管道冷裂纹试验方法—TRC试验研究
2015-12-18郭晓疆芦文发
肖 健,郭晓疆,芦文发
(中国石油天然气管道科学研究院,河北 廊坊,065000)
管道冷裂纹试验方法—TRC试验研究
肖 健,郭晓疆,芦文发
(中国石油天然气管道科学研究院,河北 廊坊,065000)
通过对TRC(tensile restraint cracking)试验进行探索,对利用这种简便、实用、经济的小型试验方法研究管道环焊缝冷裂纹敏感性及指导生产中的成功应用将起到重要作用。试样采用管径325mm的管圈进行有限元计算拘束度值,发现焊缝各点的拘束度分布较为均匀,虽然拘束的大小上下有波动,大约在3点钟方向和9点钟方向稍有偏差,与实际管道拘束度相差不多。为验证模拟计算的拘束度的可靠性,进行实际焊接试验,焊后测量值与模拟值在可控范围内,无裂纹,该试验可以应用于管道生产中。
钢管;焊接接头;TRC;管道;有限元模拟
在管道工程中,焊接接头是整个管道系统的薄弱环节。冷裂纹是管道接头中最为常见、危害性最大的一类缺陷。在焊接热循环作用下,焊缝及热影响区由于组织、性能发生变化,加之受残余应力的作用以及扩散氢的影响,可能导致氢致裂纹的产生。随着管道强度级别的提高,环焊接施工中冷裂纹的问题越来越突出,严重威胁着管道的安全运行,是焊接工程中危害最大但必须避免的严重缺陷。
TRC(tensile restraint cracking)试验是一种外加载荷试验,用于检验焊接构件的冷裂纹敏感性。其检验原理是对焊接构件施加一定的总恒定载荷,以评定焊缝的冷裂纹性能。试验时,对接试板在不加拉力的状态下进行施焊,焊后立即从两端施加拉伸力,并加以调整,使之可以保持任意的恒应力,直到断裂,当恒应力达到某一值时,可以求得加载24h而不发生开裂的临界应力,根据临界应力的大小,评定冷裂纹敏感性。
该试验主要考虑了垂直于焊道作用的拉伸拘束应力对于冷裂纹有很大影响。由于自拘束试样中的这种应力在试验过程中不能自由地加以调整改变,因此设计了这一试验方法。
1 试验方法及其材料
1.1 TRC试验装置及步骤
TRC试验装置示意如图1所示,试样如图2所示。

图1 TRC试验装置示意图
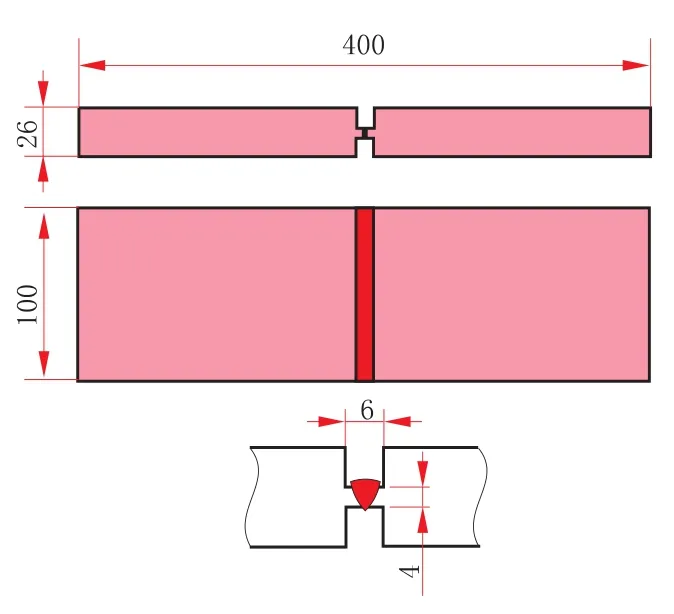
图2 TRC试样示意图
由于受试验条件即加载装置的限制,本试验不采用图2所示的尺寸标准,而采用管径325mm的X80钢管进行对焊,并且对接坡口形式与实际工程中保持一致,通过加载一定的力测定其拘束程度,而不是直接拉断记录时间。在试验及模拟过程中均采用了此种改进。
本试验分为3个步骤:
(1)针对管道对焊建立有限元模型,进行焊接过程模拟并计算其管道焊缝拘束度的变化。
使用模拟软件ABAQUS有限元程序系统对固体和结构的力学问题进行数值计算分析。本试验将其用于材料的计算机模拟及其前后处理。ABAQUS有众多的分析模块,本试验使用的模块主要是ABAQUS/CAE及Viewer,前者用于建模及相应的前处理,后者用于对结果进行分析及处理。
(2)采用与有限元模拟的管道相同的参数进行实际焊接,测量其拘束度。
本试验采用管径325mm的两段短管对接焊接,试样焊接完毕后,需要在钢管两端分别焊接1块钢板,以方便夹持。肋板是为了加固,防止焊缝强度不够而开裂。然后,沿焊缝划分标记点,0点钟、3点钟、6点钟、9点钟,将这4个点作为拉伸时的测量点。将试样夹持在试验机上,引伸计依次放在0点钟、3点钟、6点钟、9点钟4个点上,重复拉伸4次,最大拉伸力要小于材料屈服强度。测控系统会记录拉力和位移大小,并将试验曲线和试验结果显示在微机屏幕上。图3为0点钟显示在微机屏幕上的拉伸曲线和拉伸数据。
(3)误差分析,进行可行性讨论。

图3 0点位置拉伸曲线及拉伸数据
1.2 试验材料
试验材料为长度150mm,规格φ325mm×15mm X80管线钢管。
1.3 试验设备
试验所用设备为微机控制电液伺服万能试验机,型号SHT5206-P,最大试验力高达2 000kN(如图4所示)。

图4 微机控制电液伺服万能试验机
X80钢管对接焊采用一道打底焊,所用焊接方法、焊条同平板对接,焊接工艺参数见表1。

表1 X80管线钢管对接焊接工艺参数
2 试验结果及其分析
2.1 管道对接拉伸试验有限元分析
根据拘束度测定的定义,将两管对接焊接后进行整个钢管的拉伸,拉伸过程中一边固定,另一边进行拉伸,为了使钢管受力均匀,可以加载均匀面载荷进行模拟实际拉伸过程,测定焊缝的位移,从而求得拘束度。
X80管线钢管对接几何模型如图5所示。模型尺寸、坡口形式等都与实际测量时的条件一致。模拟过程与模拟平板对接时相似,在此不再赘述。
图6为钢管模拟的网格划分模型。完成网格划分后,给钢管赋予材料属性,确定边界条件,加载焊接热源,进行空冷至室温后给钢管加载25MPa的平均面载荷。焊接过程温度场示意图如图7所示,焊接完成后进行拉伸,拉伸完成后可以得到由拉伸产生的位移量如图8所示。

图5 钢管对接几何模型
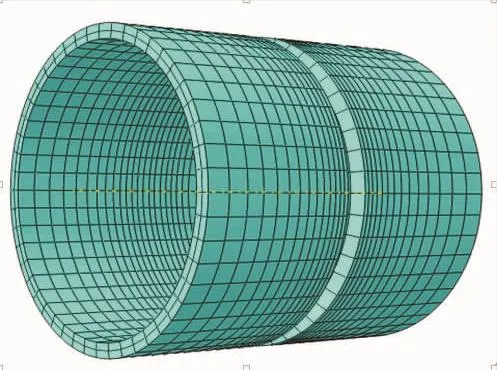
图6 钢管对接网格划分模型
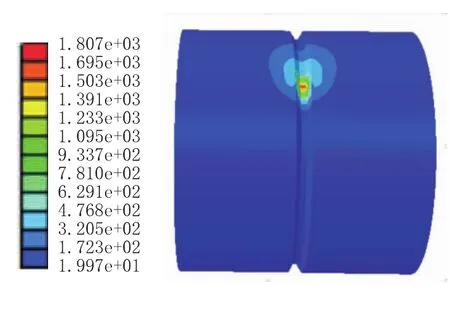
图7 焊接过程温度场示意
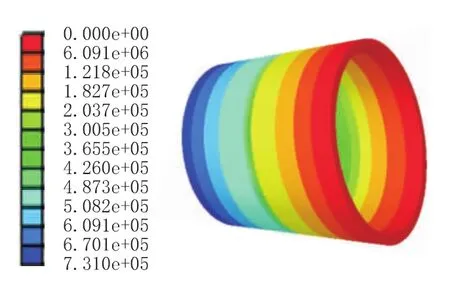
图8 拉伸产生的位移量
从起焊位置出发沿焊缝取一系列的点,导出这些点的横向位移量,即可计算出其拘束度值,计算结果见表2。
将每个点的拘束度值表示在图9中,观察拘束度的分布情况可知,各点的拘束度分布较为均匀,虽然拘束的大小上下有波动,大约在3点钟方向和9点钟方向稍有偏差,但是相差不大。
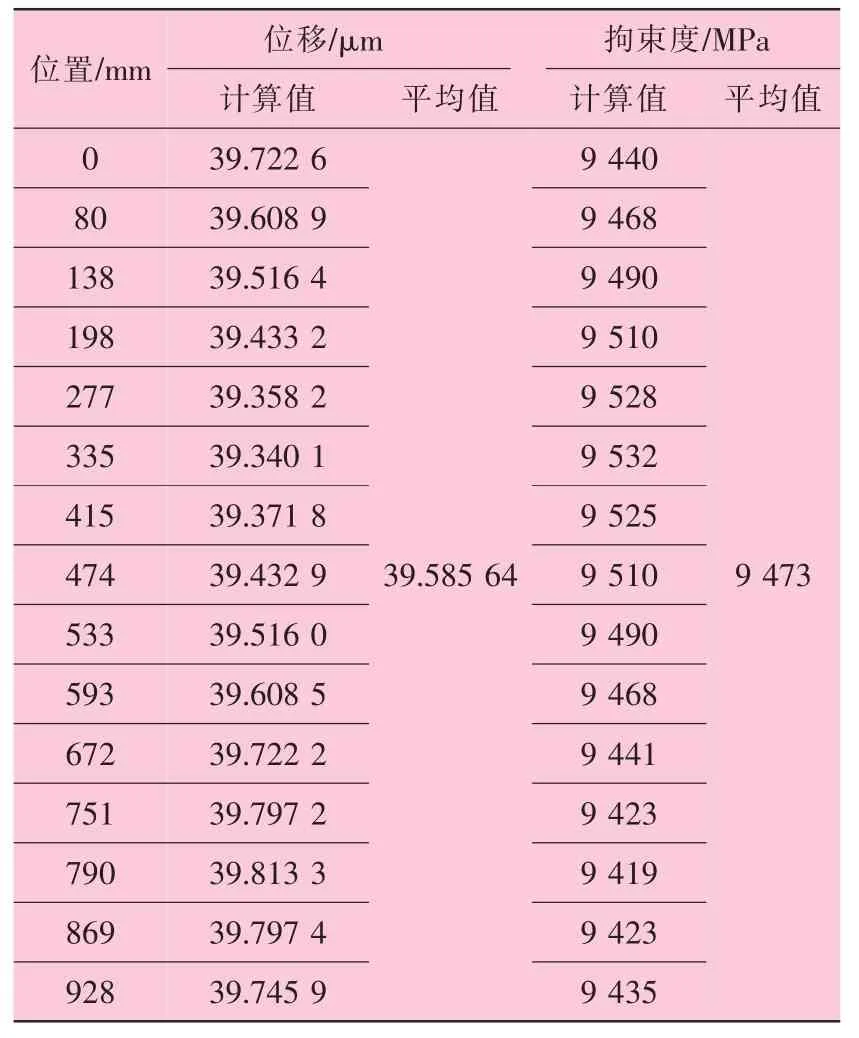
表2 钢管TRC试验模拟试样的拘束度
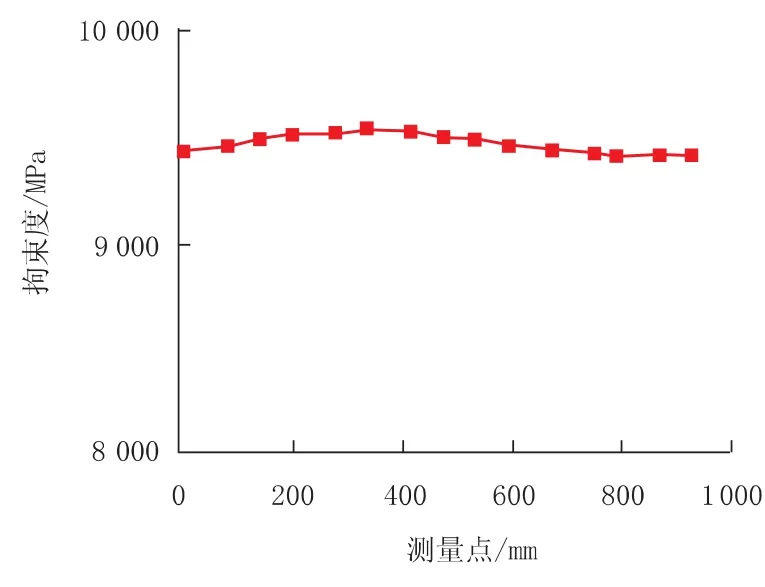
图9 拘束度沿管道环焊缝的分布
2.2 实际焊接
试样焊接完毕后,需要在钢管两端分别焊接1块钢板,以方便夹持,肋板是为了加固,防止焊缝强度不够而开裂,如图10所示。沿焊缝划分标记点,0点钟、3点钟、6点钟、9点钟,将这4个点作为拉伸时的测量点。

图10 钢管的TRC试件及测试过程
将试样夹持在试验机上,引伸计依次放在0点钟、3点钟、6点钟、9点钟4个点上,重复拉伸4次,最大拉伸力要小于材料屈服强度。测控系统会记录拉力和位移大小,并将试验曲线和试验结果显示在微机屏幕上。图3即为0点钟显示在微机屏幕上的拉伸曲线和拉伸数据。
X80管线钢管对接实测数据见表3,拘束度平均实测值为9 791MPa。
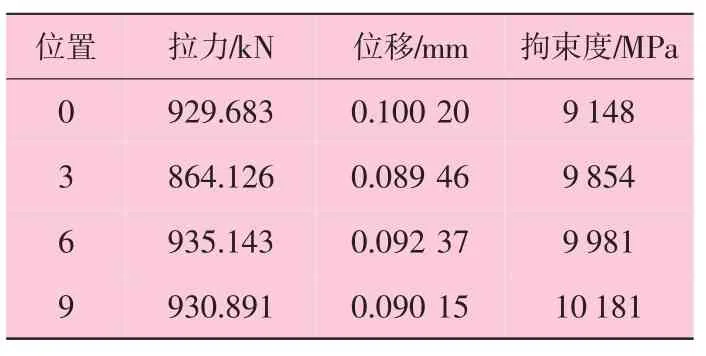
表3 X80管线钢管对接焊缝拘束度实测值
2.3 分析比对
表4给出了各点实际测量拘束度与有限元模拟结果的对比,其最大误差为7.4%。

表4 实测值与模拟分析值的对比
从表4可以看出,所使用的这种改进,TRC试验针对管道环焊缝进行冷裂纹敏感性评价是可行的。
3 结 论
(1)根据对管道对焊进行有限元模拟计算,可以发现焊缝各点的拘束度分布较为均匀,大约在3点钟方向和9点钟方向稍有偏差,但是相差不大,基本在9 500MPa左右。
(2)有限元模拟拘束度值与实际焊接测量的拘束度的最大误差为7.4%,在可控范围内,模拟数值与实际管道拘束度相符。
(3)改进的TRC拉伸试验可以针对小管径的管圈进行冷裂纹敏感性评价。
[1]吴先河.采用LB-TRC法进行高强钢焊缝金属的冷裂纹试样试验[J].焊接,1982(10):11-12.
[2]潘健,李平瑾,徐道荣,等.3.5%Ni钢的插销冷裂纹试验研究[J].压力容器,1989(02):25-28.
[3]吴先河,张相权,顾福根,等.插销法冷裂纹试验中不同含氢量时应用“开裂”或“断裂”准则的试验结果的差异[J].西安交通大学学报,1979(02):26-37.
[4]罗志昌,姚钦,田燕,等.HQ-70钢冷裂敏感性的研究[J].焊接学报,1990(03):43-48.
[5]谭长瑛,周邵伟,徐春珍,等.插销冷裂试验法的研究及应用[J].焊接,1980(02):14-19,32.
[6]殷宏业,刘海侠.用插销法研究低碳钢和低合金钢焊接接头的应力腐蚀[J].河北软件职业技术学院学报,2007(04):71-74.
[7] STAROSTINV.PipelinedisasterinUSSR.Ithadtohappen,yet it could have beena averted[J].Pipes&Pipelines International,1990,35(02):7-8.
[8]林雪梅.四川输气干线失效分析[J].石油专用管,1986,6(02):27-30.
[9]冯耀荣,庄传晶.X80级管线钢管工程应用的几个问题[J].焊管,2006,29(01):5-6.
[10]张文钺.焊接冶金学:基本原理[M].北京:机械工业出版社,1999.
[11]严铿,聂洁,于怀东,等.超声冲击处理对灰铸铁焊接冷裂纹影响[J].焊接学报,2007,28(11):77-80.
Experimental Exploration on TRC-a Test Method of Cold Crack in Pipes
XIAO Jian,GUO Xiaojiang,LU Wenfa
(Pipeline Research Institute of CNPC,Langfang 065000,Hebei,China)
This paper carried out exploration on the TRC test(tensile restraint cracking test).And the exploration results will play an important role in utilizing this simple,practical,economic and small-scale test method to study the susceptibility of circumferential weld cold cracking of pipes and guiding its successful applications in production.Tube coil with a diameter of 325mm was adopted in the calculation.Restraint intensity values of the tube were obtained using finite element calculation method.It is found that the distribution of restraint intensity values along the weld joint is even.Although calculated restraint intensity values fluctuate in amplitude and there is slight deviation at three o,clock and nine o,clock directions,they are almost the same as actual values of pipes.In order to verify the reliability of the simulated restraint intensity,actual welding actions were carried out.The measured values and simulation values after welding are in a controllable range and there is no crack.Therefore,the test can be applied in the pipeline production.
steel pipe;welded joint;TRC;pipeline;finite element modelling
TE973.6
A
1001-3938(2015)01-0042-05
肖 健(1988—),男,硕士,助理工程师,主要研究方向为管线钢焊接工艺及材料性能。
2014-07-30
李红丽
《中国焊管50年》征订启事
由中国金属学会轧钢学会第五届焊管学术委员会组织编撰,《焊管》期刊社负责资料收集、整理、编辑,中国工程院李鹤林院士担任主编,焊管制管企业和相关科研院所50余位学者、专家共同参与编写的大型历史文献《中国焊管50年》,发行以来,受到广大读者的广泛好评。《中国焊管50年》充分展现了50年来中国焊管工业的发展历程及所取得的辉煌成就;真实记载了我国焊管产品、工艺、设备、材料、相关标准、质量检测及控制技术的设计、制造、应用的发展过程;客观反映了我国焊管行业的现状;科学分析了未来我国及国际焊管工业的发展趋势。它既是一部我国焊管工业的发展史,同是又是一部焊管行业生产技术的现行教科书。《中国焊管50年》共分7篇,41章,约100万字。第1篇:中国焊管工业发展史;第2篇:焊管制造技术与装备;第3篇:用管品种及相关标准;第4篇:重大科研项目;第5篇:行业发展战略研讨;第6篇:主要焊管生产企业、科研院所、设备制造企业及行业学会、期刊简介;第7篇:附录。
《中国焊管50年》由陕西科技出版社出版,大16开本,全书542页,定价200元(含邮资)。可直接与《焊管》期刊社联系订购。
联系人:谢淑霞 联系电话:0917-3398448
