钢制压力容器焊后热处理保温时间上限控制
2015-12-21叶良忠温州市特种设备检测研究院浙江温州325028
叶良忠(温州市特种设备检测研究院,浙江 温州 325028)
1.前言
焊后热处理,广义地说,就是工件焊完之后对焊接区域或焊接构件进行的热处理,其内容包括:消除应力退火、完全退火、固溶热处理、正火、正火加回火、淬火加回火、回火等。狭义地说,仅指消除应力退火,即为消除焊接残余应力,改善焊接接头的组织和性能,将焊件均匀加热到金属的相变点以下足够高的温度,并保持一定时间,然后均匀冷却的过程。本文所说焊后热处理就是指焊后消除应力退火。
2.问题的提出
一台卧式液氨储罐(以下简称本容器),其详细参数见表1产品技术条件,设计图样要求进行焊后整体消应力热处理。在制造监督检验审核热处理见证资料时发现,制造单位编制的热处理工艺为620±20℃温度保温90min,实际热处理温度自动记录曲线显示为628℃保温150min。
压力容器焊后热处理中保温温度无疑是最重要的参数,达不到规定最低的保温温度就得不到预期的热处理效果即消除焊接残余应力的目的,在规定最低保温温度的同时还有保温温度下的保温时间要求,NB/T 47015-2011《压力容器焊接规程》标准对压力容器焊后热处理最短保温时间作出了规定。与此同时NB/T 47014-2011《承压设备焊接工艺评定》标准中6.1.4.2规定:“除气焊、螺柱电弧焊、摩擦焊外,当规定进行冲击试验时,焊后热处理的温度和时间范围改变后要重新评定焊接工艺。
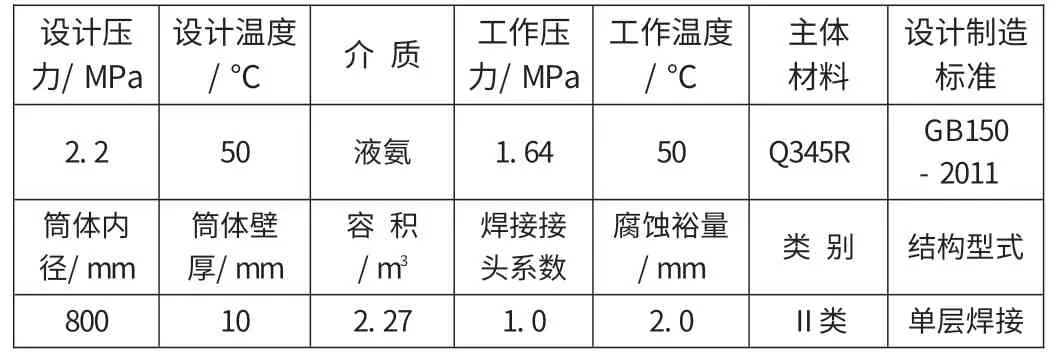
表1 产品技术条件
本案例容器的实际热处理保温时间延长到150min,按《承压设备焊接工艺评定》规定要求引用的焊接工艺评定的热处理保温时间最短要达到120min,现容器制造实际引用的焊接工艺评定的热处理保温时间为100min,致使焊接(焊接方法有GTAW和SMAW)引用的焊接工艺评定的热处理保温时间未能覆盖本容器,不能满足《承压设备焊接工艺评定》标准中焊后热处理的评定规则要求。
3.原因分析
国家压力容器法规和标准体系中,如NB/T 47015-2011《压力容器焊接规程》标准虽然对压力容器焊后热处理最短保温时间作出了规定,但没有上限的限制,同时在制造单位热处理工艺中也没有对保温时间上限做出规定。焊后热处理需要在规定的热处理保温温度下有一定的保温时间,但处于保温温度下的保温时间不宜过长。本案例中分包的热处理单位在对本容器进行热处理时,与其它设备一起热处理并擅自延长保温时间至150min。
4.采取的措施
按实际的热处理保温时间150min,并且考虑以后生产应用,要求补做一块焊接工艺评定试板,热处理保温温度620±20℃,保温时间180min,重新进行焊接工艺评定并评定合格,以满足《承压设备焊接工艺评定》的6.1.4.2焊后热处理的评定规则中保温时间要求。
5.总结与建议
5.1 热处理工艺中相应保温温度下的保温时间应为一个范围,而不只是规定最短保温时间,应有保温时间的上限,保证在不降低母材及焊接区使用上必备的性能并尽量缩短制造时间提高效率。在现有国家规范和标准中没有规定保温时间上限的情况下,保温时间上限应按满足焊接工艺评定中“低于下转变温度进行焊后热处理时试件保温时间不得少于焊件在制造过程中累计保温时间的80%”的要求进行控制,即企业已经评定合格的焊接工艺中保温时间的1.25倍作为焊件热处理保温时间的上限。以本文所引用焊接工艺评定的热处理保温时间100min为例,容器的实际热处理保温时间上限应为125min。
5.2 压力容器热处理时应该严格遵守热处理工艺纪律,不得随意延长保温时间,如实际情况需要延长热处理保温时间,应经过热处理系统责任人和焊接系统责任人共同审核。
5.3 考虑以后实际应用,在进行有热处理要求的焊接工艺评定时,预焊接工艺规程中保温时间尽可能长。
5.4 压力容器制造监督检验人员应不定期到热处理现场检查热处理参数是否符合热处理工艺要求。
[1]国家标准化管理委员会.GB/T 3375-1994焊接术语[S].中国标准出版社.
[2]陈泰炜.压力容器焊后热处理技术[M].北京:中国石化出版社,2002年4月.
