G68/G69指令在花边槽铣削加工的应用
2015-12-22李月明叶家万广东石油化工学院机电工程学院广东茂名525000
李月明 叶家万(广东石油化工学院 机电工程学院,广东 茂名 525000)
G68/G69指令常用于配有坐标转换功能的数控设备中。在普通的三轴数控加工中心的生产和加工过程中,经常会遇到一些形状规则相同零件,和一些图形旋转的工件,比如平面上有规则旋转的齿型、圆弧等。花边槽则具有这种旋转特点,且花边槽对形位公差有比较高的要求和对表面粗糙度也有要求。这一类零件普通铣床很难加工,而用数控铣床就很简单的解决了这一问题,且加工的精度高,配合好。
1 关于G68/G69指令
1.1 G68指令格式:G68 X____Y____R____
X、Y——旋转中心的坐标值(可以是X、Y、Z中的任意两个,它们由当前平面选择指令G17、G18、G19中的一个确定)。当X、Y省略时,G68指令认为当前的位置即为旋转中心。
R——旋转角度,逆时针旋转定义为正方向,顺时针旋转定义为负方向。
如:G68 X15.Y15.R60表示以坐标(15,15)为旋转中心将图形旋转60°;G68 R60表示以程序原点为旋转中心,将图形旋转60°。
1.2 G69:坐标系旋转取消
2 G68/G69指令在花边槽加工的应用
如图1所示,要在材质为45#钢,尺寸为φ50MM X 20MM的圆柱上加工15个半径均为3MM的花边槽。
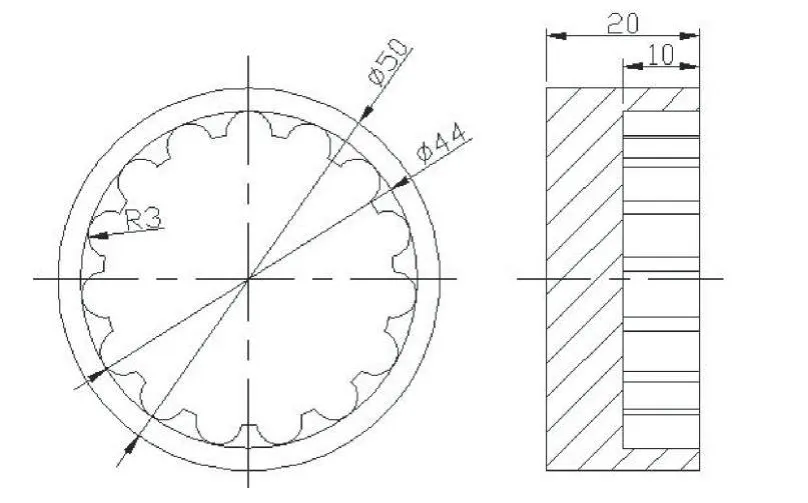
图1
2.1 编程思路
为了提高加工效率和零件的精度,我们采用相同半径的刀具进行铣削花边槽。编程的关键在于准确地技术出花边槽的槽心位置,而我们是采用花边槽的角度位置与花边槽顶端圆半径减去刀具半径的长度来作为花边槽槽心的位置。由于编程时涉及到变量,因此,本次也使用了宏程序编程;同时,由于槽的深度为10mm,因此,在加工时采用分层铣削,每次切削的深度为3mm。
2.2 参数设定
#1 3.0 刀具半径 #2 15 花边槽数目
#3 22 花边槽顶端圆半径 #4 #3-#1刀具加工位置
#5-10 花边槽深度 #6 900花边槽起始角度
2.3 刀具选择
选择φ6的平刀(由槽半径R3确定)。
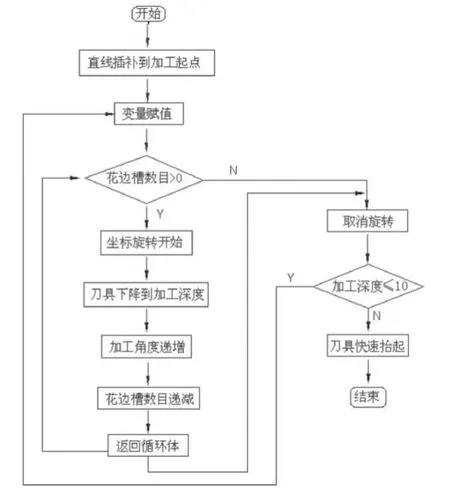
2.4 结构流程框图
2.5 零件的加工程序(FANUC系统)
O1689;
T1M6;
G90G54G0X0Y0S600M3;
G0Z50.;
Z10.;
M8; 冷却液开
#1=3.0; 刀具半径
#2=15.0.; 花边槽数目
#3=22.0; 花边槽顶端圆半径
#4=#3-#1; 具加工位置
#5=3.; 起始切削深度
#6=90; 花边槽起始角度
N10 G68X0Y0R#6; 坐标旋转开始
G1Z[-#5]F100; Z方向进给
X0Y#4; 进给至刀具加工位
G0Z0.5; Z方向抬刀
#6=#6+24; 角度递增
#2=#2-1.0; 花边槽数目递减
IF[#2GT0]GOTO10; 如果#2大于0,继续循环
G69G0X0Y0; 坐标旋转取消
#5=#5+3.; 深度每次以3mm的增量递增
IF[#5LE10.]GOTO10; 如果铣削的深度≤10mm,继续循环
G0Z50.; 快速抬刀
M9; 冷却液关
M30; 结束
3 结语
G68/G69指令适合于在不同直径的圆盘上加工不同数目、不同半径的花边槽,加工时应根据不同半径的花边槽来选择与其半径大小相同的刀具。在宏程序中G0Z0.5在加工时必须存在,以防止刀具在一个花边槽的槽心位置运动到另一个槽心位置时铣掉了花边。
[1]李 锋.数控宏程序实例教程.北京:化学工业出版社,2010.
[2]冯志刚.数控宏程序编程方法、技巧与实例.北京:机械工业出版社,2007.
[3]陈海舟.数控铣削加工宏程序及应用实例.北京:化学工业出版社,2006.
