浙江仙居抽水蓄能电站780MPa级钢岔管制造质量控制
2015-12-06何少云
何少云,付 强
(浙江仙居抽水蓄能有限公司,浙江省仙居市 317300)
浙江仙居抽水蓄能电站780MPa级钢岔管制造质量控制
何少云,付 强
(浙江仙居抽水蓄能有限公司,浙江省仙居市 317300)
钢岔管的制造质量控制对保证岔管较好的性能起着至关重要的作用,本文概要介绍仙居抽水蓄能电站780MPa级钢岔管焊接工艺评定试验、坡口设计、瓦片成形、整体与装配、部件焊接、组合焊缝焊接残余应力测试与消除、整体正式装配、水压试验等环节的关键技术措施和质量控制要点,并根据相应的规范标准对各工程环节得到的质量进行了评价。
制造质量控制;780MPa级钢;月牙肋岔管;仙居抽水蓄能电站
0 引言
分岔管是一种由薄壳和刚度较大的加强梁组成的复杂的空间组合结构,主要应用于供水方式为集中供水或分组供水的电站。基于其复杂的受力状态及自身的特点,岔管一般都为钢岔管。岔管的水头损失较大,在整个引水系统的水头损失中占重要地位,因此,为了降低水头损失,对岔管的设计、制造与安装工艺的研究至关重要[1]。
目前,国内对钢岔管的研究正在不断发展。主要的研究包括:钢岔管体形优化与结构设计[2-3]、钢岔管材料的选择、钢岔管的制造安装技术研究[4-5],以上的研究都对减少水头损失和保证钢岔管强度要求起到了重要的作用,但对如何控制钢岔管制造中的质量研究不多,对钢岔管性能的保证不利。近年,对钢岔管质量控制的研究开始增多,但主要都是针对制造过程中的某一工序的质量控制研究[6-7],整体性不强。
本文以浙江仙居抽水蓄能电站为例,针对电站对钢岔管的制造质量要求,研究钢岔管制造工程的整体,通过实地施工、试验与测试,总结出相关工序对钢岔管质量的影响,并采取相应施工技术和措施,以达到对钢岔管制造质量的控制。
1 仙居抽水蓄能电站岔管制造概况
仙居抽水蓄能电站位于浙江省仙居县湫山乡境内,地处浙南电网台、温、丽、金、衢用电负荷中心,距仙居县城、台州、金华的公路里程分别为50km、136km、138km,是一座日调节纯抽水蓄能电站,主要服务于浙江电网,承担系统调峰、填谷、调频、调相及事故备用等任务。
工程枢纽由上水库、输水系统、地下厂房、地面开关站及下水库等建筑物组成,属一等大(1)型工程,总装机容量1500MW,共安装 4 台单机容量375MW的混流可逆式水轮发电机组,设计年发电量25.125亿kW·h,年平均抽水耗电量32.63亿kW·h,综合效率77%。
输水系统按两洞四机布置,引水隧洞(除上平洞外)均采用钢板衬砌,钢管内径6.2m。下平洞布置两个钢岔管。
国内首次采用780MPa级钢岔管是在20世纪80年代的云南鲁布革水电站,其采用日本产钢材和焊材,由日本制造。此后至今,日本为我国陆续制造多个780MPa级钢岔管。21世纪初,吉林台水电站采用日本钢材和焊材,自主制造了国内首台780MPa级钢岔管,从此国内出现了自主制造的趋势。仙居抽水蓄能电站引水系统钢岔管系采用国产钢材,部分采用国产焊材,部分采用日本焊材,为国内自主制造的最大径780MPa级钢岔管。
仙居抽水蓄能电站有钢岔管共2只,每只净重52t,型号均为对称Y形内加强月牙肋型。钢岔管的主管直径为5m,支管直径为3.5m,壁厚60mm,肋板厚120mm,HD值为3920m.m,设计内水头(含水锤压力)784m。钢岔管所用的钢材类型为宝钢B780CF。
钢岔管的主体工作包括岔管瓦片下料、成形、部件拼装、整体预装配、部件焊接等,其中,部件焊接采用富氩气体保护焊,焊丝系哈尔滨焊接研究所的产品。
岔管制造的其余后续工作(如:整体正式装配、剩余纵缝和所有环缝焊接、水压试验等)为在工地钢管厂进行,工地焊缝采用手工电弧焊。
为确保工地装焊质量,成立了QC小组,既抓工艺要点,又不放过工艺细节。除此以外,现场还设立了“质量曝光板”,及时纠正错误的工艺行为,使实施结果完全达到了QC小组预定的质量指标。
2 钢岔管制作工艺的质量控制
2.1 焊接工艺评定试验
一般地,决定焊接工艺评定试验成败的关键是焊接接头中的焊缝区冲击试验是否合格,换言之,取决于焊材的质量。并且,须首先确定恰当的合格标准。
关于接头韧性的合格指标,现行相关规范规定不具体。若按GB 50766—2012《水电水利工程压力钢管制作安装及验收规范》的规定之一,“试样吸收能量平均值不应小于母材标准值下限”的话,那么对于780MPa级钢,使焊缝区达到-40℃、47J以上是困难的,原因是焊材的供货指标就达不到,除非热输入小到不适于实际生产的程度。因此,现行日本《闸门压力钢管技术规范》已将780MPa级钢焊接接头韧性指标下限由原来的-40℃、47J降至0℃、47J。这样仍能保证结构安全服役,且热输入不至于过小。
本工程为使接头韧性有更大裕度,仍沿用≥-40℃、47J的高指标。工厂焊接用富氩气体保护焊的方法和采用型号为HS-80A(GB/T 8110 ER76-G)的焊丝,工地焊接用手工电弧焊和型号为LB116(AWS A E 11016-G)的焊条。
以上两种焊接方法工艺评定试验结果全部一次合格。
2.2 坡口设计
根据设计或工艺需要,在焊件的待焊部位加工并装配成的一定几何形状的沟槽,就叫坡口。坡口是主要为了焊接工件,保证焊接度。
坡口设计须注意以下几点:
(1) 注意肋板与壳板的交角为变量;
(2) 注意坡口角度和坡口面角度的关系;
(3) 坡口角度不宜过小。本工程坡口按常规设计为不对称X形。大坡口端角度不宜小于50°,否则焊条不能触及到坡口根部,从而增加了气刨量和刨槽打磨量;小坡口端不宜小于60°,否则会形成窄而深的气刨槽,不利于打磨和焊接操作。
2.3 瓦片成形
如果瓦片成形差,则会引起岔管装配间隙大、错边大和纵缝圆度不合适,从而导致强行组装和装配应力大,进而使焊接应力和焊接残余应力大。焊接应力过大往往引发焊接裂纹;装配应力大、残余应力大、错边产生的弯曲应力和纵缝折曲引起的应力集中等,皆影响水压试验结果和威胁设备未来安全服役。
目前国内锥管瓦片成型方法有两种:卷板机压制和压力机压制,后者对成形较易控制,应优先采用。
直管段可卷制成形,但当管径小、壁厚大时,为避免两端出现过长的直边,引起圆度超差,应预先用压头机压头,以减少残留直边。须提及,所谓上辊可前后移动的卷板机,仍有为板厚1.5~2倍的直边,这对管径在5m以下(尚与板厚和强度等级有关)时不适用。
本工程岔管各段全部为锥管,皆采用3000t油压机压形,用行程控制下压量。因受液压机尺寸限制,每个锥管各由3个或4个瓦片组成。由于已压制成形的瓦片在组装前搁置一段时间会产生回弹变形,故在预装配前往往需再次压制。
2.4 整体预装配和部件焊接
由于运输限制,每只岔管分解为13个部件(见图1)。
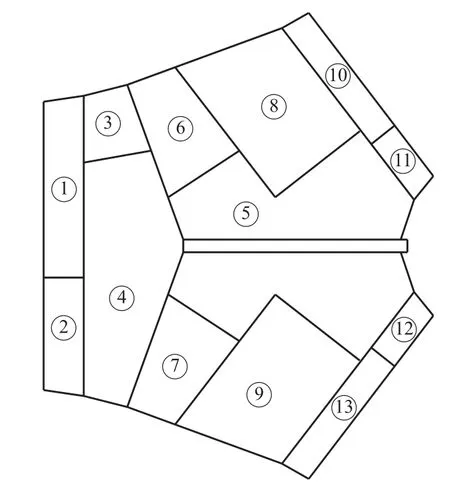
图1 岔管部件分解
在整体预装配前,需完成月牙肋本体三块对接拼焊、各锥管段组圆和工厂纵缝焊接。月牙肋最后装配,其中关键是壳板与肋板相贯的工艺余量配割。本工程由于仔细配割和修磨,两只岔管壳板与肋板装配间隙全部小至0~2mm。这对减少装配应力、防止裂纹和减少焊接残余应力是十分有效的。
整体预装配尺寸检查合格后,原封不动,焊接与月牙肋毗连的两个瓦片间的环缝以及月牙肋组合焊缝。
为便于后续整体正式装配,再现预装配状态,本工程采用了套钻孔的对合板卡具(见图2)和舌口定位板。对合板卡具上孔的数量视钢板厚度和部位可设4个或6个。
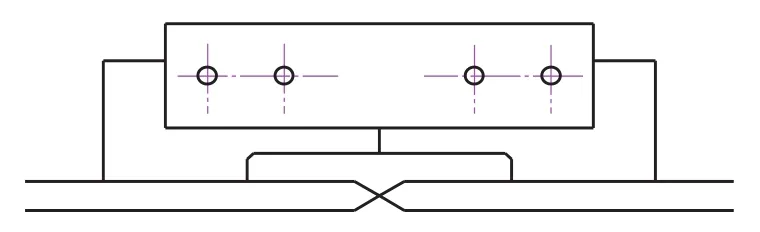
图2 对合板卡具示意
对合板卡具数量不宜过少,其中每条纵缝宜设两组对合板。否则,在后续的工地正式整体装配时很难复原预装配状态,需另补加撘板,以致影响装配质量和进度。其次,孔与螺钉的配合不宜过松。
本工程两只岔管整体装配尺寸均符合规范要求,各项指标基本处于允差的下限。
2.5 工厂焊接
焊缝内部无损探伤一次合格率是衡量焊接质量的重要指标。返修焊除浪费时间和费用外,还使残余应力增大,恶化组织和性能,以及增加产生裂纹的可能性,所以本工程以零返修为目标。为此,除把焊工资质关外,还采取了如下措施:
(1)气刨槽打磨面积近于100%,底部圆角半径为4mm。
(2)对各焊层表面进行磨修。
这样实施的结果是,两只岔管工厂部件焊缝内部探伤一次合格率达100%。
2.6 组合焊缝焊接残余应力测试与消除
原合同规定对月牙肋组合焊缝用振动时效进行消应处理。
组合焊缝焊后残余应力测试采用盲孔法,对焊缝中心的测试点共6个。对两只岔管测试得到的数据为:横向平均应力为397.2N/mm2,拉应力峰值为584.4N/mm2;纵向平均应力为237.1N/mm2,拉应力峰值为375.7N/mm2。可以看出,测得的平均应力和拉应力峰值均远小于月牙肋和管壳的实际屈服强度,对后续水压试验过程不会构成威胁。另一方面,振动时效消应对屈强比大于0.8的钢材可能有风险,而B780CF钢实际屈强比已高达0.85~0.94。其次,为防振动消应后变形,需加拘束,这样会影响消应效果。
综上,决定取消对月牙肋组合焊缝单独进行消应处理。
2.7 整体正式装配
预装配解体后,宜尽快运至工地和及时进入整体正式装配工序,以免产生变形导致装配困难。
整体正式装配应从容、仔细地进行,避免将尺寸误差集中到一处,尤其是要避开对应力集中敏感的月牙肋两端区域,应使其几何偏差按下限控制,避免强行组装,不随意补加撘板。
在整体装配时发现,因月牙肋组合焊缝部件已变形,造成装配困难。那么,对于未来工程,假如不考虑该部件在工厂单独进行消应处理,不如将该组合焊缝挪至整体正式装配后再焊接。
本工程两只岔管整体正式装配尺寸全部在规范允许范围内,没有出现超差的情况。
2.8 工地拼焊
工地焊缝拼焊严格按工艺评定试验结果确定的工艺参数,对各焊道进行了各种工艺参数测试和记录。为确保焊缝零返修,与工厂焊接一样,需控制气刨槽质量和对各焊层表面进行磨修。这样实施的结果是:两只岔管包括闷头在内工地焊缝探伤(UT:100%;TOFD:40%;MT:100%)一次合格率仍达100%,甚至“记录缺欠”都极少。
其次,在拼焊过程中对预热、道间温度、后热温度环节等进行严格控制,所以两只岔管无论是附件焊接、定位焊还是主缝焊接,制造全过程从未发现焊接裂纹。
2.9 临时附件处理
岔管外部临时附件清除量较大。一般的处理办法是:先割除附件,然后气刨,保留3mm高的茬,再磨除茬。但这种方法不但费工,且若气刨操作不当,使留茬小于3mm,甚至伤及母材的话,则使母材表面形成脆硬组织或凹坑。根据日本数十年经验,只要将角焊缝保留、沿焊趾将附件割除即能达到要求。若按现行压力钢管规范将附件完全保留的话,则其可能与混凝土联合受力,产生应力集中。
因岔管内支撑在水压试验前必须断开,水压试验后再恢复,故内支撑一端宜采用可拆卸的螺纹连接形式。此外,内支撑不宜采用管结构,因其可能给水压试验过程带来影响,故需在水压试验前进行免费的切割处理。这两点是本工程考虑不周之处。
2.10 水压试验
本工程将两只岔管主管对接,对四支管设置临时闷头,以形成密闭容器,并将作为一个整体进行水压试验,其中设计技术要求最大试验压力为岔管分担的设计压力的1.25倍,即6.75MPa。试验的重复次数为一次。
本次水压试验监测内容有:水压试验前后用X射线衍射法测试焊接残余应力、水压试验应力测试、钢岔管变形测试、水量—压力曲线测试、水温测试和声发射技术安全测试等。
水压试验自2014年6月12日9时30分开始预压,至次日3时42分卸压完成。得到的结果为:两次水压试验皆顺利达到预定最大试验压力6.8MPa,整个试验过程未发生任何异常现象。
两次水压试验应力测试发生的最大拉应力分别为431.61MPa和485.86MPa,远小于钢板原始屈服强度711~774MPa。在声发射监控中,第一次水压试验未发现有意义声发射,第二次水压试验发现有意义声发射,但随后进行了超声波复测,未发现缺欠。
两次水压试验对岔管腰线、顶部和闷头进行变形测试发现,各测点在各级试验压力下以及各测点变形量皆较均匀,且泄压后各测点的残余变形为0.5~1.1mm。其中第一次水压试验达最大压力6.8MPa时的最大变形点在腰线位置,为6.7mm,而第二次水压试验在各级压力下的各测点变形皆较第一次有所减小。
通过水压试验,残余应力峰值由653MPa降至453MPa,即降低了31.7%,可认为消应效果显著。该应力峰值出现在2号岔管底部月牙肋末端与壳板间工地环缝的熔合区,应力方向为环向原因是在装配中错误地将装配误差集中在该区,造成装配应力大和错边。
3 结束语
仙居抽水蓄能电站780MPa级钢岔管制造遵从科学试验,严格按照国家标准所规范的技术要求施工,抓住钢岔管制造过程中的重点环节,并采取相应的工程措施,对其制造质量进行了严格的控制,使得焊缝检测和水压试验等质量检测均满足或超过设计要求,制造技术达到了日本的制造质量水平,为国内自主制造780MPa级钢岔管和岔管制造质量控制积累了经验。
[1] 刘启钊,胡明.水电站(第四版)[M].北京:中国水利水电出版社,2010.
[2] 陈观福,伍鹤皋,王金龙.内加强月牙肋钢岔管新型结构[J].长江科学院报,2001(1): 23-26.
[3] 杜芳琴,伍鹤皋,石长征.月牙肋钢岔管设计中若干问题的探讨[J].水电能源科学,2012(8):129-131,219.
[4] 赵云德,姚秀全.吉林台一级水电站大型高强钢月牙肋岔管制造安装技术[J].水力发电,2006(6):52-54.
[5] 莫建文.公格尔水电站B780CF高强钢岔管制造与焊接[J].广西水利水电,2014(2):72-75.
[6] 谭金龙,段利明,曾垒,李彦勋,张宽宝.恰甫其海工程大型钢岔管制造、安装质量控制[J].云南水力发电,2007(2):108-117.
[7] 张健,李作孝,李刚.浅析黔中水利平寨水电站钢岔管质量控制[J].中国水能及电气化,2014(5):29-33.
何少云(1975—),男,高级工程师,主要研究方向:水电工程及技术管理。E-mail: sunny_he@sohu.com
付 强(1986—),男,助理工程师,主要研究方向:水电工程及安全管理。E-mail: fuqiang5fu@sina.com
Manufacturing Quality Control of 780MPa Grade Steel Bifurcation Pipes in Zhejiang Xianju Pumped-storage Power Station
HE Shaoyun,FU Qiang
(Zhejiang Xianju Pumped-Storage Power Co. Ltd.,Xianju 317300,China)
Manufacturing quality control of steel bifurcation pipes plays a vital role in ensuring that the steel bifurcation pipes performance better. This paper provides a overview of the key technical measures and mian points of quality contol of welding procedure qualification test,bevel design,tile molding,overall preassembled,parts welding,combination weld residual stress testing and elimination,overall formal assembly and hydrostatic test of 780MPa grade steel bifurcation pipes in Xianju pumped-storage power station. Moreover,each engineering process has been evaluated according to the corresponding quality standards.
manufacturing quality control;780MPa grade steel;crescent rib bifurcation; Xianju pumped-storage power station
