人机界面在空中自行葫芦输送机的应用
2015-12-14段松松王晓东王雷飞常喜萍贾海亮
段松松 王晓东 王雷飞 常喜萍 贾海亮
(第一拖拉机股份有限公司 河南洛阳)
一、存在的问题
洛阳一拖股份有限公司三装厂专业生产大马力轮式拖拉机,为提高产品生产率,该厂采用空中自行葫芦输送机线(湖北三丰智能输送装备股份有限公司研发),负责拖拉机传动箱体、分动箱体、整机底盘和驾驶室等部件的装配转运。空中自行葫芦输送机(以下简称自行葫芦)采用国际先进的滑触线信号传递技术,通过滑触线和碳刷采集、反馈电源和控制信号,确保设备顺利工作。自行葫芦在现场大轮拖生产中能提高现场的空间利用率,降低装配人员劳动强度,提高大轮拖在装配过程中的自动化程度。目前自行葫芦使用过程中存在一些问题。
(1)空中自行葫芦输送机的电气元件多分布在高空处,维修人员劳动强度大,且存在安全隐患。
(2)某些电气元件随运输机移动,不易实时观察,常规维修方法需要多人在不同运行平台,相互沟通判断设备故障。
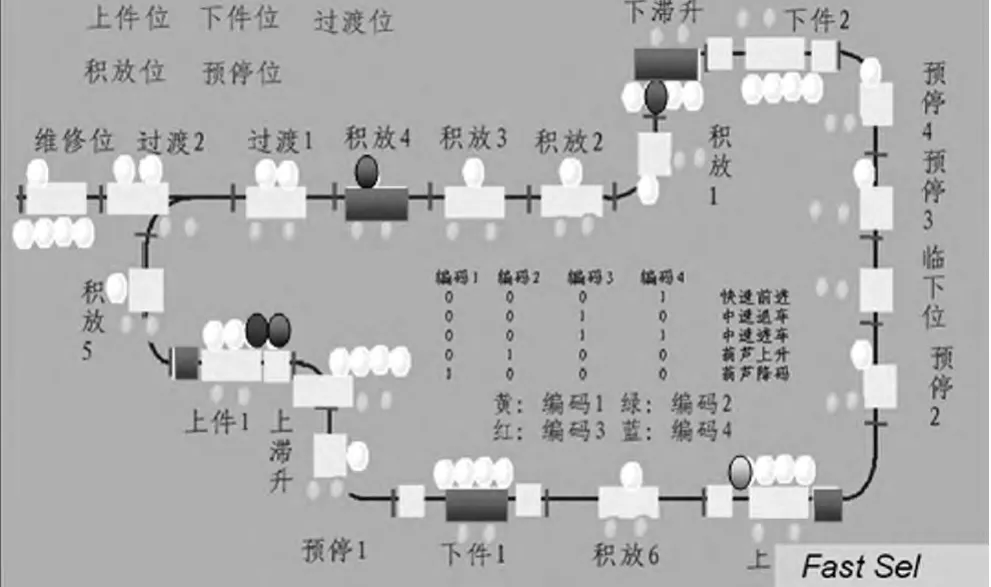
图1 自行葫芦监控界面
(3)部分设备故障维修故障无法直接显示,需要通过PC连接PLC查询状态,查询电气元件状态繁琐。
为此使用国内主流的维纶屏MT6070i人机界面,通过RS232接口和三菱Q02系列PLC进行实时通信,自行开发出可快速查询、解决设备故障的自行葫芦监控平台。利用威纶科技公司开发的新一代人机界面组态软件 easy builder 8000进行后台编程,制作人机通信界面。该软件组态的所有状态信息均是通过人机界面与设备控制的PLC实现实时通信,信号采集显示。

图2 一般属性界面

图3 图片属性界面
二、开发维纶屏监控界面
1.在维纶屏制作设备运转状态图(图1)
通过该画面可实现的功能:①显示小车所处位置(图中长方形代表小车处于当前位置);②小车升降运行状态(图中椭圆形指示葫芦升降、前后状态);③小车报警信息(位置和报警原因)。当小车在某个工位时,这个工位区间的“长方形框图”出现绿色,在上件和下件位,左右两侧各有一个“正方形框图”,分别代表左、右到位信号,中间“长方形框图”代表区间到位信号。同时每个工位上方有4个白色指示灯,从左到位,分别是编码1~4。由图1可看出,在“下滞升”工位有1台自行葫芦,执行编码为“0100”,正在执行状态为上升动作,上件2位的黄灯亮起,组合1000,代表下降,积放4位的蓝灯亮起,组合0001,代表快速前进,上件1位红蓝灯亮起,组合0011,代表慢速前进。图1中“椭圆形”设备运行状态指示灯和“长方形”的小车位置状态指示均通过图2的“位状态指示灯元件”体现,通过图2的“一般属性”界面,可以看到该指示灯的状态是通过读取PLC进行信息获取的,即位状态指示与控制PLC里的X15相关。变化状态则需在图3“图片”属性里选择0、1的图片颜色值,本实例中,当X15为1时,位状态指示为“”,当X15为0时,位状态为“”。
2.制作自行葫芦操作手柄及关键限位开关显示图
读取PLC的I/O状态值,对设备关键信号、不易观察的开关信息进行直观显示(图4),为排查设备故障提供直观参考。图5中所呈现的监视手柄的指示元件属性依然是和PLC进行连接通信,并将操作手柄的信息实时显示在该界面,示例中采用的是将PLC里对应的手柄信号X35进行读取并呈现在监控界面。该监控界面最大优点是可在任何时候全部呈现维修中可能用到的I/O点,便于维修。若现在某一操作手柄按钮按下后葫芦不执行相对应动作,通过查询图5的监控界面,即可了解按下按钮后,信号是否到达PLC,从而判断出具体故障点。
在报警界面(图6)可看到报警时间、位置和信息,已将报警程序集成在自行葫芦程序控制中(图7),如M191、M130和M131等。在人机监控界面时只需提取出对应的报警软信息即可,而故障原因则可根据M130软元件的程序查找相关元器件状态,给予进一步细化提醒,具体程序略。

图4 操作手柄监视界面
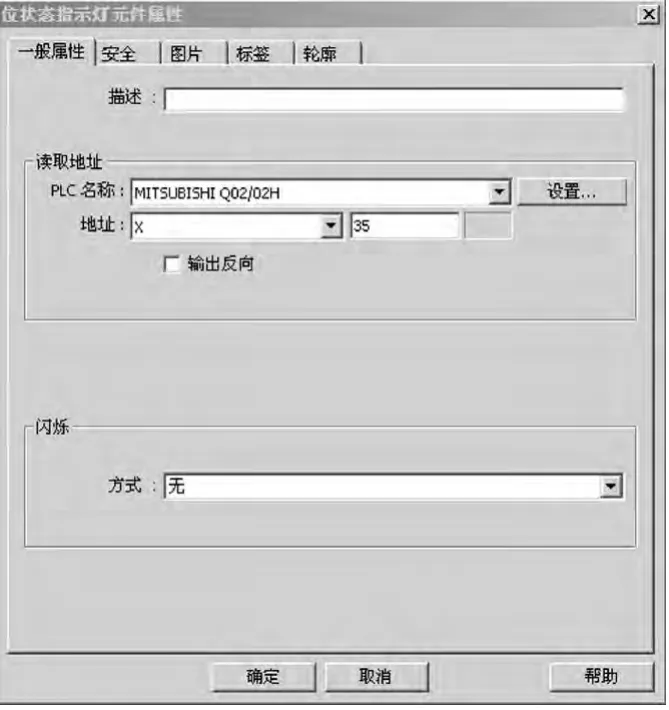
图5 位指示元件图

图6 报警信息显示界面

图7 空中自行葫芦控制程序
三、应用效果
(1)三装厂自行葫芦的平面布局面积在七百多平方米,且部分设备在高空运转,每次维修设备较为繁琐(图8)。开发人机监控界面后,设备发生故障时,可在人机界面实时显示设备故障时间和位置(图9),并且人机界面能快速提供维修解决方案。提高维修效率,降低维修劳动强度,减少维修人员高空查询设备运转状态的频率。
(2)以前三装厂的设备故障后,由生产操作人员填写请修单,流程繁琐并且不易整理和归类汇总。开发人机界面后,设备故障信息可在监控平台上自动周期记录存档,方便日后设备的故障汇总和设备状态跟踪。(3)能够在监控平台上实时直观的查询自行葫芦的电气输入输出元件的状态,便于快速了解设备运行状态(图10)。特别是自行葫芦操作手柄和到位限位开关更是为维修设备提供了便利。

图8 高空查询故障

图9 监控界面查询

图10 电气元件状态显示界面
(4)在前期进行程序集成按钮的帮助下可以实现对设备常见故障的“一键排除”,即按下相对应的“故障排除”按钮后,设备会自动按照预设的程序动作自动排除设备故障,以快速恢复工作。如设备出现到位信号丢失故障时,小车报警不能动作,以前需要操作人员登上距离地面5~8 m的高空,来回移动小车帮助到位信号恢复,改进后操作人员直接通过界面轻松借助“一键实现前进和后退”功能,处理设备故障。