高炉铜冷却壁破损分析与处理
2015-12-07供稿魏凯李鑫邹德胜WEIKaiLIXinZOUDeSheng
供稿|魏凯,李鑫,邹德胜 / WEI Kai, LI Xin, ZOU De-Sheng
高炉铜冷却壁破损分析与处理
Analysis and Processing of Copper Cooling Stave Damage of Blast Furnace
供稿|魏凯,李鑫,邹德胜 / WEI Kai, LI Xin, ZOU De-Sheng
内容导读
本钢新1号高炉有效容积4747 m3,炉腹至炉身下部采用铜冷却壁冷却,炉腰部位铜冷却壁在生产中渣皮稳定性差,脱落频繁,在生产不到6年后出现大面积破损,被迫多次休风,威胁到高炉安全生产。通过分析发现,炉腰铜冷却壁受到高温炉料、煤气流冲击造成磨损;操作制度造成软熔带根部过低;铜冷却壁应力影响渣皮等原因是冷却壁破损的主要原因。经过研究,提出了改用雾化冷却、插入微型铜冷却棒、炉皮强制打水等解决方案。改造后,保证了安全生产,取得了良好的效果,但如果从根本上解决破损问题,应空料线停炉更换冷却壁。
本钢新1号高炉是本钢最大的现代化高炉,有效容积4747 m3,2008年10月9日投产,实现了本钢炼铁厂高炉向大型化、现代化的改造。新1号高炉采用了先进的薄壁内衬理念,炉腹至炉身下部采用铜冷却壁冷却,依靠铜冷却壁热导率高的特点,通过在其热表面形成稳定渣皮来获得长寿。然而,生产实践却发现渣皮稳定性差、经常脱落,在生产不到6年后,铜冷却壁就出现破损,尤其是在炉腰部位破损尤为严重。因此,对铜冷却壁破损调查分析,分析铜冷却壁破损原因,提出应对措施,保障高炉长寿。
新1号高炉铜冷却壁基本情况
新1号高炉采用板壁结合的冷却方式,炉腹下部采用密集式八通道强化型铜冷却板渡,炉腹上部到炉身下部5层较高热负荷区域采用钻孔铜冷却壁,铜冷却壁结构参数见表1,铜冷却壁厚度120 mm,热面加工多个燕尾槽,燕尾槽间距107 mm,燕尾槽深度40 mm、燕尾槽宽度66 mm,以固结氮化硅结合碳化硅耐火材料,每块有4通道当量直径φ35 mm水道,通道间距210~230 mm。
新1号高炉炉体采用分区(并联)软水闭路循环冷却系统,炉体冷却水分为二层,Ⅰ系为炉底、炉缸冷却壁及冷却板供水,Ⅱ系为炉腹以上冷却器供水,一层与二层之间设有调节阀,在生产过程Ⅱ系冷却水流量基本在4800 m3/h左右。
新1号高炉铜冷却壁水管损坏及临时处理过程
新1号高炉从2014年5月26日开始发现8段冷却壁水管损坏,至今已发现19根水管损坏,分别分布在6块冷却壁上,水管漏和坏的位置均分布在8段135°方向和45°方向的6块冷却壁上,损坏情况是坏一根水管后以这根水管为基础扇形分布。平均每15天损坏一根冷却壁水管,为处理冷却壁水管损坏向炉内漏水共进行了12次休风。以发现8段冷却壁第一根86#水管损坏为例,5月24日丙班发现Ⅱ系补水每班2.4 t,期间对外部水管多次检查,没有发现漏点,水渣车间对软水也详细检查没有漏点,燃料比没有发现明显变化。5月26日热风炉故障休风后发现15#风口来水,检查风口小套、二套及火管没有漏点。5月27日乙班打压查漏确认86#水管坏,11:40改工业水。6月6日季度休风断层发现8段86#水管坏,从6月12日开始有3~4次断水现象发生,透开后发现水管中有一些生料(见图1),期间高炉7次爆震, 6月16日休风将86#水管灌浆堵死。其余损坏水管处理为改通氮气+水雾化冷却(水量0.5~1.5 t/h)。

表1 新1号高炉铜冷却壁(板)结构参数

图1 损坏冷却壁水管中发现的生料
新1号高炉8段冷却壁损坏原因分析
铜冷却壁磨损原因分析
本钢新1号高炉铜冷却壁在使用5年8个月后出现大面积破损,主要原因是磨损,最大磨损量67 mm,局部出现冷却水通道暴露、甚至铜冷却壁部分烧损。通过对2014年年修时安装柱状冷却器时钻取的冷却壁铜块样的位置和厚度分析,破损主要发生在炉腰下部,具有明显区域性,铜冷却壁破损与下列因素有关。(图2为2014年11月11日年修安装柱状冷却器时所钻取的铜块样的剩余厚度,其中1为正常冷却壁厚度)。

图2 不同部位剩余冷却壁厚度
(1) 新1号高炉由于施工原因,造成称量罐中心线与高炉本体中心线偏离5 cm左右,因此高炉在布料时产生偏析现象,导致高炉90°和270°方向偏料现象严重,最大时90°方向比270°方向料面低到1 m以上,严重影响了高炉煤气流的分布,45°到135°方向气流要明显强于对面方向,过强的气流导致这个区域的冷却壁磨损严重。
(2) 铜冷却壁挂渣容易,要求渣皮具有良好稳定性,避免铜冷却壁直接受到高温煤气流、渣铁接触冲击,但实际生产中受高炉顺行、原燃料波动等情况的影响,渣皮均匀性变差,容易脱落。同时,炉腹形状为上大、下小,下部截面收缩,承受炉料冲击作用力逐渐增大,煤气冲刷作用逐渐减弱,炉腹下部使用5层铜冷却板,铜冷却板之间砌筑耐火材料有利渣皮稳定;炉身下部虽然也是高热负荷区域,但其形状为上小、下大,炉料冲击作用力逐渐减小,煤气冲刷作用逐渐增大;炉腰形状为直段,向上的煤气流和向下的炉料的碰撞点都集中在炉腰部位,因此炉腰部位的冷却壁磨损最大。

图3 135°方向7段—9段电偶温度趋势图
操作制度的影响
新1号高炉从2009年年修失常开始,为了确保高炉顺行,采用中心加焦料制,保证较强的中心气流,其操作软熔带应为“∧”型,软熔带根部过低,炉腰铜冷却壁长期处于干区,易导致该区域冷却壁不耐冲刷磨损,同时在炉况波动、渣皮频繁脱落和炉温的大幅波动的情况下,铜冷却壁在热震下极易产生金属疲劳和裂纹[1]。图3为2014年1月1日至2014年5月30日8段冷却壁水管损坏前45°~135°方向壁体电偶温度趋势图,通过此图看出,生产中铜冷却壁的壁体温度始终处于不稳定状态,而且温度较低,说明渣皮也处于不稳定状态。
铜冷却壁应力对渣皮的影响
铜冷却壁热面温度与冷却水之间温差可能引起冷却壁发生挠度变形,在同等热负荷下,铜冷却壁越高挠度越大[2]。以煤气温度1200~1400 ℃、冷却水温度35 ℃作为基础条件,采用ANSYS软件对铜冷却壁非稳态传热分析,计算出不同冷却壁高度,在不同热负荷条件下所产生的挠度(见表2)。例如,当热流强度达到180 kW/m2时,铜冷却壁高度分别为2000 mm、2400 mm、2850 mm和3150 mm时,其挠度对应值分别为14 mm、20 mm、28 mm和34 mm,新1号高炉8段铜冷却壁高度为2730 mm,挠度就接近1%,大的挠度变形会导致渣皮脱落、甚至铜冷却壁出现应力裂纹。
新1号高炉8段冷却壁损坏处理办法
冷却壁损坏的水管通氮气加水雾化
对损坏冷却壁的水管改通氮气冷却,为增加氮气的冷却强度,在氮气管上设置3 个喷雾喷嘴,向氮气管内喷水雾化。雾化后的水,随氮气进入冷却壁后,由于粒径较小,易蒸发,从而吸收蒸发潜热,增加冷却能力,见图4。目前部分高炉铜冷却壁损坏,就采用了这种处理方式, 冷却效果较好。此方案适合单块冷却壁损坏1根或多根水管,该冷却壁并未失效,仍能工作。现在新1号高炉损坏的冷却壁水管基本上采用这种方法。
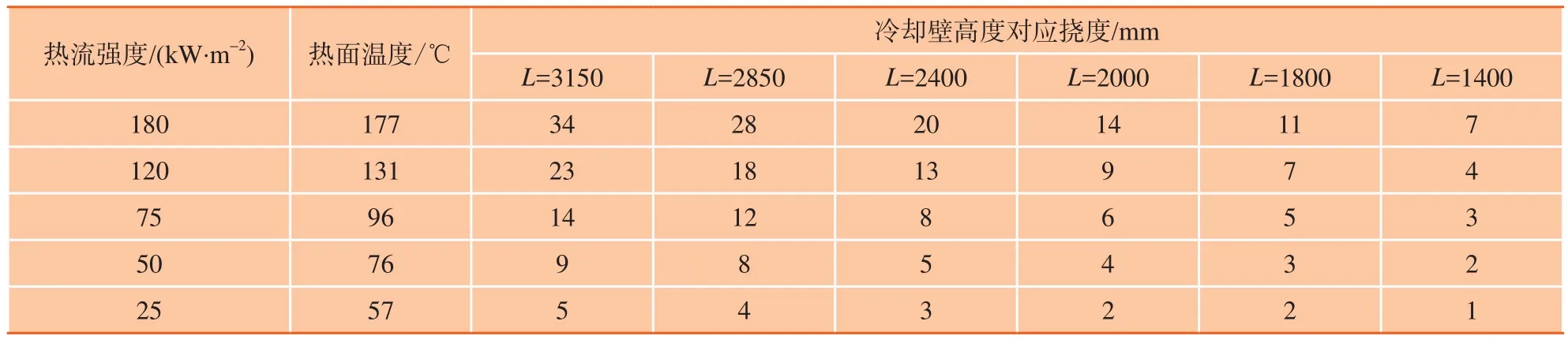
表2 铜冷却壁高度与热负荷、挠度对应关系

图4 铜冷却壁水管雾化冷却示意图
插入微型铜冷却棒
微型铜冷却棒是在由于冷却壁破损漏水造成冷却壁冷却强度不足,影响渣皮形成的情况下对冷却壁冷却强度的一种弥补。使用微型铜冷却棒的前提是该区域能够形成渣皮。采用插入微型铜冷却棒的方式修复,不需要采取控料线等措施,高炉休风即能施工,对高炉整体损害小。目前新1号高炉利用年修对损坏的4块冷却壁加装了35根微型铜冷却棒,效果良好。
炉身钢甲打水
采用水箱安装在炉皮钢甲上或用水管加喷头向炉皮打水。目前新1号高炉采取此项措施对炉身钢甲进行打水,确保炉身钢甲强度。现在新1炉炉身钢甲温度及冷却壁电偶温度都控制在正常范围。
控料线更换冷却壁
更换8段铜冷却壁一般控料线都需要控到风口中心线以下。到目前为止,国内的4000 m3以上大高炉还没有控料线更换8段铜冷却壁的先例,国内只有宝钢3#高炉(当时炉容4350 m3)降料线更换炉身上部冷却壁两次,但为了新1号高炉的长期稳定顺行,有望近期控料线更换冷却壁。
结论
(1) 合理的煤气流分布是减少冷却壁磨损的必要条件。
(2) 提高操作水平,减少炉温波动,增加渣皮的稳定性,为减少冷却壁损坏提供了保障。
(3) 为了减少偏料程度,新1号高炉准备从风口布局上再做调整,对45°~135°区域内的风口调大,225°~315°区域内的风口调小,必要时可加长风口(690cm→720cm),从根本上使煤气流趋于均匀状态,减少冷却壁的磨损。
(4) 目前采取的这些举措只是减缓冷却壁水管的损坏,如果从根本上解决,必须控料线更换冷却壁。
[1] 朱仁良, 居勤章. 铜冷却壁高炉操作现象及思考. 炼铁. 2012, 31(4): 10
[2] 王宝海. 鞍钢3号高炉铜冷却壁破损调查. 炼铁. 2014, 33(3): 35
10.3969/j.issn.1000–6826.2015.06.16
魏凯,工程师,本钢集团公司炼铁厂新1号高炉车间工艺专责。
本溪钢铁集团有限公司炼铁厂,辽宁 本溪 117000
李鑫,高级工程师,本钢集团公司炼铁厂新1号高炉车间车间主任。
邹德胜,工程师,本钢集团公司炼铁厂新1号高炉车间生产主任。
