基于NA400系列PLC的选煤厂集中控制系统的设计与应用
2015-12-20张公平姚文广
张公平,姚文广
(南大傲拓科技江苏有限公司,江苏 南京 211102)
基于NA400系列PLC的选煤厂集中控制系统的设计与应用
张公平,姚文广
(南大傲拓科技江苏有限公司,江苏 南京 211102)
为提高中煤集团山西金海洋能源有限公司选煤厂控制系统的控制效果和可靠性,设计了基于NA400系列PLC的集中控制系统。介绍了该系统的组成、功能、技术特点,并分析了其应用效果。生产实践表明:基于NA400系列PLC的集中控制系统,控制效果良好,可靠性极高,不但能够实现各远程分站选煤、运煤设备的集中控制,而且可以对生产过程、设备运行状态、报警信息、产能等进行综合评定。
NA400系列PLC;集中控制系统;控制效果;可靠性
中煤集团山西金海洋能源有限公司选煤厂(以下简称山西金海洋选煤厂)位于山西省朔州市山阴县北周庄镇的中煤集团金海洋工业园区内,是一座处理能力为12 Mt/a的矿区型动力煤选煤厂,洗选工艺为块煤浅槽重介质分选机分选、末煤重介质旋流器分选、粗煤泥螺旋分选机分选、细煤泥加压过滤机回收的联合工艺[1]。结合该公司目前的动力煤产品结构和市场情况,洗选产品共分为四种:块煤(粒度为150~50 mm,Qnet.ar≥25.10 MJ/kg)、精煤(粒度为50~0 mm,Qnet.ar≥23.01 MJ/kg)、混煤(粒度为50~0 mm,Qnet.ar≥12.55~16.74 MJ/kg)、块矸石(粒度为150~13 mm,Qnet.ar≤2.93 MJ/kg)。块煤作为国内外电厂用煤或代工用煤,精煤、混煤供国内外电厂发电,块矸石作为公司砖厂原料。
该厂于2013年年底投产运行,为提高控制系统的控制效果和可靠性,设计了基于NA400系列PLC的集中控制系统(以下简称集中控制系统)。集中控制系统的上位机采用以太网与PLC通讯,通过接收操作员的控制命令来完成对全厂设备的起停控制,以及对密度、压力、桶位等参数的PID闭环调节;同时,通过以太网将生产过程中的各种产品指标、过程参数传送至调度中心,实现全厂人力资源、物力资源的统筹安排。该系统投入运行后,控制效果良好,可靠性极高,为选煤厂的安全、高效生产提供了技术保障。
1 集中控制系统
1.1 系统组成
山西金海洋选煤厂集中控制系统由配电系统、PLC控制系统、上位机监控系统、现场设备等组成,系统框图[2]如图1所示。
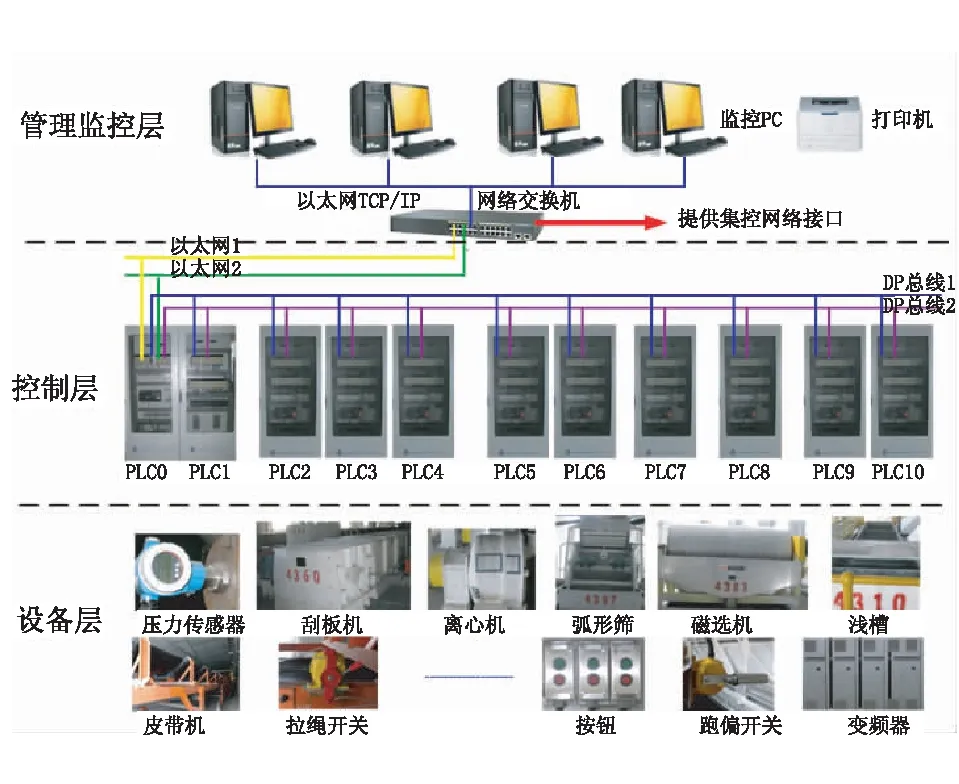
图1 集中控制系统框图
1.1.1 配电系统
配电系统主要设备为高压配电柜、低压配电柜、变频柜,高压配电柜为高压电机、变压器提供初级供电,低压配电柜为低压电机、PLC柜、皮带机、刮板机、泵、传感器等设备供电,变频柜主要为泵、给煤机、部分皮带机供电。
1.1.2 PLC控制系统
根据选煤厂工艺设计要求和各生产环节设备工况及工作制度,集中控制系统采用分布式集中控制方式设计,共设计有8个PLC分站(子系统),包括原煤准备系统、块煤分选系统、煤泥重介系统、再选与矸石系统、浓缩与尾煤压滤系统、劣质煤与矸石储运系统、末煤与块煤储运系统、空压机房系统。
以NA400系列PLC、工业以太网作为自动化系统的硬件平台,能够完成现场密度、压力、操作信号的采集工作,并可实现对现场设备的实时控制。PLC主站与上位监控系统计算机监控管理站通过光纤通讯,二者共同构成管理层网络。PLC主站与各现场层分站通过PROFIBUS-DP总线通讯,PLC控制系统结构示意图如图2所示。
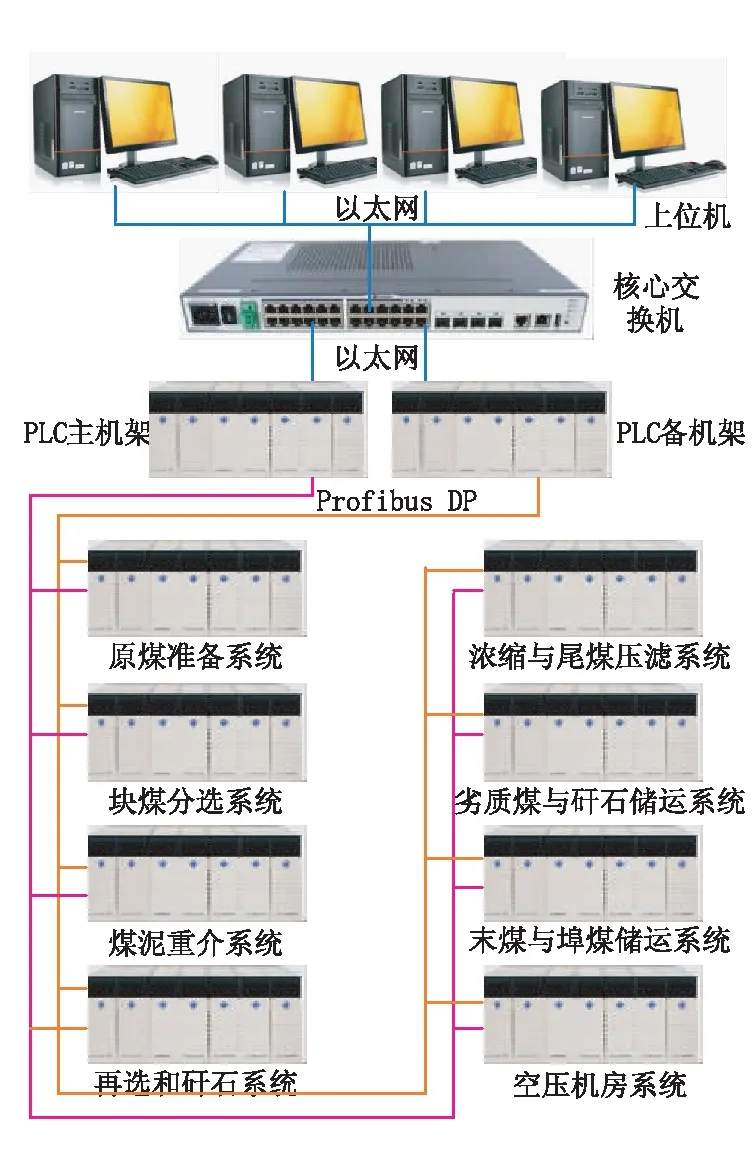
图2 PLC控制系统结构简图
1.1.3 上位机监控系统
上位机监控系统是整个集中控制系统的管理层,能够完成对现场设备的集中管理和控制。该系统选用的组态软件为GE的IFIX,采用开放的标准OPC通信协议实现PLC与4台上位机(包括1台工程师站上位机和3台操作员站上位机)之间的通讯。
该系统主要监控界面包括各工艺界面、系统网络架构、保护一览表、历史趋势、报警查询、全厂预警、联锁查看、故障复位、权限管理、帮助等,主厂房部分监控界面如图3所示。
1.2 系统功能
(1)设备状态监控功能。集中控制系统能够对全系统所有设备的运行状态(程序启停车、集中连锁、事故闭锁、报警、就地解锁、PID控制等)进行监控,根据不同状态(运行、就地、联锁、故障等)显示不同颜色;同时,可对全厂风机、照明等设备进行远程控制,实时显示皮带称瞬时煤量;此外,还具有动态模拟显示功能,如动态模拟并显示仓位、桶位。
(2)分模式控制功能。全厂设备有三种控制模式,即全系统一键顺序控制、单机集中控制、单机就地控制,可根据现场实际情况选择不同的控制方式。
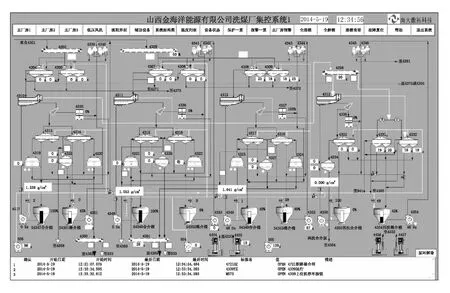
图3 主厂房部分监控界面
(3)闭环功能。所有桶位、料位、液位、压力、密度参数可在系统中预先设定,并实现PID自动调节,厂房卫生清扫泵根据浮球开关位置实现自动控制。此外,各设备之间按生产工艺要求实现闭锁控制。
(4)自诊断功能。在监控软件中及时、准确地反映设备故障状态、故障时间、故障地点等相关信息;提供通信诊断的相关信息,及时发出警报,并根据报警等级通过不同颜色实时显示。
(5)曲线与报表功能。系统能对主要工艺参数(密度、压力等)的实际值与目标值进行实时统计、趋势分析,还能将用户关心的温度、流量等信息以实时或历史趋势曲线的形式直观表达出来;该系统还具有报警历史查询及打印、瞬时煤量历史趋势查询及打印功能。
(6)冗余功能。为保障系统运行的可靠性,计算机测控通讯网采用双以太网冗余,当其中一条网络线出现故障时不会影响系统的正常运行。系统下位机控制器采用CPU401-0501H双冗余控制器,以保障系统不间断地进行数据交换,从而实现持续、稳定、可靠的运行。
1.3 技术特点
在设计集中控制系统过程中,充分考虑了其安全性、可靠性、精确性、经济性、实用性、兼容性、可扩展性[3]。就总体性能来说,系统技术特点突出。
(1)安全性与可靠性。鉴于选煤行业的生产环境及生产设备对集中控制系统的安全性、可靠性要求高,核心控制层采用全冗余(电源冗余、CPU冗余、通信主站冗余、双网络冗余等)架构设计,大大提高了生产系统的可靠性和安全性。
(2)精确性。利用可编程控制器内部的PID功能块解算密度计、压力传感器、液位计等现场检测设备的输入信号(4~20 mA),将检测到的过程变量与设定值进行比较,再通过模拟量输出模块输出4~20 mA的信号来驱动相应的执行机构(加水调节阀、变频器等),从而达到自动调节系统压力、密度、液位的目的。该方式的调节精度很高。
(3)兼容性与经济性。为了保证施工和后期运行的高效性,现场各电机控制和设备保护信号均采用总线方式进行采集。针对现场各类通信接口,选用NA400系列特殊通信模块,如选用CMM401-0411与Dupline网关模块进行通信,以提高系统的兼容性与经济性。
(4)可扩展性。随着企业的发展和自动化程度的提高,大量新设备、新工艺必将投入使用。在设计之初,已经考虑到后期可能扩展的设备和站点的备用量,系统可扩展性很强。
2 应用效果
集中控制系统投入使用后,该选煤厂洗选效率大大提高,原煤入选量增加,目前实际原煤入选量达到14 Mt/a,远大于最初的设计能力。原煤入选量和洗选效率的提高,为选煤厂带来一定经济效益。此外,厂内原煤和产品能够全部存放在仓内,园区环境得到很大改善;选后中煤、末矸石、煤泥可以进行任意掺配,有利于为厂区电厂提供合格燃料。
该系统的运行实现了对密度、液位的精确控制,能够满足各类产品煤的洗选要求。其中,稀介桶采用液位单闭环控制,通过调整比例、积分参数,使液位控制在±4%的范围内。合介桶采用密度、液位双闭环控制,先对密度进行控制再对液位进行控制,当密度高时将悬浮液分流,当密度低时打开分配箱补介。分选密度在正常范围内时,通过调整比例、积分参数,可实现液位控制在±4%的目标[4]。
3 结语
基于NA400系列PLC的选煤厂集中控制系统,不但能够实现各远程分站选煤、运煤设备的集中控制,而且能够对生产过程、设备运行状态、报警信息、产能等进行综合评定,功能强大。自该系统投入使用以来,运行状况良好,设备维护量大幅下降,大大减轻了工人的劳动量,保证了选煤生产的安全、高效进行,并带来了一定的经济效益。基于NA400系列PLC的选煤厂集中控制系统是国产PLC在大型选煤厂的首次应用,可为国内其他自动化设计公司在选煤行业开拓业务提供一定参考。
[1] 袁耀武. 煤炭洗选基础知识培训教材[M].徐州:中国矿业大学出版社,2011.
[2] 中国煤炭加工利用协会.选煤厂计算机应用[M].徐州:中国矿业大学出版社,2007.
[3] 陈 纯.选煤厂电气设备及自动化[M]. 徐州:中国矿业大学出版社,1990.
[4] 卫玉花.选煤工艺流程智能设计[D].太原:太原理工大学,2005.
Design and application of centralized control system based on NA400 series PLC in coal preparation plant
ZHANG Gong-ping, YAO Wen-guang
(Nanda Automation Technology, Nanjing, Jiangsu 211102, China)
To improve performance and reliability of control system in coal preparation plant of China coal group Shanxi golden ocean energy Co Ltd, centralized control system is designed on the basis of NA400 series PLC; this paper introduces component, function, and technical characteristic of this system as well as analyzes its application. The application shows that this system is more reliable and performance is better; it can centralized control equipment for coal handling and washing in each remote substation as well as offer general assessment of production, operational condition of equipment, alarming information and capacity etc.
NA400 series PLC; centralized control system; control effect; reliability
1001-3571(2015)01-0078-04
TD948.9
B
2015-01-26
10.16447/j.cnki.cpt.2015.01.023
张公平(1984—),男,安徽省宿州市人,助理工程师,从事智能控制方面的研究。
E-mail:bhdxzgp@163.com Tel:025-68530188