用PLC技术改造CA6136型车床的电气控制系统
2015-12-11林二妹
林二妹
(闽南理工学院,福建 石狮 362700)
0 引言
可编程序控制器(PLC)是在继电器控制和计算机控制的基础上开发的工业自动化控制装置。它具有编程简单、维修方便、价格便宜、可靠性高等优点。
目前,本院实训基地使用的CA6136型车床是传统的机床,这些机床的电气控制采用交流接触器和继电器控制,由于使用了大量的继电器与接触器元器件,这些元器件经长期使用容易老化,触点容易烧损,造成设备故障频繁发生。在维护工程中由于继电-接触器控制线路接点多,许多故障往往不能及时处理,带来许多不方便。严重影响了学生正常的实训教学。如果用PLC的技术对机床进行改造,可以解决目前机床的各种缺点。
1 CA6136车床的电气控制要求
CA6136车床是一种应用极为广泛的金属切削机床,能够车削内外圆柱面、圆锥面、端面及其他旋转面,车削各种螺纹,并能进行钻孔、铰孔和蜡油槽等。图1是该车床的电气主电路图。其中M1是主轴电动机;M2是冷却泵电动机;M3是刀架快速移动电动机;其控制要求如下:
1)主轴电动机一般选用三相笼型异步电机,不进行电气调速。
2)主轴采用齿轮箱进行机械有级调速。为了减小振动,主拖动电动机通过几条V带将动力传递到主轴箱。
3)在车削螺纹时,要求主轴有正、反转,由主拖动电动机正反转或采用机械方法来实现。
4)主拖动电动机的启动、停止采用按钮操作。
5)刀架移动和主轴转动有固定的比例关系,以便满足对螺纹的加工需要。
6)车削加工时,由于刀具及工件温度过高,有时需要冷却,因而应该配有冷却泵电动机,且要求在主拖动电动机启动后,方可决定冷却泵开动与否,而当主拖动电动机停止时,冷却泵应立即停止。
7)必须有过载、短路、欠压、失压保护。
8)具有安全的局部照明装置。
2 CA6136车床电气控制线路分析
CA6136车床的电气控制原理图如图1所示。
2.1 主电路电气控制线路分析
主电路共有3台电动机:M1为主轴电动机,带动主轴旋转和刀架作进给运动;M2为冷却泵电动机,用以输送切削液;M3为刀架快速移动电动机。
将钥匙开关SB向右旋转,再扳动断路器QF将三相电源引入。主轴电动机M1由接触器KM控制,热继电器FR1作过载保护,熔断器FU作短路保护,接触器KM作失压和欠压保护。冷却泵电动机M2由中间继电器KA1控制,热继电器FR2作为它的过载保护。刀架快速移动电动机M3由中间继电器KA2控制,是点动控制,所以没设过载保护。FU1作为冷却泵电动机M2、快速移动电动机M3、控制变压器TC的短路保护。

图1 CA6136车床电气控制电路图Fig.1 CA6136 lathe electrical control circuit diagram
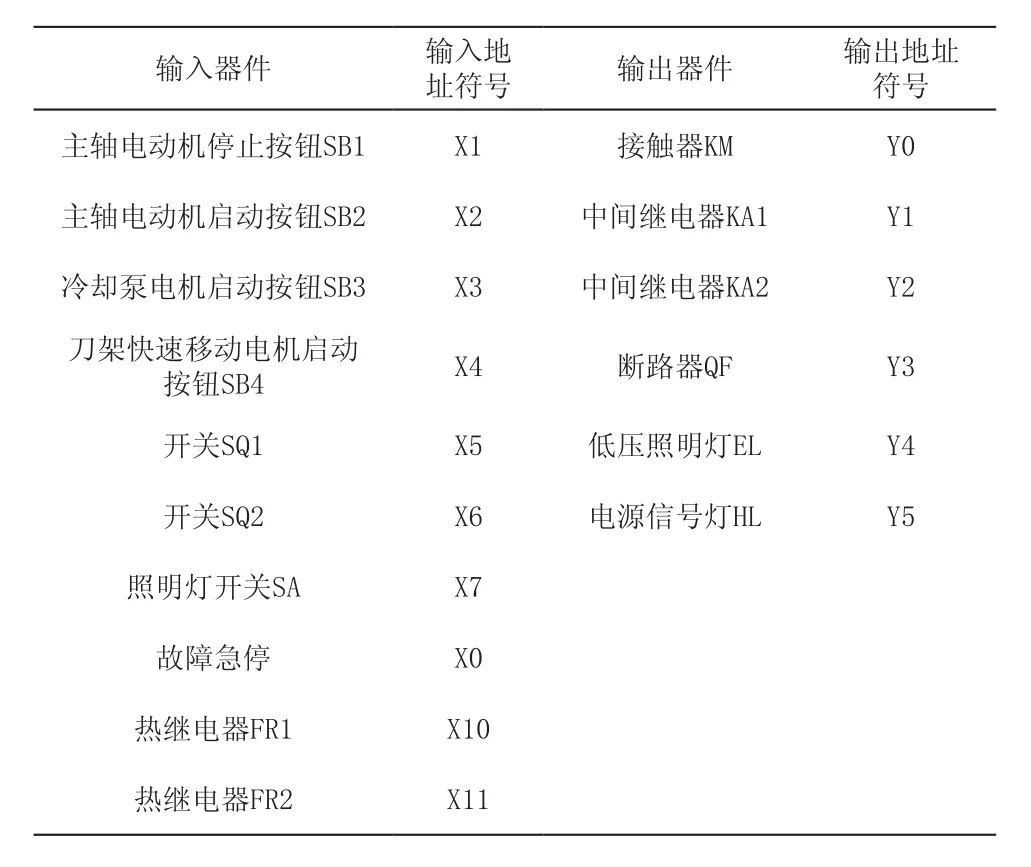
表1 I/O的分配表Table 1 Allocation of I/O tables
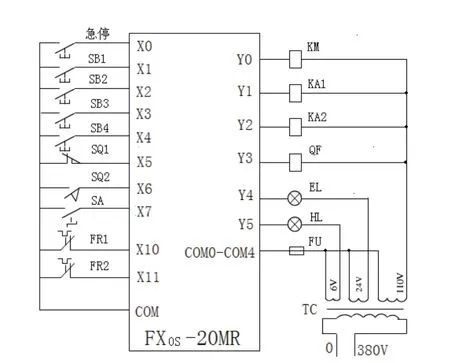
图2 PLC外部接线图Fig.2 PLC external wiring diagram
2.2 控制回路分析
控制电路的电源由控制变压器TC二次侧输出110V电压提供。在正常工作时,位置开关SQ1的常开触头闭合。打开床头皮带罩后,SQ1断开,切断控制电路电源,以确保人身安全。钥匙开关SB和位置开关SQ2在正常工作时是断开的,QF线圈不通电,断路器QF能合闸。打开配电盘壁门时,SQ2闭合,QF线圈获电,断路器QF自动断开。
2.3 照明、信号电路分析
控制变压器TC的二次侧分别输出24V和6V电压,作为车床低压照明灯和信号灯的电源。EL作为车床的低压照明灯,由开关SA控制;HL为电源信号灯。它们分别由FU4和FU3作为短路保护[1]。
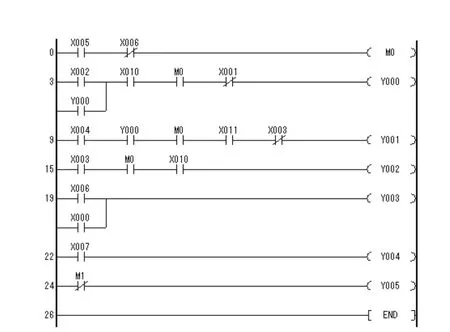
图3 PLC控制梯形图Fig.3 Ladder diagram of PLC control
3 用PLC改造CA6136车床电气控制电路
3.1 控制分析
根据图1CA6136车床的电气控制原理图,分析电气控制线路的控制要求,明确车床各控制过程后确定改造方案:原车床的工艺加工操作方法不变,主令器件不变;主电路各器件接线保留;变压器及各控制按钮保留;控制回路取消原有的接触器、中间继电器控制形式,选用PLC实现其控制功能。
3.2 I/O的分配表及PLC选型
确定I/O口分配,如表1所示。PLC控制系统的输入信号有10个,输出信号有6个。考虑该设备改造后,将来还要增加功能,端口要留有余量,所以选用三菱FX0S-20MR可编程控制器,该PLC共有12个输入点,8个输出点,经济实用,价格便宜,能满足需求,还略有余量。
3.3 PLC外部接线图
根据I/O分配结果,绘制PLC外部接线图如图2所示。在端子接线图中热继电器FR1、FR2、SQ2采用常闭触点输入,其它的控制按钮用常开触点作为输入。接触器和中间继电器线圈用AC110V电源供电,电源信号灯HL用AC6V电源供电,低压照明灯EL用AC24V电源供电。
3.4 PLC梯形图设计
根椐控制要求,设计该电气控制系统的PLC控制梯形图如图3所示。
针对设计出的梯形图,编写相应的用户程序,并将程序下载到PLC的CPU中,对程序进行模拟调试、修改。观察各输入量、输出量间的变化关系及逻辑状态是否符合控制要求。如果系统调试达不到控制要求,则对硬件和软件作修改、调整,直到达到要求。最后将无误的程序投入到现场中使用[2-6]。
4 结束语
CA6136车床采用传统的继电器—接触器控制,其技术落后,可靠性差,工作效率低,故障诊断和排除困难,而用PLC来代替传统的继电器-接触器控制能达到很好的效果,节省了大量电气元件、导线与原材料,缩短了设计周期,维修方便,提高加工零件合格率等优点。实践证明,利用PLC改造其继电器—接触器成了一种必然的选择。
[1]任振辉,刘增良.电气控制技术[M].北京:中国水利水电出版社.
[2]高钦和.可编程序控制器应用技术与设计实例[M].北京:人民邮电出版社,2004,7:16-145.
[3]钟肇新.可编程控制器原理及应用[M].广东:华南理工大学出版社,2003,5:16-180.
[4]袁任光.可编程序控制器(PC)应用技术与实例[M].广东:华南理工大学出版社,1997,6:149-182.
[5]MITSUBLSHI.三菱微型可编程控制器应用手册[Z].1998:38-79.
[6]齐从谦,王士兰.PLC技术及运用[M].北京:机械工业出版社,2000:148-179.
