多异混纤复合长丝牵伸卷绕系统的研究与探讨
2015-12-19北京中丽制机工程技术有限公司华金祥
北京中丽制机工程技术有限公司 华金祥/文
1 前言
多异混纤复合长丝可由两种不同孔数、不同纤度、不同截面形状、不同伸长、不同沸水收缩的纤维复合而成。由于两种纤维的多异特性使织成的面料具有仿毛、仿真丝及超强悬垂等独特风格。用其制成的服装有明显的艳丽感和轻柔感,并具有易洗、免烫、快干等特点,是衣用化纤中较理想的新型合纤材料。
近几年来,北京中丽制机采用POY/FDY一步法纺丝工艺、纺丝张力控制、高速网络复合等技术,优化纺程丝路,使一步法生产的混纤长丝产品质量稳定、品种多样;采用多头纺技术提高单纺位产量和效率,节约投资,并形成了产业化和规模化。
在多异混纤复合长丝生产中影响产品质量因素较多,结合多年的实践,本文重点对牵伸卷绕系统中影响因素进行重点探讨。
2 牵伸卷绕系统的基本构成
2.1 工艺流程
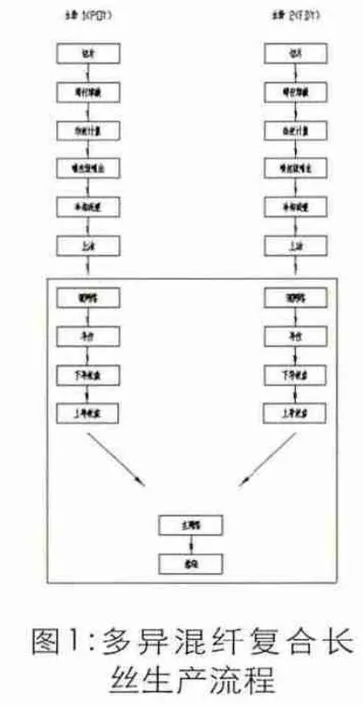
多异混纤(一步法)复合长丝牵伸卷绕系统由机架、导丝器、预网络器、导丝盘、热牵伸辊、主网络器、全自动卷绕头所组成,其上长丝按品种而分为POY丝、FDY丝。在POY丝的纺程上有导丝器、预网络器、GR1下导丝盘、GR2上导丝盘,2个导丝盘上下布置、转向相反,实现对出生纤维的高速牵伸;在FDY丝的纺程上有导丝器、预网络器、HGR1对热辊、HGR2单热辊及SR2分丝辊,2组热牵辊共同完成对初生纤维的牵伸和定型。纺丝获得的初生纤维分别经过FDY牵伸定型和POY高速牵伸获得不同特性的全牵伸丝、预取向丝,二者经主网络器并丝合股后由全自动卷绕头卷绕成丝饼供织造使用。牵伸卷绕系统还拥有对每个导丝盘、热辊速度和加热温度的控制系统,以及对全自动卷绕头速度卷绕程序的控制系统。
2.2 设备配置

表1 多异混纤(一步法)复合长丝牵伸卷绕系统配置表
3 不同配置的牵伸卷绕系统
3.1 高异异收缩混纤牵伸卷绕系统
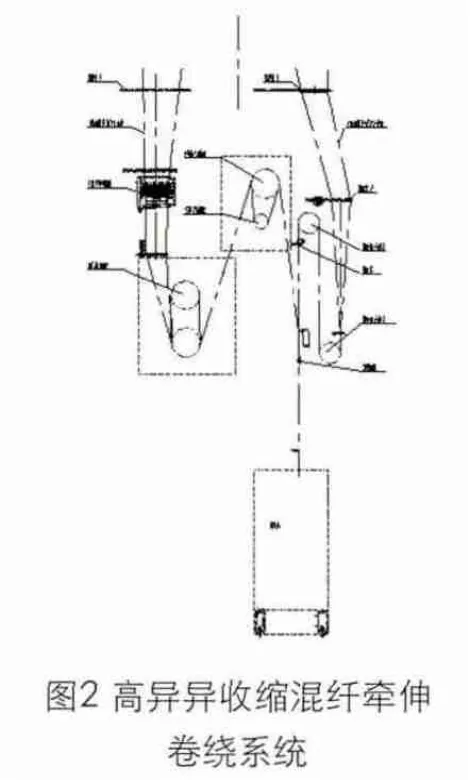
该系统生产的产品具有“高异性”的异伸长、异沸水收缩的特性(见图2)。在该系统中可分别调整POY、FDY各自的工艺参数、纺程张力,以达到灵活控制POY、FDY丝束的伸长和沸水收缩的目的。
A组份(POY)丝束经过卷绕机架上部的预网络器、导丝器,以及在下导盘(GR1)、上导盘(GR2)的高速牵伸、张力调节后成为高伸长、高沸水收缩的预取向POY丝束;B组份(FDY)丝束经过预网络器、导丝器,以及在HGR1热辊、HGR2热辊牵伸定型后成为低伸长、低沸水收缩的全牵伸的FDY丝束。二者经由导丝钩并丝后导入主网络交络合股,再由卷绕头高速卷绕成为定重的高异收缩混纤复合丝饼,经外观检验分等后包装出厂。
3.2 低异异收缩混纤牵伸卷绕系统
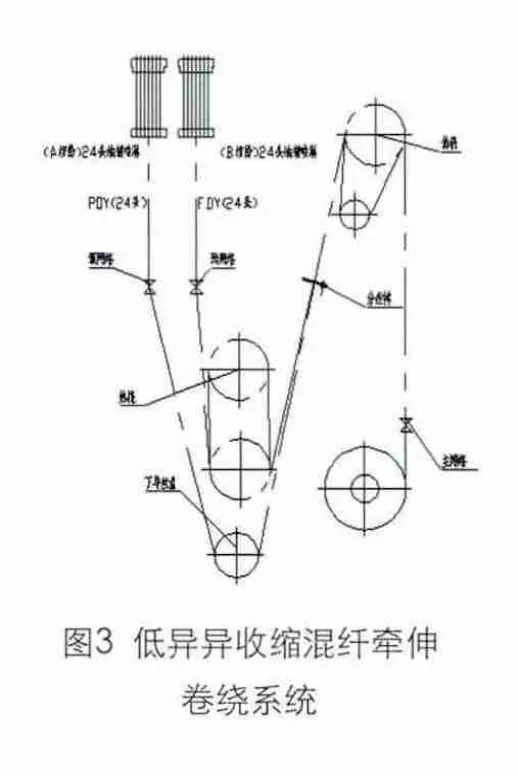
具有“低异性”的异收缩混纤牵伸卷绕系统(见图3)可以根据产品的要求通过调整POY、FDY丝束的牵伸卷绕工艺参数及张力获得不同的异收缩混纤丝的伸长及沸水收缩率。
A组份(POY)丝束经预网络、导丝器,由下导盘(GR1)高速牵伸后,再经导丝钩导入HGR2热辊定型,成为伸长与沸水收缩率较低的预取向POY丝束;B组份(FDY)丝束经预网络器、导丝器,再经HGR1热 辊、HGR2热辊牵伸定型后成为低伸长、低沸水收缩的FDY丝束。二者经由导丝钩并丝后导入主网络交络合股,再由卷绕头高速卷绕成为定重的低异收缩的混纤复合丝饼。经外观检验分等后包装出厂。
3.3 系统结构特点
在图2和图3中,多异混纤复合长丝牵伸卷绕系统包括:预网络器、导丝器、HGR1热辊、HGR2热辊、上导盘GR2、下导盘GR1、主网络器、全自动卷绕头。预网络器安装于机架的面板上方;HGR1安装于面板左下方,HGR2位于面板中上方;上导盘GR2和下导盘GR1分别为转向相反的两个冷辊,安装于同一纺丝位面板右侧,上下布置;主网络器设于面板下方,在全自动卷绕头正上方;全自动卷绕头放至在地面上。
在FDY丝束生产中,HGR1热辊为一对低温热辊,加热温度范围50~150℃,机械速度为850~2600米/分;HGR2由1套高温热辊和1套SR2分丝辊组成,高温热辊的加热温度范围为90~200℃,分丝辊为冷辊,速度范围为2200~5000米/分。丝束在HGR1上绕数圈被加热后,再绕在HGR2热辊上数圈,由于HGR1、 HGR2的速度不同,加热的丝束得到牵伸, 受到牵伸丝束在HGR2热辊上定型,由此获得全牵伸的FDY长丝。
在POY丝束生产中,GR1下导盘和GR2上导盘均为冷盘,二者以相同速度、相反转向运动完成对丝束的高速牵伸,机械速度为2200~4000米/分,初生纤维在高速的牵引下获得性能优良的预取向POY长丝。
预网络器对丝束起到均化油剂和稳定纺程张力的作用,其结构根据纺丝头数的多少而定。通常有1~2个进气孔,喷气孔最多可达24个,喷气孔直径为0.5~1.5mm,压缩空的压力为 0.5~2.0kg/cm3。
主网络器对合股后的丝束进行喷气交络,保证2股丝束混纤复合良好。主网络器的喷气孔直径约为1.0~2.0mm,压缩空气的压力为1.5~4kg/cm3,产生的交络点为20~30个/米。每束合股的混纤复合长丝对应一套主网络器。
导丝器由各种导丝瓷棒、瓷钩所组成,设置在丝路全程上,以保证丝束运行稳定,丝束间张力一致。
全自动卷绕头将复合后的长丝卷绕成丝饼,每台卷绕头最多可卷绕24个丝饼。卷绕成型的方式分兔子头和拨叉式,速度范围2500~5000米/分。
为了获得性能良好的多异混纤复合长丝,其牵伸卷绕系统为各个热辊、导丝盘设置了独立的温度和速度控制系统。可按照产品的要求,单独调整工艺参数,以保证产品的多异性和质量的稳定性。
4 系统中丝路的研究
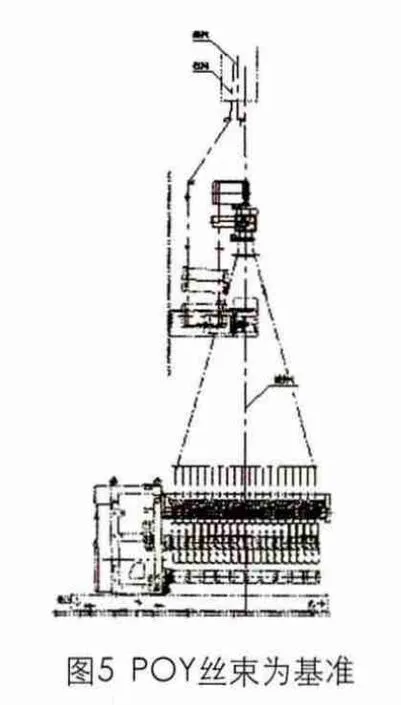
在多异混纤复合长丝牵伸卷绕系统中,丝路设计与产品质量有很密切的关系。在上述的“高异性”和“低异性”系统中均有两种丝路:以FDY丝路为基准,POY丝束由导丝钩强行拉至与FDY丝束同行(见图4);另一种是:以POY丝路为基准,将FDY束由导丝钩导入HGR1上的入丝点,经HGR2后至与POY丝束同行(见图5)。
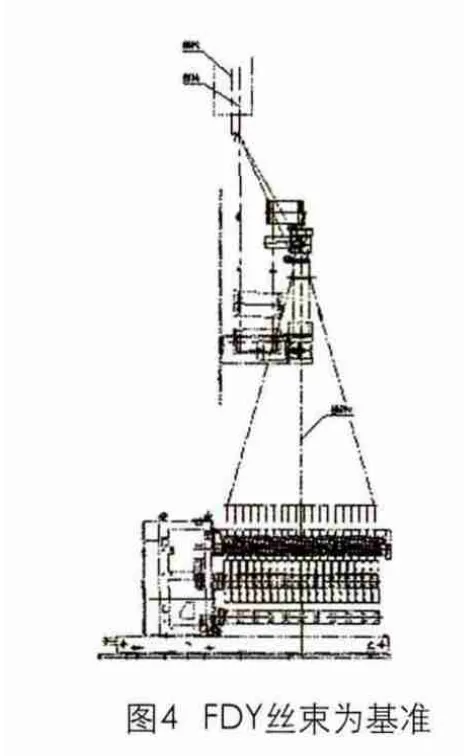
4.1 FDY丝束为基准
从图4可以看到,在以FDY丝束为基准的丝路中,由于丝束需要在热辊上绕数圈,卷绕头的中心偏离甬道中心较大,POY丝束在甬道出口处必须被强行斜拉至下导丝盘,才能保证丝束顺利进入处于卷绕机的正上方的主网络器。导致POY丝束纺程张力很大,容易波动且不稳定。
4.2 POY丝束为基准
从图5可以看出,在以POY丝束为基础的丝路上,甬道的中心基本与卷绕头中心重合,POY丝束从甬道出来后很顺畅地经上下导丝盘进入卷绕头上方的主网络器中,图3中的强行斜拉消失了;FDY丝束出甬道后,虽然斜拉进入第一对热辊,但由于此时的纤维纺速较低(<1500米/分),纺程张力较小;且经第二热辊时FDY丝束也已处于卷绕机正上方,定型后的丝路角度变化很小,影响丝束间张力变化的因素减少,纺程张力稳定。
4.3 实践与分析
实践中,在以FDY 丝路为基准的系统中,POY丝束张力大且不稳定,异收缩率不易控制,产品质量不稳定。而在以POY丝路为基准的系统中, POY丝路变化点少,POY丝束的张力小且稳定,毛丝、断丝现象少,异收缩率易控制,产品质量稳定。表2是以POY丝束为基准的高异异收缩混纤牵伸卷绕系统纺制的混纤复合长丝的工艺参数和产品物理指标。

表2 牵伸卷绕工艺参数及产品物理指标
5 结论
为了适应空前激烈市场竞争,在多异异收缩混纤复合长丝牵伸卷绕系统的开发过程中,我们做了很多的探索,目前研发的装备可根据产品的不同要求选择不同的配置。为获得优异且稳定的产品质量,采用POY丝束为基准的丝路,可以减少丝束的张力变化,稳定复合长丝的指标。每位头数可达24头的多头纺技术满足了多异混纤复合长丝高效高产、高性能、高质量的需要,为化纤纤维品种差别化提供了优良装备。经过近年来的不断探索,目前开发的国产异收缩混纤复合长丝装备已实现生产稳定运转,产品质量优异,织物具有独特风格,为提高我国化纤纤维差别化率做出贡献,其应用前景广阔。FZJX
[1]王学利,关于“异收缩混纤丝(ITY)技术发展及特点”专题报告[R].
[2]徐州斯尔克纤维科技有限公司,东华大学,北京中丽制技工程技术有限公司合作项目“一步法异收缩混纤丝产业化成套技术与应用”(项目编号:2010132)
