理反应器。这三种批处理工艺渗滤液的循环模式如图1所示。
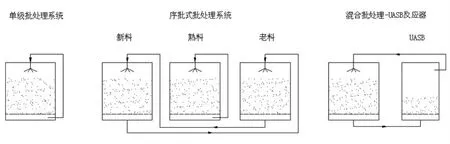
图1 不同批处理反应器渗滤液循环模式
与其他厌氧技术相比,批处理工艺设计简单,造价较低,功能更加强大。但需要注意的是,与持续进料干式厌氧消化系统相比,批处理反应器的高度是其1/5,有机负荷率是其1/2,这样每处理1吨市政固废,批处理反应器需要的占地面积是持续进料干式系统的10倍[9]。两者的操作运营费用则相当[10]。批处理系统的优点与缺点如下表所示。

批处理系统的优缺点一览表
2 批处理厌氧消化工艺介绍
2.1 Biocel系统
Biocel工艺的开发,是作为高含固率市政固废厌氧消化早期研究的一部分,于二十世纪八九十年代由荷兰Wageningen大学完成。系统研究的最初目标是:通过简化物料预处理工序,消除混合需要来降低成本,同时取得相对较高的有机负荷率和生物转化率。试验进行得很成功,于是研究人员建立了一个容量为5m3的小试反应器,深入研究系统的启动、加热和渗滤液循环。在1997年,荷兰建立了一个全规模的、年处理源头分类有机市政固废5.5万吨的Biocel处理厂, 主体工艺为Biocel厌氧系统及后处理好氧稳定床[11]。
全规模Biocel系统由14个720m3的滤床反应器组成,每个反应器进料容量480m3,物料堆高4m以防止过分压缩。反应器内温度维持在35℃~40℃,同时渗滤液不断淋洒到物料堆上。消化器的停留时间为21天,用作后处理的好氧床停留时间为1~3周。在打开反应器仓门进料和卸料时,真空系统会抽出堆料顶层的氧气,同时防止臭味散逸。运入的市政固废不需任何破碎和筛选等预处理操作,完全人工分选、人工进料。经Biocel系统处理后,1.1t的市政固废能产生70kg沼气、120kg水蒸汽、500kg堆肥以及230kg废水。
虽然批处理系统简化了对物料的预处理,但同时也失去了对生物过程的控制。系统是一次性进料,其内部状态会随着微生物群落的转移而变化,因为微生物会消耗物料,产生中间代谢产物。当有机高分子水解酸化产生有机酸,系统内的pH值会急剧下降,这时系统就会进入停滞状态。如果pH值下降过于剧烈,产甲烷过程也就会中止。最初的实验室和小试研究采取了一系列手段来减轻这种效应,这些方法包括将进料与前一批次的消化液混合,使用好氧预处理方法、添加缓冲剂、改变接种频率以及调整渗滤液循环速率等。小试研究达到的最高有机负荷率为7kgVS/m3·d,已接近高含固率持续进料消化器,但在实际运行的全规模处理厂中,平均有机负荷率为3.6kgVS/m3·d,只相当于低含固率持续进料消化器[12]。
Biocel系统另一个优点在于低耗水量。但在实验室小试研究中发现,当物料的含固率超过35%时,很难产生渗滤液,产甲烷过程会因为微生物与物料缺乏接触而受到抑制。另外,当物料含固率过高时,加热也很困难。
2.2 SEBAC系统
SEBAC(Sequential Batch Anaerobic Composting,序批式厌氧堆肥)工艺,于二十世纪九十年代由佛罗里达大学开发,其研发目的与Biocel系统相似,即简化物料预处理工序,提高厌氧处理效率。SEBAC系统由两到三个序批式渗滤床反应器组成,反应器中渗滤液在物料中由上到下渗淋并循环,与Biocel系统不同的是,SEBAC消化器按序批式操作,使渗滤液可以在各反应器之间进行转移[13],其工艺示意图如图2所示。

图2 SEBAC工艺示意图
市政固废中的有机成分经预处理后被破碎成为10cm以下粒径的颗粒,并进入到批式反应器中。来自于腐熟物料反应器的渗滤液淋洒到新料上,并循环回收喷洒到堆料顶部,直到产甲烷过程稳定化。此时反应器进入内部循环状态,产甲烷过程随着批料腐熟而放慢。在理论上,这种设计使得腐熟物料反应器可以接触有机酸和活性产甲烷菌群,而新料则可以接触到来自熟料反应器的活性微生物;而在实际中,渗滤动力学行为尚未得到透彻的研究,所以系统很难得到有效控制[14]。
实验室研究中,当进料为纯餐厨垃圾时,SEBAC工艺很难启动起来,需要填充剂来防止物料过分紧密,从而使渗滤液可以在堆料中流动。但即使SEBAC工艺顺利启动,在进料50~60天后仍不能达到最高的产气率。最初的小试研究表明,停留时间为21天和42天时,甲烷的产量分别为0.16m3CH4/kgVS和0.19m3CH4/kgVS,远低于处理市政固废有机成分的持续进料高温消化器的甲烷产量[15]。
目前全规模的SEBAC系统尚未投入工程实践,对该系统的研究一直还在进行中。
2.3 APS消化工艺
APS(Anaerobic Phased Solids,厌氧阶段化固体)消化工艺,将批式进料与持续操作结合到一个生物系统中。固体消化按批处理操作,但沼气产生过程则连续进行,这种设计使得进料和出料不会破坏微生物的厌氧环境。APS消化罐内使用水力搅拌系统,而没有使用移动或机械设备,使得维护费降低,而系统的可靠性得到提高。
APS系统通常由数个水解罐(一般是4个)和一个产沼气反应罐组成,构成一个封闭的循环系统,其工艺流程图如图3所示。水解罐按批式或半批式处理有机废物,每个水解罐的容量根据特定需求和进料特征而定,一旦进料,就会注水并密封一段时间[16]。

图3 APS工艺流程图
固体消化在水解反应器中进行,其反应器底部安装有过滤器,可收集含有可溶性化合物的消化液。收集到的消化液每隔4小时在顶部进行喷射和传播,并在水解罐和产沼气罐之间间歇性循环,向产甲烷菌提供有机酸。水解反应器按不同批次操作,这样就可以使产沼气的反应器维持一个稳定的有机负荷率,使产沼气过程更加稳定。产沼气反应器内含有高浓度的微生物菌群,可达到很高的生物转化效率。该系统产生出中等品质的沼气,含有55%~65%的CH4,以及35%~45%的CO2。从所有反应器中将产生的沼气收集后,通过管道输送可进行热电联产[17]。
APS消化器在57℃高温下操作,达到了较高的固体转化率。水解反应器中的固体停留时间在3~14天,随固体的分解速率而定。例如,餐厨垃圾通常会很快分解,所以停留时间为3~5天,而秸秆之类的农作物残余由于分解很慢,所以需要14天的停留时间。
来自水解反应器的残余消化固体先进行脱水,经进一步处理后,可形成高质量的土壤添加剂和其他农产品。当水解罐中进料达到设计停留时间后,就会清空,剩余的未完全消化的物料或以固体形式(沼渣)存在,或溶解在流出液中,两种产物都可用作土壤肥料[18]。
加州大学戴维斯分校建立了一个APS消化系统的小试技术验证点,每天能处理1~2吨干有机物质。该系统由5个38m3的垂直钢制圆柱罐体组成,其中4个水解罐带有加热夹套以加热消化液,1个产沼气罐通过与天然气/沼气两用锅炉进行热交换而加热,整套系统可选择在高温或中温下运行。接收的物料首先通过破碎泵和液压系统进料,并在高速液体喷嘴中完成混合,然后在水解罐和产沼气罐中完成厌氧消化。同时罐体中的气体收集系统负责收集富含氢气的沼气。该小试系统消化的底料为含有85%木质素、纤维素及半纤维素的秸秆,经小试系统处理后,固体减容率达到40%~60%,产沼气率为0.4~0.5m3/kg VS。研究中还采用了其他底料,如餐厨垃圾、市政固废有机成分、食品加工行业废物及动物粪便。在固体停留时间为12天的条件下,该系统对餐厨垃圾和园林垃圾的产沼气率分别达到0.60m3/kgVS和0.44m3/kgVS[19]。
3 结论
(1)在批处理厌氧消化系统中,处理的物料一次性进料,系统含固率为30%~40%。物料在干式条件下依次经历厌氧降解过程。反应器底部收集的渗滤液,通过喷洒在物料之间由上至下循环,实现消化菌种与有机底料之间的混合。由于厌氧消化反应分阶段进行,批处理系统中最佳的微生物环境处于动态变化过程,菌种与物料之间接触是否充分,直接决定了批处理系统的生物转化效率及处理物料的停留时间。
(2)由于批处理系统的主要缺点在于产气过程不均匀、微生物活动不稳定,因而影响了该工艺在有机固废处理领域内的推广应用。目前初步的实验室研究结果表明,批处理系统中存在复杂的微生物动力学行为。改进后的批处理工艺主要通过调整厌氧发酵渗滤液的循环方式,以提高产沼气过程的稳定性及产气效率,这些系统包括序批式以及阶段式的批处理系统。
(3)在我国,应用批处理厌氧消化技术处理有机市政固废目前处于起步阶段,工艺尚不成熟,仍需完善。但是由于具有如设计及过程控制简单、处理功能强大且投资成本低等优势,使其受到发展中国家的广泛关注,未来在我国将会有较广阔的发展空间。
[1] 张爱军,陈洪章,李佐虎.有机固体废物固态厌氧消化处理的研究现状与进 展[J].环境科学研究,2002,15(5):52-54.
[2] 李 东,孙永明,张 宇,等.城市生活垃圾厌氧消化处理技术的应用研究进 展[J].生物质化学工程,2008,42(4).
[3] 张记市,张雷,王华.城市有机生活垃圾厌氧发酵处理研究[J].生态环境,2005,14(3):321-324.
[4] Vandevivere P.New and broader applications of anaerobic digestion[J]. Critical Reviews in Environmental Science and Technology,1999,29(2):151-173.
[5] Juanga,J.P.,C.Visvanathan,J.Trankler. Optimization of anaerobic digestion of municipal solid waste in combined process and sequential staging[J]. Waste Management & Research,2007,25(1):30-38.
[6] Brummeler-Ten,I.W. Koster. Enhancement of dry anaerobic batch digestion of the organic fraction of municipal solid-waste by an aerobic pretreatment step[J]. Biological Wastes,1990,31(3):199-210.
[7] Saint-Joly C,Desbois S,Lotti J. Determinant impact of waste collection and composition on anaerobic digestion performance:industrial results[J]. Water science and technology,2000,41(3):291-297.
[8] Mata-Alvarez J,Mace S,Llabres P.Anaerobic digestion of organic solid wastes. An overview of research achievements and perspectives[J].Bioresource technology, 2000,74(1):3-16.
[9] Braber K. Anaerobic digestion of municipal solid waste:a modern waste disposal option on the verge of breakthrough[J]. Biomass and bioenergy,1995,9(1):365-376.
[10] Yu H W,Samani Z,Hanson A,et al. Energy recovery from grass using two-phase anaerobic digestion[J].Waste Management,2002,22(1):1-5.
[11] Ten Brummeler E,Aarnink M M J,Koster I W. Dry anaerobic digestion of solid organic waste in a biocel reactor at pilot-plant scale[J].Water Science & Technology,1992,25(7):301-310.
[12] Ten Brummeler E. Full scale experience with the BIOCEL process[J].Water Science and Technology,2000,41(3):299-304.
[13] Chynoweth D P,Owens J,O’Keefe D,et al.Sequential batch anaerobic composting of the organic fraction of municipal solid waste[J].Water Science & Technology, 1992,25(7):327-339.
[14] Forster-Carneiro T,Fernández L A,Pérez M,et al.Optimization of SEBAC start up phase of municipal solid waste anaerobic digestion[J].Chemical and biochemical engineering quarterly,2004,18(4):429-439.
[15] Forster-Carneiro T,Perez M,Romero L I.Composting potential of different inoculum sources in the modified SEBAC system treatment of municipal solid wastes[J].Bioresource technology,2007,98(17):3354-3366.
[16] Zhu B,Zhang R,Gikas P,et al. Biogas production from municipal solid wastes using an integrated rotary drum and anaerobic-phased solids digester system[J].Bioresource Technology,2010,101(16):6374-6380.
[17] Zhang R,Zhang Z.Biogasification of rice straw with an anaerobic-phased solids digester system[J].Bioresource Technology,1999,68(3):235-245.
[18] Zhang R H,Zhang Z Q. Anaerobic digestion of vegetable waste with an Anaerobic Phased Solids Digester system[J].Transactions of the Chinese Society of Agricultural Engineering,2002,18(5):134-139.
[19] Hartman K.An APS-Digester for the treatment of organic solid waste and power generation:UC Davis Digester Design[J].Biological and Agricultural Engineering,2004:54.
On Anaerobic Digestion Technology of Organic Municipal Solid Waste Bath Treatment Abroad
ZHOU Jun-tao, BA Zhi-yong, ZHANG Ji-lin, WANG Jing-xian
X705
A
1006-5377(2015)03-0062-04