HsCAE冷却模拟技术在注塑产品设计中的应用
2015-12-22王敬艳长春职业技术学院吉林长春130033
王敬艳(长春职业技术学院,吉林长春, 130033)
HsCAE冷却模拟技术在注塑产品设计中的应用
王敬艳(长春职业技术学院,吉林长春, 130033)
HsCAE冷却模拟模块采用交互设计的方式,可以预测制品与模具上的温度场、热流密度场、温差分布和冷却时间,优化冷却结构与工艺设计,达到均匀冷却效果。
HsCAE;注塑模具;冷却系统;分析与优化
1 引言
在注塑模设计过程中,模具设计师往往把注意力集中在流道系统和推出系统上,而事先对注塑模的冷却系统重视不够,导致冷却管道最终只能在模具空余的有限空间布置。但事实上,塑料注射模冷却时间约占整个注射循环周期的三分之二,塑料制品的翘曲变形与局部凹痕等弊病也常常是冷却不良所致。为此,重视冷却过程的研究与设计,提高注塑制件的生产效率和质量显得尤为重要。
为更好地克服以往因模具设计师缺乏经验而造成注塑模具冷却效果不佳的弊端,在板件注塑成型过程中,我们引入华中HsCAE注塑软件来分析影响冷却系统的各个因素,模拟制品在模具内的冷却过程,以便更好地解决注塑制品在冷却过程中存在的问题。
2 冷却模拟原理
针对注射模典型截面上的冷却系统进行二维冷却分是注塑模冷却分析的一种行之有效的方法,注塑模的冷却过程具有非稳态性,模具内某点的测量温度在循环注射过程中呈周期性变化,但这种非稳态温度波动较小,且主要表现在型腔表面区域。在二维冷却分析中,经常忽略温度的这种周期性变化,认为温度场是稳定的。二维稳态传热在数学上可归结为求解拉普拉斯方程:

式(1)方程既可用有限元法求解,又可用边界元法求解。在求解注射成型冷却问题时,常用边界元法。因为在注射成型中关注的主要是型腔与制品表面的温度分布,同时边界元法仅需离散二维截面的边界而不是整个截而,能够简化操作,节省计算时间。本文着重介绍边界元法求解过程。
边界元积分公式借助于格林第二公式得到。格林

式中T、K表示任意两个在区域由内二次可微函数;Ω表示区域D的边界。如果能够选择函数T和K均满足拉普拉斯方程;即K=T=0,则有:

T选择满足拉普拉斯方程式(1)的温度函数,K选择满足拉普拉斯方程的“自由空间格林函数”,K称为基本解。在选定基本解后,通过积分计算、二维区域及离散划分、线性单元边界组成等,由(3)式最终可得到如下形式的公式:

这样,随着点P在边界上的移动,便可得到N个代数方程,加上
模具边界上,同时可以输出冷却时间、冷却水管进出口温度等数据。
模具设计师利用二维冷却与分析软件,可交互地改变冷却管道尺寸和
位置,或者改变冷却介质的流速和温度,或者改变制品推出温度等,
来选择合理的冷却系统设计方案,以便获得均匀的温度场分布和较短的模且冷却时间。

图1 二维及其区域离散
3 冷却分析结果
依据上述的分析原理用户可进行注注塑模温度调节系统的优化设计。同时,为保压分析和翘曲分析提供所需的模腔和制件温度的分布,以提高系统的整体分析精度。
连续注塑的开始阶段,型腔表面温度随时间和注射次数的增加而逐渐升高,经历了一定次数的注塑循环周期后,模具型腔壁的温度就会形成一个比较稳定的周期性变化。它可以分成两部分:一部分为平均温度场,另一部分为波动温度场。通过实验看到,在连续注塑过程中,平均温度场变化较小,可以近似看作是稳定的,波动温度场的波动幅度也较小,并且波动区域仅限于型腔壁附近。因此,在进行冷却分析计算时,所考虑的是冷却管道对稳定的周期性平均温度场的影响,它是提供冷却系统优化设计的重要参数。
3.1 稳态温度场
模具型腔和型芯表面的温度分布反映了模壁温度的均匀性。高温区域通常是由于模具冷却不合理造成,应当避免。最大和最小温度之差反映了冷却不均匀程度,不均匀的温度分布可以产生不均匀的残余应力从而导致塑件翘曲如图2所示。对于温差大于10度的区域,应修改冷却系统设计或改变成型工艺条件,减小模具在此区域冷却的不平衡程度;对于无定形塑料厚壁制件,其脱模准则是最大壁厚中心部分的温度低于该塑料的顶出温度即可;对于无定形塑料薄壁制件,其脱模准则是制品截面内的平均温度已达到规定的脱模温度即可。

图2 稳态温度
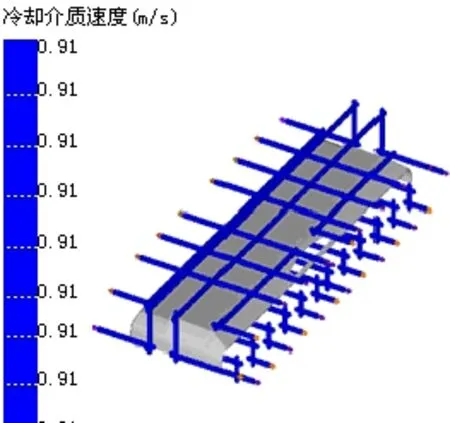
图3 热流
3.2 热流密度场
模具型腔和型芯的热流分布反映了模具冷却效果和塑件放热的综合程度。对于壁厚均匀的制品来说,热流小的区域冷却效果差,应予改进。对于壁厚不均匀的制品,薄壁区域热流较小,厚壁区域热流较大。该结果从显示效果上与2.1介绍的温度场正好相反,正值表示放热,负值表示吸热,一般来说都是制件放出热量而冷却水管吸收热量。如图3所示。
3.3 冷却时间场和顶出区域
冷却时间是指塑件从注射温度冷却到指定的脱模温度所需时间,根据塑件的冷却时间分布,可知塑件那部分冷却快,那部分冷却慢以及理想的脱模温度。在可顶区域图中,红色表示可顶区域,蓝色的表示该区域不可顶出,绿色区域表示中间区域。
3.4 冷却介质温度场
当高温熔融塑料注射进入模具型腔后,需要冷却固化才能顶出,该过程中的热量需要冷却系统带走,冷却介质从回路入口进入后,在流动过程中逐渐被模具顶出,导致温度升高。模具中冷却介质温度升高会使热传递减小,其次,如果回路出入口温差过大,可能会导致冷却不平衡。根据HsCAE分析结果可获得回路出入口的温差,在生产过程中,精密模具中出入口温差相差应在2°以内,普通模具也要不超过5°。如图4所示。
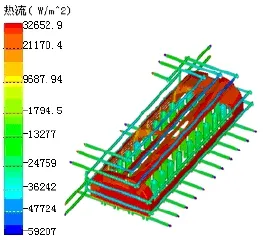
图4 冷却介质温度
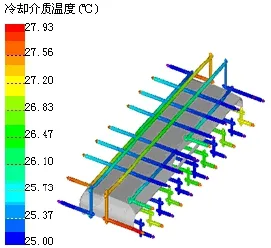
图5 冷却介质速度
3.5 冷却介质速度场
冷却介质在冷却回路中流动的时候,其流动状态分为层流和紊流,其区别就在于雷诺数的大小,当雷诺数Re<2300时流动为层流,当2320 冷却介质处于层流流动时,流动比较平稳,没有垂直于水流方向的横向速度,此时模具内的热量在冷却孔的径向只能以热传导的方式进入冷却介质中,热效率很低。紊流则不同,由于冷却介质在孔径方向有质量交换,热流不仅以热传导方式,还可以以对流的方式有效地从孔壁传入冷却介质中,因此在冷却过程中需要保证冷却介质在紊流下工作。 实际生产一般取10000 本文详细讨论了基于CAE技术的塑料注塑成型过程中冷却过程的数值模拟在实际生产中作用,分析了用微积分推导出的计算公式是否和注塑件冷却模拟实际生产符合。根据给定的生产条件,正确计算塑件的冷却时间,得出分析结果。该分析操作方便,运行稳定可靠,值得推广和使用。 [1]黄健求.模具制造[M].北京:机械工业出版社, 2001 [2]申树义.塑料模具设计[M].北京:机械工业出版社,2004 The application Of HsCAE cooling simulation technology in injection product design WANG Jing-Yan (Changchun Vocational Institute of Technology,Jilin ChangChun 130033, China) The HsCAE cooling simulation module, which uses the way of interactive design, This module can predict temperature field of product and mold, heat flux density field, temperature difference distribution and cooling time.It can also optimize cooling structure and process design, which lead to an effect of uniform cooling. HsCAE; Injection Mold; cooling; Analysis and Optimize 王敬艳(1969—),女,吉林长春人,长春职业技术学院教授,研究方向为模具CAD/CAE/CAM一体化技术。4 结束语
