基于SIMOTION的高速装箱机的控制系统开发
2015-12-08刘苗杨文明梅江平
刘苗 杨文明 梅江平
(1石家庄四药有限公司,石家庄,050021;2中国汽车工业工程有限公司,天津,300113;3天津大学机构理论与装备设计教育部重点实验室,天津,300072)
基于SIMOTION的高速装箱机的控制系统开发
刘苗1杨文明2梅江平3
(1石家庄四药有限公司,石家庄,050021;2中国汽车工业工程有限公司,天津,300113;3天津大学机构理论与装备设计教育部重点实验室,天津,300072)
本文针对目前高速装箱机控制系统存在不稳定、灵活性不足等问题,提出了一种基于SIMOTION D435的新的高速装箱机的控制方案。该方案以SIMOTION D435为控制核心,以PROFERBUS总线和以太网进行通信,并匹配远程IO模块的控制硬件系统,并且运用SCOUT工程平台中的数学模型和三种各具特点的编程语言对高速装箱机进行一体化编程的软件开发,硬件上减少了电缆布线繁杂、通信不稳定的问题,软件上使得程序架构更加清晰明了,减少了程序冗余和漏洞,并建立了友好的人机界面,从而使得装箱机的控制系统更加稳定灵活,保证了企业用户的生产质量。
高速装箱机,SIMOTION,控制系统
0 引言
近几年来,随着机械自动化水平和劳动力成本的不断提高,机器人技术越来越广泛地应用于军工、医疗、服务等行业中,在提高工作效率、加强产品质量、保障安全生产等方面发挥着重要作用[1]。尤其是在产品的装箱工序,针对食品、饮料、医药等行业,国家出台了较为严格的卫生政策法规,以避免人工操作造成的二次污染。无人化生产已成为一种必然趋势。在产品装箱方面,高速装箱机[2]以其高速、清洁、低维护等特性较好地满足了这类工序的需要,从而成功地取代了以往的人工操作。越来越多的企业开始引进高速装箱机来提高企业的生产效率和降低企业的人工成本。
高速装箱机的控制系统是装箱机的核心部分,然而目前已用于高速装箱机的控制系统在控制稳定性和灵活性方面还存在较大的缺陷。本文针对这种情况开发了一个新的装箱机控制系统。首先,分析了软袋药品高速装箱作业的控制要求;其次,简单介绍SIMOTION控制系统,并详细设计了控制系统的硬件配置方案以及开发出控制软件;最后,通过生产实践验证控制方案的正确性和可行性,解决了目前高速装箱机控制系统上存在的问题。

图1 药品内装箱生产线布局图
1 装箱作业的控制要求
结合软袋药品生产车间的实际情况,并考虑调整维修方便,软袋药品装箱生产线布局如图1所示,纸箱从开箱机进入,沿着生产线进入到高速装箱机。装箱机进行两侧装箱,装满后沿着生产线经过称重装置,检查是否装满,装满后继续向前进入封箱机,经过封箱机后由喷码机进行喷码,最后到生产线末端有码垛机器人[3-4]进行码垛。整条生产线自动化程度较高,需要人工少。
该生产线以高速装箱机为核心,高速装箱机如图2所示。由于医药行业设备自动化程度高,产品产量大等特点,对高速装箱机提出如下控制要求:
1)运行速度快。
由于软袋药品的套袋速度高,因此,装箱机的速度也要求必须达到与之匹配的水平。以石家庄四药集团装箱生产线为例,要求稳定抓取速度可以达到130袋/分,最高速度可以达到150袋/分。
2)运动平稳性好。
系统要求装箱时药品袋摆放整齐,并避免在装箱过程中药品软袋被甩掉,因此,在抓取过程中,药品袋的运动要保证平稳,这要求装箱机的机械手末端运动轨迹平滑、
动作柔和,运动规律为摆线型。
3)可多种规格抓取。
根据生产要求,机械手要对三种容量规格不同的药品进行装箱,每种规格软袋药品的抓取点和抓取次数等均不同,因此,在系统编写程序时要分情况对待。
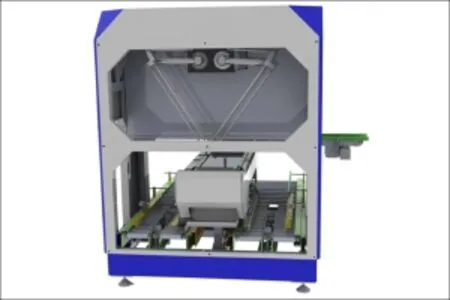
图2 高速装箱机
2 控制系统配置与方案设计
SIMOTION作为一个单一的系统[5],集运动控制、逻辑控制与工艺控制功能于一身,既具有伺服运动控制的功能,又有PLC的逻辑控制功能,且具有丰富的工艺包便于调用,极大地减小了编程难度。同时,由于硬件上控制器与驱动模块集成在一起,因此整个系统更加紧凑,响应更加迅速,同时还能保证较高的循环率和优秀的产品质量。此外,模块化的设计顺应了模块化机器概念的趋势,使用PROFIBUS和PROFINETz总线实现模块之间的通信,使SIMOTION运动控制系统具有更大的灵活性。
2.1 控制功能需求分析
1)运动控制功能。
图2所示为基于Diamond机器人[6]的装箱机,其具有三个伺服交流电机,两个同型号的伺服电机带动机器人两个主动臂转动,另一个伺服电机带动步进带前进。控制系统能够控制两个带动主动臂运动的电机同步运动,以实现对机器人运动的控制,同时控制一个带动步进带的伺服电机实现精确的步进功能。
2)I/O功能。
控制系统读取光电开关信号、磁性接近开关信号、外部开关输入信号、伺服电机通电信号、伺服电机使能等信号的功能为数字量输入功能;控制接触器、继电器、电磁阀通断等的功能为数字量输出功能[7]。通过调查分析,装箱一体机需要有20个数字量输入口,26个数字量输出口。
3)人机界面功能。
人机界面是操作员与控制系统之间的连接窗口,操作人员可以通过人机界面来操控高速装箱机。良好的人机界面一方面要满足功能需求,另外还需要具有良好的导向性、易操作性和美观性。
综上所述,集成类Diamond机器人的高速装箱机的控制系统需具备:运动控制功能、I/O功能、人机界面功能等。
2.2 控制系统总体方案
为了解决控制系统不稳定的问题,笔者选择了SIMOTION D435作为控制的核心,并根据高速装箱机和生产线的需要,选择了3台西门子伺服电机和远程I/O模块。
系统整体配置如图3所示:包括:SIMOTION D435运动控制器;电源模块;双轴电机驱动模块;单轴电机驱动模块;TP270操作界面;以太网线(SIMOTION D435与操作界面相连);Profibus现场总线;远程I/O,SIMATIC ET200M;光电传感器;气缸;外部交流电机;机械手主动臂驱动电机;步进带驱动电机。
该总体方案以Simotion D435为核心控制器。运动控制功能通过DRIVE-CLiQ接口[8]连接与之匹配的Sinamics全数字伺服驱动系统来实现;I/O控制功能通过Profibus DP扩展远程I/O模块来实现,本方案中扩展了1个DP子站为ET200M;人机界面通过工业以太网扩展西门子TP270触摸屏来实现;上位机通过另一个工业以太网连接。
该方案具有良好的可扩展性,采用远程I/O模块极大地减少控制系统的电缆布线繁杂、通信不稳等难题,而且此种硬件配置还有网络功能强大、控制系统的可靠性高、对工作环境适应能力强、设备维护方便等优点。

图3 控制系统硬件配置
3 控制系统软件的开发
SIMOTION的编程平台为SCOUT。SCOUT提供了3种编程语言,即MCC(运动控制图)、LAD(梯形图)、ST(结构化文本)[9]。这3种语言各有所长,MCC语言使复杂的运动编程变得极其简单,LAD适合逻辑控制的编程,而ST适合于逻辑运算的编程。
SCOUT工程系统为SIMOTION提供了系统组态、一体化编程、参数设定、调试及故障诊断工具,因此,几乎所有任务,如系统配置、参数设置、驱动器调试、测试诊断、编程等,都可用图形化的方式完成。在运行时,软件模块使逻辑控制、运动控制与工艺控制功能融为一体,以工艺对象的形式封装。
不同的硬件平台使用相同的工程开发系统和运行软
件模块,有利于满足用户灵活配置的需要。
3.1 控制程序构架
根据现实的生产线布置和生产要求,药品完成装箱需要控制程序执行的任务主要包括:进箱控制、药品运行控制、装箱控制、排箱控制及辅助程序等。其中,装箱控制是所有控制程序的核心部分,装箱程序控制流程架构如图4所示。
整个程序的结构划分基于对高速装箱机的工艺流程分析所得,故在程序设计时,各分程序之间的耦合较少,便于设备分段调试。同时,根据用户需求,控制程序分为自动控制模式和手动控制模式。自动控制模式即正常运行时的模式;当设备在自动运行过程中发生故障,停机后可以将设备运行调整至手动控制状态,手动控制装箱机的各个工序动作,以排除故障。
整个程序的编写采用不同的编程语言,这根据SCOUT的3种编程语言各自的特点决定。用MCC编写运动控制部分包括回零程序、定位程序、点动程序等机械手运动控制的程序,不但编程非常简单,而且程序的可读性得到提高,极大地减小了程序冗余;LAD编写逻辑控制部分,如进箱、计数、排箱、夹箱、半箱旋转等逻辑关系比较复杂的控制程序,这使得程序的模块性和可读性得到大大提高,同时使得编程的正确率得到提高,减少了由于程序错误引起控制不稳的难题。ST编写的是电机状态捕捉及变量声明部分等程序,这使得程序的模块性与可移植性变大并加强。这种编程设计搭配灵活,控制程序清晰明了,减少了因程序混乱引起的控制不稳问题。
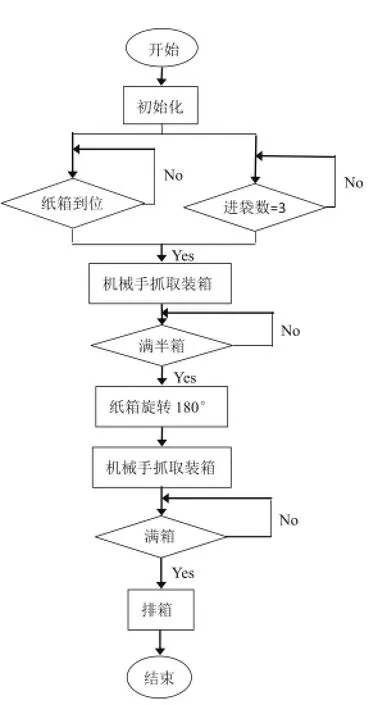
图4 装箱控制流程
3.2 人机界面设计
通过对控制软件功能需求分析可知,高速装箱机的人机界面有主控制界面、自动控制界面、手动控制界面、零位修改界面、参数修改界面、路径试教界面和外部输出操作界面等。其中界面设计运行时的界面如图5所示。

图5 控制系统控制界面

图6 装箱生产线
4 生产实践
在完成装箱机控制系统的硬件系统设计和软件系统开发后,需要通过生产实践来验证整个控制系统的正确性、合理性与稳定性。图6是装箱机运用到生产线上时的情况。高速装箱机经过6个多月的实践运行,控制系统运行状况良好,以前常常出现的因控制系统不稳定造成的突然停机和机器飞车的状况,如今几乎没有出现,完全满足了实际生产需求,受到应用厂家的一致好评。
[1] Meng Fei, Zhang Haiou, Wang Guilan. Application of industrial robot in rapid prototype manufacturing technology [J]. 2010 2nd International Conference on Industrial Mechatronics and Automation. May 30-31, 2010 , Wuhan, China.
[2] 张良安. 高速软袋装箱一体机的设计及其关键技术[D].天津:天津大学,2007:17-30.
[3] Zhang Liangan, Mei Jiangping, Zhao Xueman, et al. Layout Analysis and Path Planning of a Robot Palletizing Production Line[J]. Proceedings of the IEEE International Conference on Automation and Logistics. September 1-3, 2008, Qingdao, China.
[4] 刘相权,贠超,张志强,等.基于PMAC运动控制卡的混联码垛机器人研制[J].机械设计,2009,26(5):49-52.
[5] 崔润记,张君峰,等. 西门子新型运动控制器 SIMOTION D435在全钢工程胎成型机上的应用[J].微机应用与自动控制,2007(33):49-54.
[6] 王攀峰,梅江平,黄田.高速并联机械手抓放操作时间最优轨迹规划[J].天津大学学报,2007,40(10):1139- 1145.
[7] 凌贸易. 装箱一体机系统方案设计及其控制系统开发[D].天津:天津大学, 2010:28-53.
[8] 王礼. 西门子SIMOTION D在高速纸箱包装机上的应用[J].变频器的世界,2006(12):87-94.
[9] 张立群,李铁才,万筱剑. SIMOTION.D在铜箔后处理生产线上的应用[J].制造业自动化,2008,30(6):47-50.