唐钢2号高炉炉墙结厚处理实践
2015-12-22河北铁集团唐钢公司
(河北铁集团唐钢公司)
葛玉春 马明鑫
0 概况
唐钢2 号高炉于2013年10月29日进行停炉大修,主要更换炉缸耐材,全部铜冷却壁和部分铁冷却壁,高炉于2014年1月6日16∶ 16 点火送风,实现了开炉快速达产达效。开炉后冶炼强度提高较快,高炉壁体温度持续下行,压量关系趋紧,风量水平萎缩,炉墙出现严重粘结,最终导致炉况失常。2014上半年多次调整上部装料制度,但效果很不理想,并没有解决炉墙粘结问题,高炉下半年以均匀活跃炉缸为突破口,适当加长和缩小风口面积,提高鼓风动能,改善炉缸的透气性和透液性,创造炉况顺行条件,结合改善原燃料质量,加强操作炉型管理,炉前铁口喷溅现象明显好转,炉况适应能力明显增强,长期保持稳定顺行,煤气利用率得到改善,燃料比不断降低。
1 炉墙粘结简述
正常生产的高炉,炉墙内侧有粘结物(又称渣皮),稳定而活跃的渣皮层有保护炉墙的作用,但由于各种原因导致炉料在炉墙上形成粘结,那就破坏了正常的操作炉型,使高炉下料不畅,煤气流分布不合理,高炉的技术经济指标将受到极大的影响[1]。根据粘结的形状分为环形粘结和局部粘结,环行粘结遍布整个高炉截面,局部粘结居于炉内一侧,环形粘结和局部粘结是由于高炉圆周工作不均匀才造成的。根据粘结生成部位来分,又分为上部粘结和下部粘结,上部粘结主要是由于对边缘管道行程、原燃料碱金属含量高或粉末多、长期的低料线作业、偏料、炉内高温区上移等因素造成的;下部粘结多是炉温、渣碱度大幅波动、下部管道行程、悬料、冷却强度过大以及冷却设备漏水等因素造成的[2]。
唐钢2 号高炉炉腹、炉腰和炉身下部采用铜冷却壁,炉身8 段~13 段采用铸铁冷却壁,各段冷却壁的平均温度变化如图1、图2 所示。
从图1、图2 可以看出,1)高炉共出现了四次冷却壁温度处于低点的时间段;2)四次粘结铜冷却壁的波动幅度较小,在一定温度区间内震荡;3)8 段~10 段冷却壁的温度变化较剧烈,而11 段~13 段冷却壁的温度变化幅度较小。根据冷却壁的温度变化情况可判断,炉墙粘结主要发生在炉身中下部。
唐钢2 号高炉全炉温差的变化趋势如图3 所示。
从图3 可以看出,这四次粘结全炉水温差既有各分区水温差相差很大的,又有各分区水温差基本接近的,由此可判断出这四次粘结既有局部粘结又有环形粘结。
2 炉墙粘结的判断与计算
根据全炉各区总温差近似计算出各段水温差,进而计算出单块冷却壁热流强度,由已知炉衬电偶温度计算出炉衬内侧表面温度,即炉内温度,并由此得出正常状态下的炉内温度波动范围,以此作为判断炉衬工作状态的依据。
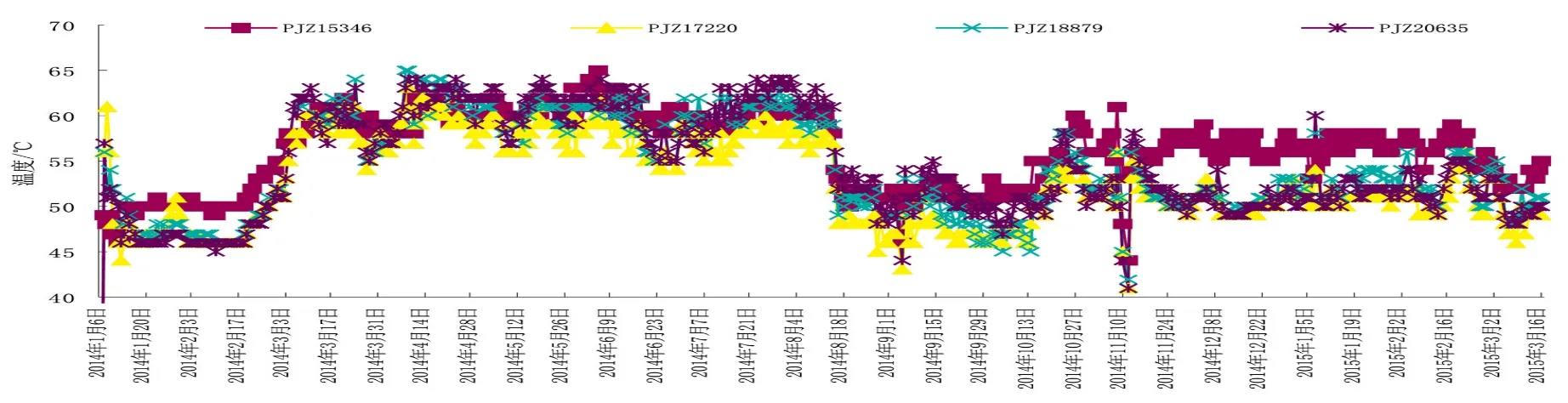
图1 铜冷却壁的温度变化
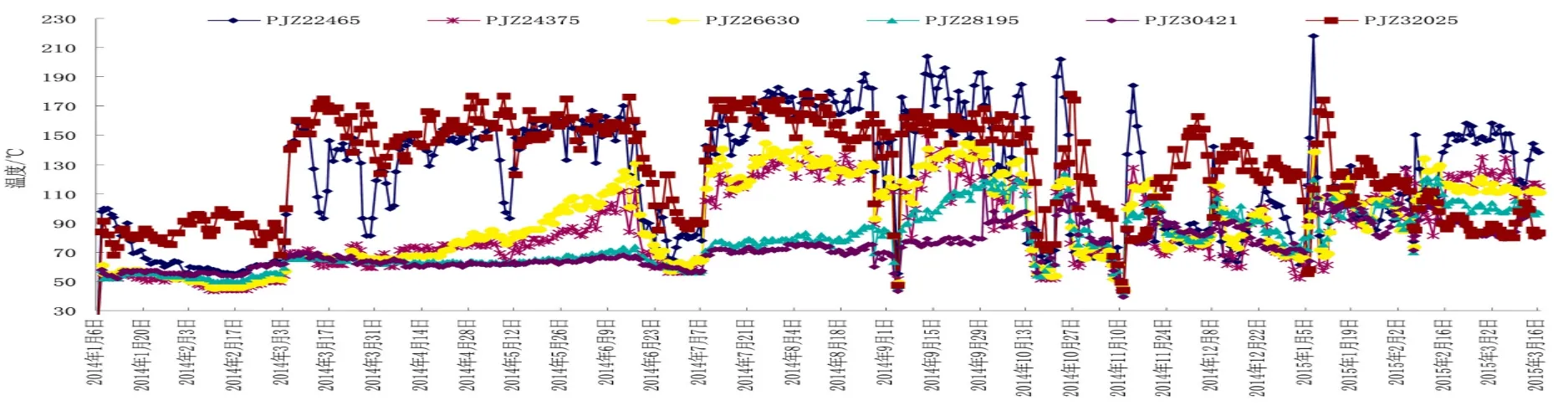
图2 铁冷却壁的温度变化
图3 全炉分区水温差的变化
2.1 基准期的选择
开炉初期的炉衬内侧表面温度即表示炉内温度,以开炉后的炉衬电偶温度稳定阶段作为基准期,计算出炉内基准温度。炉内温度计算方法如图4 所示。
1)热流强度的计算
单位面积冷却壁的热流强度计算公式如下:

式中:q——热流强度,w/m2;
V——水量,m3/h;
ΔT——水温差,℃;
A——冷却壁面积,m2。
2)炉内温度的计算

式中:q——热流强度,w/m2;
λ——导热系数,w/m·℃;
L——测温点到炉衬内侧距离,m;
T1——炉衬电偶温度,℃;
T2——炉衬内侧温度,℃。
3)炉内基准温度的选择
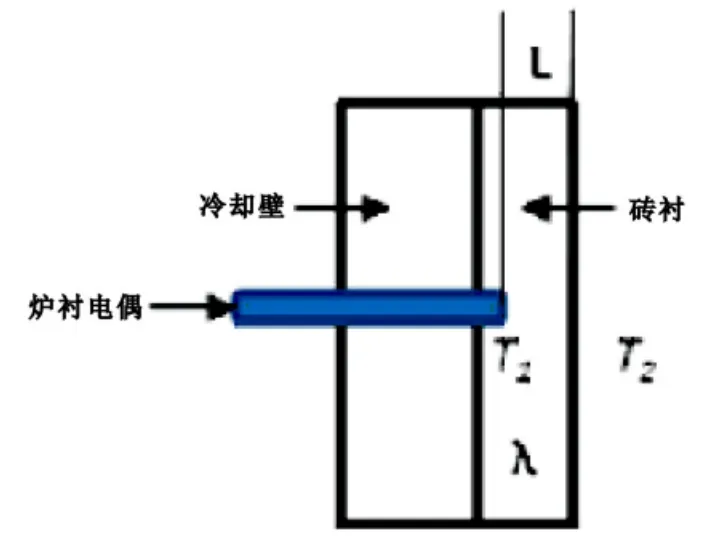
图4 炉内温度计算示意图
选取炉衬温度平稳的一段时期作为基准计算,时间段选为2014年1月11日~19日,并由此计算出炉衬正常工作状态下的正、负波动区间,即得出Max(T2)和Min(T2)。
2.2 非正常工作状态下的计算
计算同公式(1)和公式(2),得出非正常工作状态下的炉衬内侧温度T2',并由此跟炉内基准温度范围做比较,判断此时炉衬工作状态:
当T2'<Min(T2)时,判断为“炉墙粘结”,并根据公式(2)反算出粘结尺寸;
当T2'>Max(T2)时,视情况判断为“炉衬侵蚀”;
(6)管理功能薄弱。多数平台把重点放在实验项目的虚拟仿真技术上,而对仿真实验平台的管理功能研发投入精力较少,导致管理功能较弱。学生的实验预习、预约、操作、记录、书写报告、提交成果,教师的实时审批、监管、指导、批阅等各环节都应在仿真平台中实时进行,平台不仅要有仿真试验功能,更应具有实验全过程实时管理功能,这样才能更好的提高实验教学质量。
当Min(T2)≤T2'≤Max(T2)时,判断为“正常”。
以2014年3月2日的炉身温度为例,得出的计算结果如图5 所示。
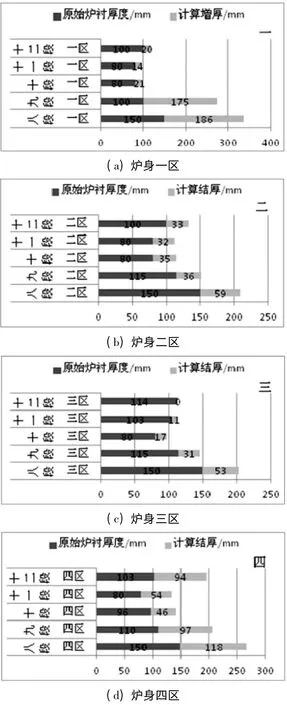
图5 炉身各段四区炉墙粘结物计算厚度示意图
结合计算结果、图5 以及高炉运行参数可以判断:1)高炉各区均出现不同程度炉墙粘结现象;2)炉墙粘结在高炉炉身径向方向上具有一致性;3)炉身8 段~10 段炉墙粘结具有不均匀性,一区和四区粘结比较严重。
3 炉墙结厚原因分析
3.1 开炉操作炉型不合理
二炉大修6 段、7 段铜冷却壁和8 段铁冷却壁全部重新更换为镶砖冷却壁,9 段冷却壁只更换8块镶砖冷却壁,其余32 块未更换且镶砖已掉光,所以8 段与9 段交接的地方约有170 mm 错台,上部喷涂弥补的效果很小,10 段~13 段局部各有2 块~4块冷却壁更换,局部存在炉型不规整。
合理的操作炉型是煤气流在经过炉腰后上升过程中不断收缩,而错台的存在势必会打破这一平衡,首先会造成炉料下降不顺畅,其次使得热的煤气流在经过炉身下部这个错台后进入一个较之前大的容积范围,从而造成流速上的降低,使得在这个区域热的煤气流和炉料的热交换增加,极易造成炉料提早过熔,在发生下部煤气流异常时形成粘结。
3.2 原燃料质量波动大
当环保要求烧结机限产时,高炉配吃大量落地烧结矿,烧结矿碱度的大幅调整或焦炭结构的频繁变化,这些都会造成原燃料质量的大幅波动,势必会造成炉内煤气流的变化,进而影响到炉缸热制度和造渣制度,而炉缸热量的变化和炉料碱度的变化会导致炉料软熔带根部的上下变化,很容易形成炉墙粘结。
3.3 开炉上下部制度不匹配
二炉炉腹角78 ゜31 '5 ″偏大,开炉下部风口面积偏大,风口长度偏短,容易造成边缘气流发展,炉缸中心吹不透,炉缸工作状态逐步变差,炉况波动较大。采取长期发展边缘煤气流的操作制度是滋生炉墙粘结的温床[1],边缘煤气流旺盛,促成高炉沿炉墙处温度升高,矿石过早熔化,当出现悬料、坐料等炉况失常时,高炉圆周温度下降,已熔化的炉料就可能再凝结,形成粘结。
4 炉墙粘结处理措施
4.1 改善原燃料质量,加强入炉原燃料监控
精料是高炉稳定顺行的基础,提高入炉品位是精料的核心。原燃料质量提高,改善高炉料柱透气性和透液性,有利于降低入炉焦比和操作炉型的稳定,减少了局部管道气流。
1)2 号高炉确定合理的炉料结构为:烧结矿(74%)+球团矿(6%)+麦克矿(20%),严格控制生矿比不超20%,通过调整烧结矿和球团矿的配比调整炉渣碱度,入炉矿石品位达到57.8%左右,渣量大幅降低,渣铁比降到320kg/t. Fe 左右,入炉矿石品位提高和渣量降低能有效改善料柱透气性和透液性,同时能形成合理稳定的软熔带,有利于炉况的稳定顺行。
2)及时了解原燃料,特别是焦炭质量和烧结矿的变化,自产焦产量不能满足生产,且质量不稳定,必须配吃一定数量的外购焦,外购焦的比例约为40%,在一定程度上能够提高和稳定焦炭质量,保持焦炭结构长期稳定,加强对焦炭灰份、转鼓、反应性和反应后强度等指标的监控,高炉区和焦化区、烧结区加强联系与沟通,当焦炭质量和烧结矿发生波动时及时采取应对措施,避免炉况出现较大波动。
3)高炉加强筛网管理,提高筛分效果,减少入炉料粉末,对焦炭和烧结矿进行槽下筛分管理,合理控制筛速,在保证不影响上料速度的前提下,尽量关小闸门开度。要求岗位人员加强责任心,加强原燃料系统的检查与维护,定时检查原燃料设备,清理槽下筛网。
4.2 上下部制度调整
合理的下部送风制度是炉况稳定顺行的基础,决定着下部初始煤气流分布,确保炉缸工作均匀活跃,炉顶布料决定着炉料分布和中上部煤气流走向。
4.2.1 上部装料制度的调整
使用以形成布料平台为根本的装料制度,使平台的宽度和稳定性达到最佳状态,确立“稳定中心气流,适当抑制边缘气流”的布料方针,提高炉况的适应性和最佳的煤气利用率,保证炉温充沛稳定,渣铁流动性好,下料均匀稳定,炉体温度合适稳定。
开炉点火送风后的装料制度调整过程见表1。
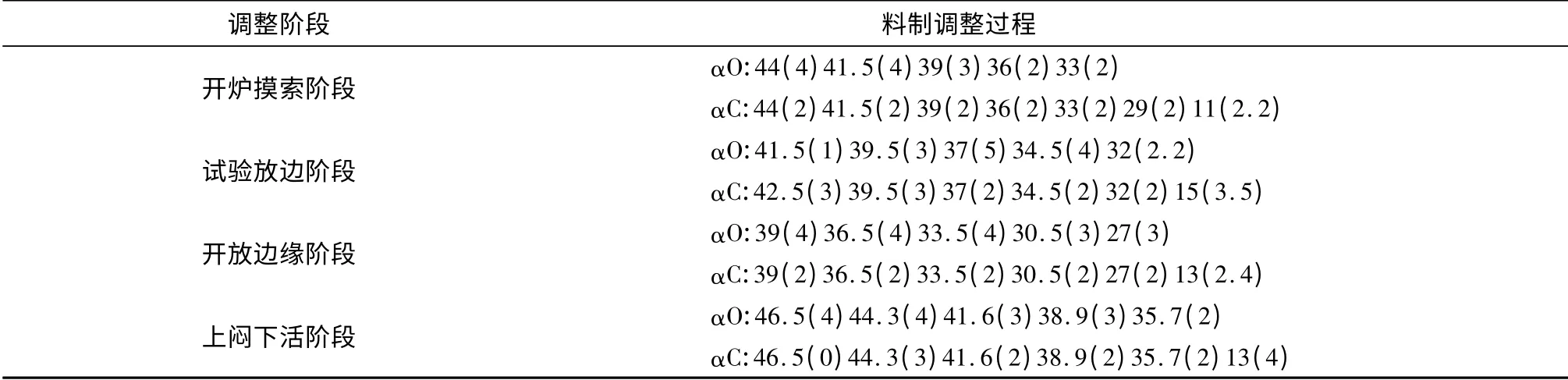
表1 炉况各阶段装料制度
由表1 可知,调整过程主要为先尝试开放边缘气流,避免炉墙粘结,但是效果并不好,然后调整为抑制边缘气流,稳定中心气流,消除边缘窜气和偏滑尺现象,稳定壁体温度场,最后逐步形成边缘平坦、中心漏斗的料面形状,边缘及中心气流进一步合理稳定,煤气利用明显改善,达到45%以上,冷却壁温度场稳定性提高,炉况实现长期稳定顺行。
4.2.2 下部送风制度的调整
下部调剂主要调整风口长度和面积,使送风制度更加合理,形成合理的初始煤气流,确保炉缸工作均匀活跃。开炉以后,风口面积S =0.3292 m2,风口具体配置见表2。

表2 开炉后高炉风口调整具体配置
由表2 可知,2014年下半年大幅缩小风口面积和加长风口长度,保持煤气流吹透中心,实现炉缸工作均匀活跃,结合进行上部装料制度的摸索,达到上下部制度相匹配,在大风量水平的基础上,充分抑制边缘气流,确保炉况稳定顺行。
4.3 合理控制热制度和造渣制度
1)冶炼过程中控制充足且稳定的炉温是保证高炉稳定顺行的基本前提,2 号高炉控制生铁[Si]在0.45% ~0.55%,铁水物理热1500 ℃以上,增强对外界不利因素的抵抗能力,减少炉况波动,风口全部均匀喷吹,提高风温平均水平,充分发挥热风炉的潜力,加强对热风炉烧炉和换炉的管理,提高全风温意识,保证渣铁物理热充足稳定。
2)控制适宜的炉渣碱度,综合考虑炉渣流动性和脱硫能力两方面的影响,造渣制度选择炉渣碱度在1.15 ~1.20。由于外矿中Al2O3含量较高,导致高炉渣中Al2O3含量较高,炉渣的冶金性能也发生了变化,保持MgO/Al2O3在0. 5 ~0. 6,炉渣中的Al2O3是各种原燃料带入高炉的,可通过合理配煤,降低喷吹煤粉和焦炭带入高炉Al2O3量。
5 技术经济指标改善效果
结合原燃料质量情况,通过调整上下部制度等一系列措施的实施,唐钢2 号高炉主要技术经济指标得到有效地提高,2014年第四季度和2015年第一季度主要技术经济指标见表3。

表3 2014年第四季度和2015年第一季度主要技术经济指标
1)炉型合理稳定:实现渣皮稳定,壁体温度场合理,高炉适应原燃料变化能力明显增强,炉况大幅波动次数明显减少,保持高炉长期稳定顺行。
2)利用系数提高:通过操作制度的调整,有利于增加风量,利用系数提高到2.30 t/(m3·d)以上。
3)能耗降低:炉况稳定顺行,可以降低入炉焦比,加重焦炭负荷,改善煤气利用率,降低燃料比,从而高炉能耗降低。
6 结语
1)开炉先天性操作炉型的不合理是造成炉墙粘结的根本原因,改造型高炉更换部分冷却壁时应引起重视。
2)合理的下部送风制度是炉况稳定顺行的基础,需通过下部调剂活跃炉缸,改善炉况顺行,然后辅助上部料制,优化技术经济指标。
3)根据炉身砖衬温度计算出炉墙粘结厚度,为炉况判断提供参考,炉内精细化操作,控制稳定的炉温和碱度是避免炉墙粘结的有效途径。
4)高炉稳定顺行是一项系统工程,任何因素的影响都可能导致炉况波动或失常,应继续坚持精料方针,建立完善的高炉管理体系,对日常操作实行量化管理,制定科学适宜的高炉操作方针,通过控制合理稳定操作炉型,实现高效与长寿,获得最大的经济效益。
[1]廖可桥. 炉墙结厚的处理和预防[J].鄂钢科技,2005(3):24-25.
[2]王筱留. 钢铁冶金学(炼铁部分第二版)[M]. 北京:冶金工业出版社,2004:188 -189.