热轧板带钢立辊轧机主传动型式归纳分析
2015-12-08周兴杰
周兴杰
(中国第二重型机械集团公司设计研究院,四川618000)
热轧板带钢立辊轧机主传动型式归纳分析
周兴杰
(中国第二重型机械集团公司设计研究院,四川618000)
摘要:介绍了对热轧板带钢粗轧立辊轧机的主传动型式,归纳了各种型式立辊轧机的主传动结构和特点,总结了各种主传动型式的优势与不足。
关键词:粗轧立辊轧机;主传动;型式
在带钢和中宽厚板热轧生产线中,粗轧立辊轧机是轧线的主要设备之一。其主要功能是对板带材控宽、破鳞、改善板坯的边部组织和形状。粗轧立辊轧机的结构型式较多,决定立辊轧机型式的因素是主传动型式和侧压传动型式,其中最主要的因素是主传动型式。本文介绍了热轧板带钢轧线粗轧立辊轧机的主传动结构型式、各型立辊轧机主传动型式结构简图和特点。
立辊轧机主传动是指驱动立辊转动,并为立辊提供轧制力矩,实现钢锭或连铸坯在宽度方向的轧制变形。立辊轧机主传动可分为上传动、下传动两大类。轧制力矩从立辊上部传入,主传动装置位于机架上方,称之为上传动;轧制力矩从立辊下部传入,主传动装置位于机架下方,称之为下传动。上传动中又分为单台立式电机传动、双台立式电机传动、下置式双台立式电机传动、单台卧式电机传动、双台卧式电机传动,其中单台立式电机传动和单台卧式电机传动均有两种结构;下传动分为含同步轴的双台卧式电机传动和不含同步轴的双台卧式电机传动。下面对热轧板带钢粗轧立辊轧机主传动的各种型式进行逐一介绍。
1 上传动类型
1.1 单台立式电机传动
单台立式电机传动的结构简图见图1。该型立辊轧机主传动的传动路线是:主电机(立式)→联轴器→Ⅰ级圆柱齿轮→Ⅱ级圆柱齿轮→Ⅲ级圆柱齿轮→减速器输出轴→同步啮合齿轮→万向接轴→立辊。两侧输出轴转速机械同步,圆柱齿轮机构减速,安装维护方便,在总功率相同的情况下,单台电机外形尺寸比双台的要大,一般适用于最大轧制力2 000 kN以内、规格1 000 mm以下,轧制速度低、主传动比大的窄带钢全连续式轧线粗轧立辊轧机上。该型立辊轧机一般布置在粗轧机之前,常附着在粗轧机上,也可以与粗轧机远距离布置。
1.2 双台立式电机传动
该型立辊轧机主传动有两种结构,见图2(Ⅰ型)、图3(Ⅱ型)。该种立辊轧机一般布置在粗轧机之前,常附着在粗轧机上,也可以与粗轧机远距离布置。
Ⅰ型的主传动路线是:主电机(立式)→联轴器→圆柱齿轮啮合→同步啮合齿轮→减速器输出轴→万向接轴→立辊。左右结构对称,两侧输出轴转速机械同步,圆柱齿轮机构简单,在总功率相同的情况下,双台电机外形尺寸比单台的要小。主传动部分安装维护方便,轧辊和接轴更换方便、省时。但起吊高度较高、厂房高。一般适用于最大轧制力2 000 kN以内、规格1 000 mm以下中窄带钢轧线粗轧立辊轧机。
Ⅱ型的主传动路线是:主电机(立式)→联轴器→圆柱齿轮啮合→减速器输出轴→万向接轴→立辊。与Ⅰ型的区别是在减速箱内安装有接轴提升机构,万向接轴不伸缩。两侧输出轴转速电气同步,轧辊和接轴更换更为方便省时。其余特点与Ⅰ型相同。一般适用于最大轧制力4 000 kN~7 000 kN、规格为3 500 mm~5 500 mm宽厚板轧线粗轧立辊轧机。
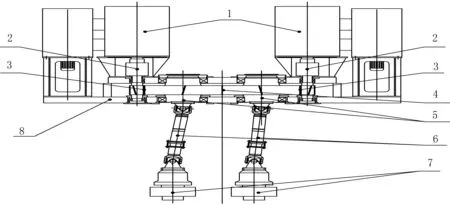
1.3 下置式双台立式电机传动
下置式双台立式电机传动结构简图见图4。该型立辊轧机主传动路线是:主电机(立式)→联轴器→Ⅰ级圆柱齿轮啮合→Ⅱ级圆柱齿轮啮合→减速器输出轴→万向接轴→立辊。接轴提升机构是安装在主传动箱下方,立式电机下置(即安装在主减速箱下部),降低了设备总高度,厂房高度相应降低。两侧输出轴转速电气同步,圆柱齿轮机构减速,结构紧凑,左右结构对称。轧辊和接轴更换方便、省时,安装维护方便。一般适用于最大轧制力4 000 kN~7 000 kN、规格为1 250 mm~2 300 mm中宽带钢轧线粗轧立辊轧机。该型主传动型式的立辊轧机一般布置在粗轧机之前,常附着在粗轧机上,也可以与粗轧机远距离布置。

1—主电机(立式) 2—联轴器 3—Ⅰ级圆柱齿轮啮合 4—Ⅱ级圆柱齿轮啮合 5—Ⅲ级圆柱齿轮啮合
1—主电机(立式) 2—联轴器 3—圆柱齿轮啮合 4—同步啮合齿轮
1—主电机(立式) 2—联轴器 3—圆柱齿轮啮合 4—减速器输出轴
1.4 单台卧式电机传动
该型立辊轧机主传动有两种结构,见图5(Ⅰ型)、图6(Ⅱ型)。该型立辊轧机一般布置在粗轧机之前,常附着在粗轧机上,也可以与粗轧机远距离布置。Ⅰ型的主传动路线是:主电机(卧式)→联轴器→Ⅰ级圆柱齿轮啮合→Ⅱ级圆柱齿轮啮合→减速器输出轴→万向接轴→立辊。Ⅱ型的主传动路线是:主电机(卧式)→联轴器→Ⅰ级圆柱齿轮啮合→Ⅱ级圆柱齿轮啮合→减速器输出轴→万向接轴→立辊。

1—主电机(立式) 2—联轴器 3—Ⅰ级圆柱齿轮啮合 4—Ⅱ级圆柱齿轮啮合

1—主电机(卧式) 2—联轴器 3—Ⅰ级圆柱齿轮啮合 4—Ⅱ级圆柱齿轮啮合

1—主电机(卧式) 2—接轴 3—Ⅰ级圆锥齿轮啮合 4—Ⅱ级圆柱齿轮啮合
两种结构的两侧输出轴转速均是机械同步,圆锥齿轮传动是为了将卧式电机水平转动转变为垂直转动,制造成本较高。主要区别是Ⅱ型在减速箱下方还安装有接轴提升机构,其轧辊和接轴更换更方便、省时。该型式的主传动一般适用于最大轧制力3 000 kN~7 000 kN、规格为1 250 mm~1 780 mm之间的中宽带轧线粗轧立辊轧机。
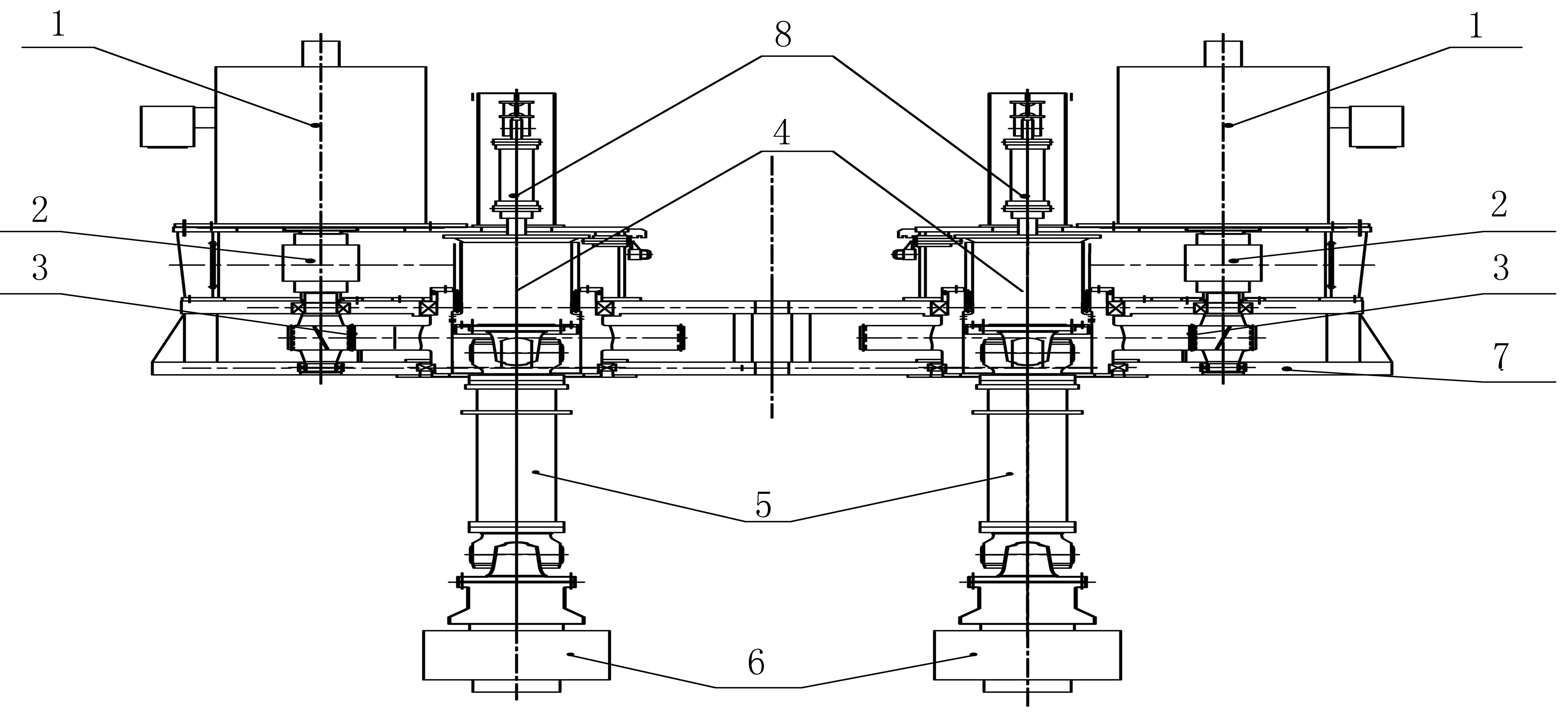
1.5 双台卧式电机传动
结构简图如图7所示。该型立辊轧机主传动路线是:主电机(卧式)→Ⅰ级圆锥齿轮啮合→Ⅱ级圆柱齿轮啮合→同步轴→万向接轴→立辊。两侧输出轴转速机械同步,在平台下方安装有接轴提升装置,轧辊和接轴更换方便、省时,安装维护比较困难。主传动结构左右结构对称。整个主传动挂靠在粗轧机上,设备总重减少。一般适用于最大轧制力4 000 kN~5 000 kN、规格为1 250 mm~2 300 mm之间的中宽带轧线粗轧立辊轧机。该型主传动型式的立辊轧机一般布置在粗轧机之前,常附着在粗轧机上。
2 下传动类型
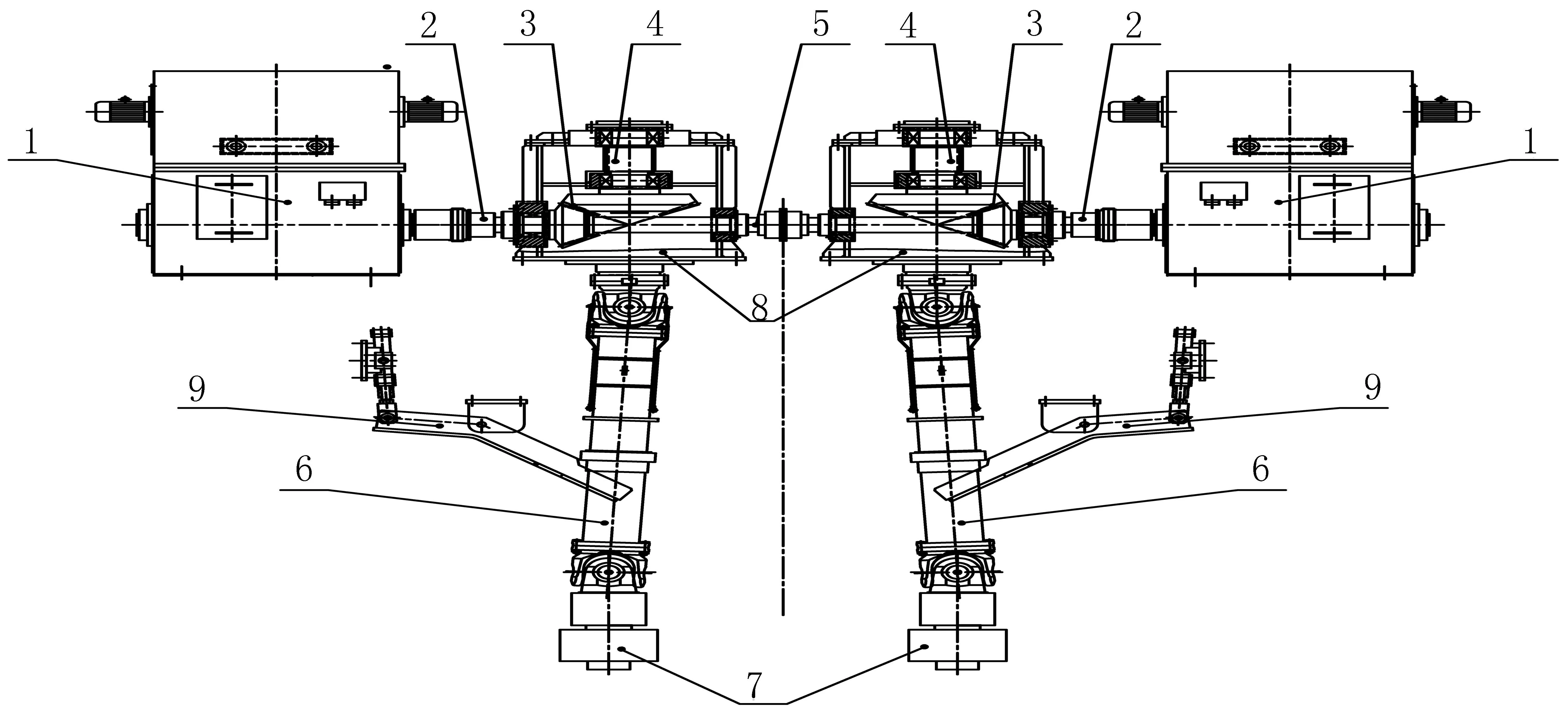
含同步轴的双台卧式电机传动简图见图8,不含同步轴的双台卧式电机传动简图见图9。含同步轴的主传动路线是:主电机(卧式)→联轴器→同步轴→Ⅰ级圆柱齿轮啮合→接轴→Ⅱ级圆锥齿轮啮合→Ⅲ级圆柱齿轮啮合→立辊。不含同步轴的主传动路线更简便,取消了同步轴并减少了一级圆柱齿轮啮合,两侧同步采用电气控制。含同步轴的是机械同步结构,左右对称,结构较复杂。
下传动型式的立辊轧机一般布置在粗轧机之前(常用轧连铸坯、粗轧坯),也可以布置在粗轧机之后(常用轧钢锭或连铸坯),常与粗轧机远距离布置。其最大优点是设备总高度大大降低,厂房高度降低,轧辊和接轴更换方便、快捷。其不足之处是主传动部分环境差、安装维护困难。一般适用于最大轧制力4 000 kN~8 000 kN(甚至更高)、规格为3 000 mm~5 500 mm中宽厚板钢轧线粗轧立辊轧机。
1—主电机(卧式) 2—联轴器 3—Ⅰ级圆锥齿轮啮合 4—Ⅱ级圆柱齿轮啮合
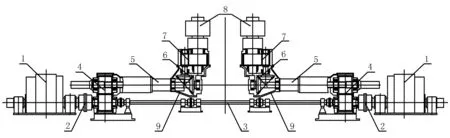
1—主电机(卧式) 2—联轴器 3—同步轴 4—Ⅰ级圆柱齿轮啮合 5—接轴

1—主电机(卧式) 2—联轴器 3—接轴 4—Ⅰ级圆锥齿轮啮合
3 结论
(1)上传动各型立辊轧机的主传动装置周边空间开阔,安装、维护操作方便,环境好。但设备总体高度较高,车间厂房较高,设备的稳定性稍差,常附着在粗轧机上,常用于热带钢粗轧立辊轧机上,也可用于热轧中宽厚板粗轧立辊轧机上。下传动各型立辊轧机,主传动装置在地面上,周边空间狭窄,安装、维护操作不方便,环境差、污染大。但设备总体高度矮,车间厂房不高,设备的稳定性好,轧辊、接轴更换方便省时,常与粗轧机远距离布置,常用于热轧中宽厚板粗轧立辊轧机上。
(2)在上传动型式中,采用立式电机传动比卧式电机传动更有优势。因为采用立式电机传动时省去了圆锥齿轮机构,制造、维护成本降低,安装、维护更为方便、快捷。
(3)立辊轧机型式向着减少制造、维护成本,改善工作环境,减轻劳动强度,缩短辅助工作时间(如换辊时间等),安装维护更为方便、快捷的方向发展。
(4)立辊轧机主传动结构型式严格来说没有绝对的好与不好,不论哪种结构都有自身的优势和不足。对于具体板带钢热轧线来说,粗轧立辊轧机主传动的设计选型必须根据产品轧制工艺、投资规模大小和主传动型式本身具有的长处来确定,做到设备更合理、用户更满意。
编辑傅冬梅
Summarization and Analysis on Main Drive Forms of Rough Rolling Vertical
Roll Mill for Plate and Strip Rolling Line
Zhou Xingjie
Abstract:Main drive forms of rough rolling vertical roll mill for plate and strip rolling line have been described,and main drive structures and features for various forms of vertical mill as well as advantages and shortcomings of various main drive forms have been summarized.
Key words:rough rolling vertical roll mill; main drive; form
收稿日期:2014—10—31
中图分类号:TG333.7+1
文献标志码:A