宁东洗煤厂梅花井分厂技术改造实践
2015-12-20李发科谢家勇仇学功
李发科,谢家勇,仇学功
(神华宁夏煤业集团 宁东洗煤厂,宁夏 银川 750411)
宁东洗煤厂梅花井分厂技术改造实践
李发科,谢家勇,仇学功
(神华宁夏煤业集团 宁东洗煤厂,宁夏 银川 750411)
为解决宁东洗煤厂梅花井分厂洗选能力不足的问题,在对改造目标和原则确定的基础上,对系统内制约生产的设备进行技术改造。生产实践表明:技术改造后梅花井分厂洗选能力达到15 Mt/a,洗选能力净增3.0 Mt/a,且系统运行平稳可靠,完全满足矿井生产和火车装车的需要;设备故障率大大降低,系统能耗下降,节约了一定生产成本。
洗选能力;矿井产能;技术参数
宁东洗煤厂梅花井分厂(以下简称梅花井分厂)是宁夏回族自治区宁东能源化工基地内的一座特大型、现代化矿井型动力煤洗煤厂[1],设计能力为12 Mt/a,入选原煤来源于梅花井煤矿[2]。该分厂主厂房由三个独立的处理能力均为4 Mt/a的块煤浅槽重介质洗选模块组成,原煤洗选工艺为200~13 mm粒级浅槽重介质分选机分选[3],<13 mm粒级不分选,粗煤泥由煤泥离心机回收,细煤泥由沉降离心机、板框压滤机回收的联合工艺,实现洗水一级闭路循环[4]。梅花井分厂具有独立的块煤、末煤外排落地系统和装车系统,末煤采用快速定量装车系统实现装车,自动化程度高,装车速度快,一节火车箱只需45 s即可装满[5]。
该分厂每天的原煤处理量为3.6万t,随着煤矿的不断发展,矿井生产能力得到释放,加之生产的不均衡性,矿井年底的日均产量在4万t左右,最高日产量达到4.8万t,导致分厂的洗选能力无法满足实际生产需要。由此看来,洗选能力不足已成为制约分厂和煤矿发展的障碍,必须对系统内制约生产的设备进行改造。
1 存在问题及原因分析
由于梅花井分厂每天的洗选能力小于当日的矿井产能,导致选煤厂的原煤仓频繁顶仓,进而使矿井无法连续生产,给井下安全生产工作带来严重影响。为了完成生产任务,该分厂被迫牺牲停机检修时间来提高处理量,设备连续在高强度、超负荷的情况下运转,运行工况越来越差,且形成恶性循环,导致其故障频发,不利于生产工作的顺利进行。此外,由于该分厂洗选能力不足,无法满足火车装车的需要,火车在快速装车仓下停车等待的情况时有发生。
就2012年11月的统计情况(表1)来看,梅花井煤矿当天的产能超过分厂洗选能力的天数有18天,同年年底其他月份的生产情况与之相似,甚至更严重。梅花井分厂洗选能力不足的问题严重影响洗煤厂和煤矿的正常生产及火车装运,迫切需要对系统内限制生产能力提升的设备进行改造。
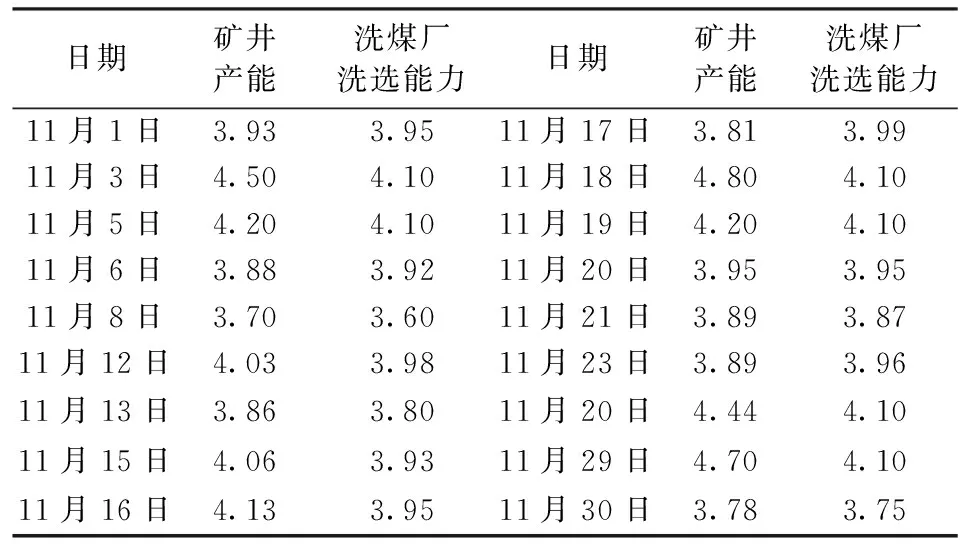
表1 2012年11月生产情况统计结果Table 1 Statistical results of production in November 2012 万t
2 改造方案与实施
2.1 改造目标
根据现场实际情况,确定系统每小时的原煤处理量,将其作为改造目标。通过对梅花井煤矿2012年10—12月的日产量数据分析,结合梅花井煤矿未来三年的发展战略规划,确定梅花井分厂平均处理量需要达到4.3万t/天。
该分厂煤质资料显示,入选原煤煤质波动较大,块煤处理量极限值可达40%,末煤处理量极限值可达80%。经计算,系统原煤处理量为2 687.5 t/h,末煤系统处理量为2 150 t/h,块煤系统处理量为1 075 t/h。实际生产过程中,需要考虑不均衡系数[6]。当不均衡系数取1.15时[7],系统原煤处理量应为3 091 t/h,块煤系统处理量应为1 236 t/h,末煤系统处理量应为2 473 t/h。
2.2 改造原则
根据改造目标,将系统内各设备每小时的计算处理量与实际处理量进行对比,即设备每小时的计算处理量减去实际处理量得到每小时的物料增量,通过物料增量确定需要改造的设备。设备技术改造过程中应遵循以下原则:
(1)单台设备每小时的物料增量小于300 t时,不需要对设备进行技术改造,通过合理组织生产即可完成任务;单台设备每小时的物料增量大于300 t时,需要对设备进行技术改造,以提高其处理能力。对原煤运输设备,洗选系统浅槽重介质分选机、筛机、排矸设备,煤泥水处理系统设备等进行系统分析,确定需要进行技术改造的设备。
(2)303原煤刮板输送机是生产系统的关键设备之一,该设备出现故障必将影响正常生产。由于原煤中存在大块矸石、锚杆、铁器等杂物,运输过程中易发生卡堵而使设备损坏,而刮板输送机维护成本较高,改造时应使其不均衡系数偏大。
(3)由于梅花井分厂的生产任务重,采取边生产边改造的方法对设备进行技术改造,将改造对生产的影响降低到最小。
2.3 改造方案的实施
确定需要改造的设备后,按照设备每小时的物料增量对其技术参数重新计算。设备改造前后的技术参数对比结果如表2所示。

表2 设备改造前后的技术参数对比结果
(1)303原煤刮板输送机改造。考虑到刮板输送机整机更换时间长,且受现场空间限制,因此采用提高链速的方式来增加输送量。将303原煤配筛刮板输送机的链速由0.96 m/s提高到1.08 m/s,因此输送量由2 272 t/h增加到3 091 t/h,完全满足生产要求,且改造比较简单,通过降低减速器的速比即可实现。在降低减速器速比的同时,更换相应的电动机、液力偶合器、减速器、低速轴联轴器、机头链轮组件、机尾链轮组件、刮板链条组件[8]。
(2)384、385末煤转载带式输送机改造。由于原煤筛分设备博后筛前后筛面的透筛效率存在一定差异,384、385末煤转载带式输送机的输送量按末煤量的70%计算,故将384、385带式输送机的带速由2.5 m/s提高到4 m/s即可满足要求,此时单台设备的输送量为1 731 t/h。降低减速器的速比即可提高带式输送机的带速,同时需要更换配套的电动机、液力偶合器、减速器、低速轴联轴器、传动滚筒、机尾改向滚筒。
(3)323末煤转载带式输送机改造。通过降低减速器的速比,将323末煤转载带式输送机的带速由3.15 m/s提高到4 m/s,并更换配套的电动机、液力偶合器、减速器、低速轴联轴器、传动滚筒、托辊及托辊架。
(4)702末煤转载带式输送机改造。通过加大滚筒直径的方式,将702末煤转载带式输送机的带速由3.5 m/s提高到4.18 m/s,并更换配套的电动机、液力偶合器、低速轴联轴器、传动滚筒、托辊及托辊架。
(5)703末煤上仓带式输送机改造。加大滚筒直径使703末煤上仓带式输送机的带速由3.5 m/s提高到4.4 m/s。经核算,电动机、减速器均满足要求,只需更换低速轴联轴器、传动滚筒、托辊及托辊架。此外,针对703带式输送机在运行中经常跑偏的问题,将单缸液压张紧装置更换为双缸液压张紧装置,并根据现场实际情况优化布置。
(6)743、744刮板输送机改造。将743、744两台刮板输送机更换成一台宽度为1 600 mm、带速为2.5 m/s的带式输送机,该输送机通过机尾双缸液压张紧。1#混煤仓通过703末煤转载上仓带式输送机机头溜槽进料,4#混煤仓通过改造后的743带式输送机机头进料;2#、3#混煤仓通过犁式卸料器进料,使用犁式卸料器时要充分考虑卸料器下层胶带的防护,避免卸料时末煤落在下层胶带上[9]。
在2013年年底至2014年5月,通过合理组织生产,利用白天停机检修时间对设备进行技术改造,既没有影响正常生产,又达到了提升系统洗选能力的目的,实现了技术改造和正常生产的双赢。技术改造后的设备联系如图1所示。

图1 设备联系图
3 改造效果
梅花井分厂设备技术改造工作于2014年1月20日完成,改造后洗煤厂洗选能力达到15 Mt/a,净增3.0 Mt/a。运行近一年来,生产系统运行平稳可靠,每天处理能力高达4.7万t,实际处理量在2 650 t/h左右,完全满足矿井生产和火车装车的需要。
将743、744两台刮板输送机更换成一台胶带输送机后,设备故障率大大降低,维护费用和能耗下降。就维护成本和能耗来看,每年可节约283万元的成本。此外,系统开车时间较改造前缩短5 h左右,有利于设备维护保养,系统运行的可靠性进一步提高[10]。
4 结语
针对宁东洗煤厂梅花井分厂生产中存在的问题,确定改造目标,制定改造方案,对限制生产能力提升的设备进行技术改造,以满足生产需要。实践证明:对设备进行技术改造可有效提高其处理能力,减少生产时间,增加设备维护保养时间,使生产系统稳定可靠,生产成本降低。2014年下半年,梅花井矿井产能得到释放,日均产量超过5万t,而分厂的洗选能力达到了4.7万t,有效缓解了生产压力,并保证了每天8至10列火车的装运需求。
[1] 李少华,仇学功,穆成伟,等.宁东洗煤厂梅花井分厂煤泥水系统生产管理实践[J].选煤技术,2014(2):35-41.
[2] 穆成伟,刘金仓.宁东洗煤厂梅花井分厂块精煤生产工艺改造及优化[J].选煤技术,2013(5):75-77.
[3] 韩 亮,刘 斌,李少华,等.梅花井洗煤厂提高块煤产率技术改造[J].煤炭工程,2014(2):64-66.
[4] 李伟岐,吴晓明.弛张筛在宁东洗煤厂的实际应用[J].中国煤炭,2013(2):32-34.
[5] 齐 玫.快速定量装车站料仓耐磨技术研究[J].煤炭技术,2013(1):22-23.
[6] 匡亚莉.选煤工艺设计与管理[M]. 徐州:中国矿业大学出版社,2006:277-300.
[7] 戴少康.选煤工艺设计实用技术手册 [M]. 北京:煤炭工业出版社,2010:300-370.
[8] 陈建中,沈丽娟,赵跃民.选矿机械 [M].徐州:中国矿业大学出版社,2012:514-530.
[9] 谢广元.选矿学[M].徐州:中国矿业大学出版社,2001:12-50.
[10] 中国煤炭加工利用协会. 选煤实用技术手册[M]. 徐州:中国矿业大学出版社,2008:1000-1500.
Practice of technological modification in Ningdong coal preparation plant Meihuajing branch
LI Fa-ke,XIE Jia-yong,QIU Xue-gong
(Ningdong Coal Preparation Plant, Shen Hua Ningxia Coal Industry Group,Yinchuan,Ningxia 750411,China )
To improve throughput capacity of Ningdong coal preparation plant Meihuajing branch, technological modification on equipment that are undersized is carried out on the basis of upgrade criteria and aim. The result shows that throughput capacity of the plant is increased by 3.0 Mt/a and reaches 15 Mt/a, the whole process system runs steadily and reliably, power consumption is lowered, breakdown of equipment rarely occurs, and that underground mine production and train loading can be satisfied completely.
throughput capacity; capacity of underground mine production; technical parameters;
1001-3571(2015)01-0048-04
TD94
B
2015-02-04
10.16447/j.cnki.cpt.2015.01.014
李发科(1964—),男,宁夏回族自治区平罗县人,工程师,从事洗煤厂管理和技术研究工作。
E-mail:lifake@nxmy.com Tel:13519590166
