FANUC数控系统“单段”功能的PMC设计
2015-12-10朱晓华
摘 要:FANUC数控系统在自动运行状态下,按下操作面板上某些机床功能开关,可使该功能起作用。这些功能开关包括:单程序段(Sing Block)、跳选程序段(Block Delete)、选择停止(Option Stop)、试运行(Dry Run)、机床锁住(Machine Lock)等。这些功能开关在操作时都有一个共同的特点:第一次按下启用该功能,第二次按下则取消。该功能的实现是通过PMC设计的,虽然FANUC公司对此有专门的标准程序,但部分人员对该程序的理解上还存在一定的难度。
关键词:单段;FANUC数控系统;PMC 设计
DOI:10.16640/j.cnki.37-1222/t.2015.24.036
据德国机床协会VDW日前发布的2014年报告,2014年全球机床(不含附件)出口国(地区)中,中国出口17.6亿欧元,增幅18.1%,为第六大出口国(地区);从进口看,中国仍为第一大进口国,2014年进口机床81.0亿欧元,同比增长6.8%。由此可见我国已经成为机床制造和消费大国。
当前中国从事数控机床装配、调试与维修的技术人员非常短缺,数控机床一旦发生故障,维修难的问题变得尤为突出,导致数控机床因得不到及时维修而开机率不足。
要想对数控机床进行调试和维修,必须能看懂PMC程序并能进行相应的编辑。当前数控系统的种类较多,使用和调试也大不同,当前国内使用较多的典型数控系统为日本FANUC公司。
FANUC数控系统在进行自动运行状态下,按下操作面板上某些机床功能开关,可使该功能起作用。这些功能开关包括:单程序段(Sing Block)、跳选程序段(Block Delete)、选择停止(Option Stop)、试运行(Dry Run)、机床锁住(Machine Lock)。这些功能开关在操作时都有一个共同的特点:第一次按下启用该功能,第二次按下则取消,如此循环。该功能的实现是通过PMC设计的,虽然FANUC公司对此有专门的标准程序,但部分人员对该程序的理解上还存在一定的难度。笔者以实现“单程序段”功能为例,结合多年的实践,谈谈实现此功能的几种PMC编程的方法,希望能对广大读者有一定的帮助。
1 标准程序法
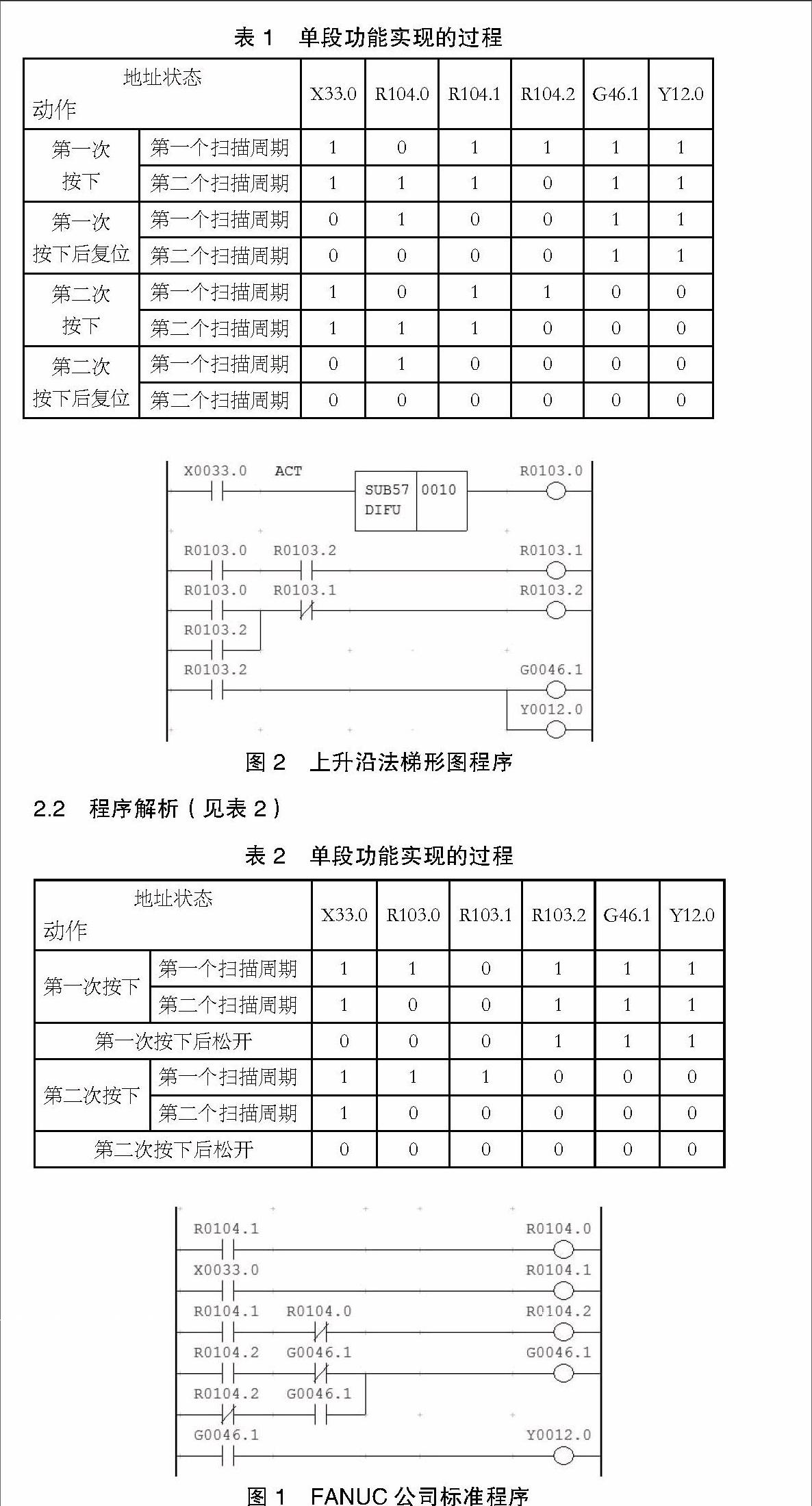
FANUC公司的标准程序(如图1),其中X33.0为单段功能选择按钮的PMC输入地址,G46.1为PMC送给CNC的输出地址,Y12.0为PMC送给机床的单段程序功能选择灯的输出地址(文中的地址与此相同)。
1.1 FANUC公司标准程序(如图1)
1.2 标准程序解析(见表1)
PMC就是这样通过一个“单段”按钮,控制着单段程序功能的选通与撤消,满足了实际操作过程的需要。其特点是利用简单的“与”、“或”、“与否”、“或否”等编程语句进行编程。其优点是设计人员取之即用;其缺点为语句较多,部分人员理解有一定难度。
2 上升沿法
在日本三菱PLC编程实例中,通过上升沿法来实现此功能。该程序较简单,且语句较少,故参考其方法。
2.1 上升沿法梯形图程序(如图2)。
前沿检测DIFU(SUB57)的功能为读取输入信号的前沿,扫描到上升沿后,输出即为“1”。
2.2 程序解析(见表2)
3 貌似法
该编程方法用了两条编程语句且比较相似,工作人员容易记忆。
3.1 貌似法梯形图程序(如图3) (下转第57页)
(上接第40页)
3.2 程序解析(见表3)
4 计数器法
FANUC数控系统提供了很多内部计数器,当计数器的计数值达到预置值时其输出为“1”。在此所选用的计数器是为了实现特定功能,其计数预置值不允许用户随意改变,故选用CTRB固定计数器(SUB56)。
4.1 计数器法梯形图程序(如图4)
其中R9091.0为数控系统提供的常“0”信号的地址,即该计数器从0开始计数;R9091.1为数控系统提供的常“1”信号的地址,即该计数器是上升沿型计数器;F1.1为按数控面板上的“复位”键时数控系统发出的信号地址;“0001”即该计数器的编号为C1;“0000000001” 该计数器的预置值为“1”。
4.2 程序解析
当第一次按下“单段”程序选择按钮后,计数器C1计数1次,因为预置值为1,故计数器有输出,使G46.1为“1”,则数控系统选择了单段程序功能控制;当“单段”程序选择按钮松开后,计数器的输出状态一直保持;当第二次按下“单段”程序选择按钮后,计数器C1又计数1次,因为预置值为1,且计数器中的当前值也为1,故计数器复位,其输出为“0”,使G46.1为“0”,则数控系统取消“单段”程序功能控制。
此方法简单,只用了一个功能指令,易记。
上述四种方法是笔者在工作实践中归纳总结出来的,各有优缺点,大家可根据自各的工作实际情况加以运用。
参考文献:
[1]王悦.FANUC系统装调与实训[M].北京:机械工业出版社, 2010(07).
[2]杨雪翠.FANUC数控系统调试与维护[M].北京:国防工业出版社,2010(10).
[3]宋松.图解FANUC PMC 编程与应用[M].北京:机械工业出版社, 2011(01).
[4]邵泽强.数控机床电气线路装调[M].北京:机械工业出版社,2012(06)
[5]瞿彩萍.PLC应用技术(三菱)[M].北京:中国劳动社会保障出版社,2010(11).
作者简介:朱晓华,本科,高级讲师,高级技师,电气工程师,主要从事:数控专业。endprint
