城市燃气管网带压堵漏技术现状分析
2015-12-03李夏喜罗强北京市燃气集团有限责任公司高压管网分公司北京100010
李夏喜,罗强 (北京市燃气集团有限责任公司高压管网分公司,北京100010)
韩赞东 (清华大学机械工程系,北京100084)
邢琳琳 (北京市燃气集团有限责任公司高压管网分公司,北京100010)
1 前言
随着城市燃气能源需求的快速增长,输配管网规模也逐渐壮大,其中,中高压管线的安全运行对保障下游用户的用气安全意义重大。由于中高压管线输气压力普遍较高,使得发生事故后的抢修作业难度大,对抢修工作人员的人身安全有着极大的威胁。由某城市燃气2011年到2013年外线突发事故的统计(见图1)发现,事故数量是逐年增加的,并且主要以腐蚀问题为主,焊缝、设备老化问题其次。可见,城市燃气管道已进入“老龄化”阶段和事故多发期,需要做好应急措施,加强对隐患管道的巡视和预防,加大改造和维修的力度,防患于未然,开发研究快捷、高效地管道带压堵漏技术成为必然趋势。
堵漏技术发展的初期阶段,一般仅在设备停产、停输的条件下,进行简单的堵漏工作。但随着科学技术的发展,为了避免和减少因停产、停输而造成的经济损失,20世纪60年代,国际上对“带压堵漏技术”开始了初期的研发应用工作,其中英国弗曼奈特公司的在线堵漏技术最具有代表性。中国自20世纪80年代初开始对带压堵漏技术展开研究和应用工作,近年来取得了长足发展,已处于世界领先水平的是某些粘结剂技术,我国粘合剂和密封胶的年产量在1980年约为20×104t,1995年已达到10×105t左右[1],有了数量级的增长。我国的带压堵漏技术目前没有形成系列化,与国际同类技术在质量和开发应用方面尚存在一定的差距,但也有不少国内研究者开展该方面的相关研究。苏忠杰等[2]探讨燃气管道带压堵漏方法(卡具注胶堵漏、钢带捆扎堵漏、磁压堵漏、塞楔堵漏)和管道补强技术,阐述了常见漏点的带压修复。高顺利等[3]开发出适用于城市燃气管网的不停输带压堵漏技术与工艺。孟军政[4]针对于及时处理原油管道腐蚀穿孔、打孔等问题,研究总结出几种快速有效的封堵技术。王永[5]研究了化工管道泄漏问题,鉴于化工生产中的介质属于强酸或强碱、强腐蚀性物质,堵漏过程的安全隐患极大,通过对带压堵漏技术的基本原理及技术特点的研究,提出了消除泄漏的有效措施。薛挺[6]阐述了高压堵漏工艺的发展,认为高压堵漏技术在管道、阀门、设备、法兰等连接部位受到冒、滴、渗、漏、跑等常见问题的处理上能取得非常理想的效果。范树孙等[7]围绕城市燃气管网不停疏堵漏技术及工艺展开论述,分析了该工艺的特点和应用优势,并探讨了相关技术的应用情况。王忠平等[8]介绍了几种常见的带压堵漏技术和管道补强技术,并分析其应用于燃气管网抢修过程中的技术特点、适用范围和施工工艺。
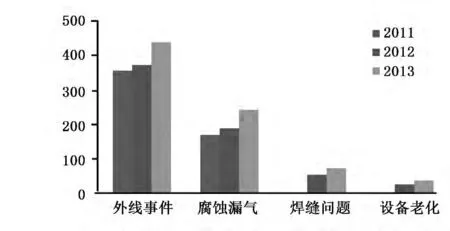
图1 某城市近3年外线突发泄漏事故统计
目前,针对国内外现有的燃气管道带压堵漏技术按照抢修作业形式的不同可分为不动火堵漏技术和动火堵漏技术2类。根据技术原理和方法的不同,又可将不动火堵漏技术分为注剂式带压堵漏技术、带压粘接密封技术和带压顶紧式密封技术,带压焊接密封技术就是所谓的动火堵漏技术,下面将对这些堵漏技术进行详细介绍。
2 不动火堵漏技术
所谓不动火堵漏技术,即在不出现明火及火星的情况下,完全靠人力或机械的方式实行抢修堵漏的作业形式。其中包括注剂式带压堵漏技术、带压粘接密封技术和带压顶紧式密封技术等。
2.1 注剂式带压堵漏技术
70年代,英国弗曼奈特公司推出了超高温和超低温动态密封方法,使其“注剂式带压密封技术”[9]在理论和实践上都趋于完善,并随着占有市场的发展,其实用性也得到进一步强化。
田宝恩等[10]人提出了注剂密封堵漏方式在油库管道上的应用,认为针对管道破裂、阀门老化、法兰面泄漏等一般泄漏问题能达到很好地快速堵漏效果。邓志彬等[1]人对注剂式带压堵漏技术(见图2)的技术原理、施工工艺等进行了详细的介绍。该技术是手工液压操作,可以在任何防火、防爆界区内,安全地使用这项技术;并且,注剂式带压堵漏技术在长期的现场操作使用中获得了极高的评价,被认为是目前进行有效带压堵漏的最好方法之一,其适用压力在35MPa以下;通过合理地选择注剂类型,适用温度范围一般为-198~1000℃;适用于直管、弯管、法兰、阀门等疑难位置的泄漏;拥有着经济效益显著、安全可靠、适用性广、适应性强、消除堵漏快、可拆卸性好等优点。
2.2 带压粘接密封技术
饶志等[11]人介绍了带压粘堵技术原理和常用方法,并分析了将该技术应用于化工生产运行装置中,会取得显著的经济效益。带压粘接密封技术是利用胶黏剂适用范围广、流动性能好、固化速度快的特点,通过与各种密封材料的配合使用,在泄漏缺陷处建立新的固体密封结构,堵住泄漏,在石化大型装置泄漏的治理中发挥主要作用[12]。目前,带压粘接密封技术包括填塞粘接法、顶压粘接法、紧固粘接法、磁力压固粘接法、引流粘接法和T形螺栓粘接法等,马世宁[13]等对该项技术进行了深入的介绍。
1)填塞粘接法 填塞粘接法是将事先调配好的堵漏胶黏剂通过外界压力的作用填塞泄漏缺陷部位,强行止住泄漏,胶黏剂与泄漏介质共存形成相平衡的特殊性能,完成固化过程,达到堵漏密封的效果,由这种动态密封技术建立的新结构具有良好的使用寿命。该技术的主体材料是我国80年代初期独立研发的一种专用快速堵漏胶,适用于低压系统泄漏之后的动态密封,无需配合使用复杂的工夹具,其主要优点蕴藏在快速堵漏胶独特的配方配比上。该方法包括热熔胶填塞粘接法、堵漏胶填塞粘接法和注胶填塞粘接法等,具有着施工简便、应用范围广、安全有效、可拆性好和借助注射工具可处理高压介质泄漏的特点,其适用压力小于0.2MPa,其处理温度一般小于200℃,适用于常压或静压设备及管道的堵漏。
2)顶压粘接法 顶压粘接法(见图3)是借助大于泄漏介质压力的外力,首先使泄漏止住,然后对泄漏缺陷区域进行必要的处理,如除锈、去污、打毛、脱脂等工序,使之满足粘接技术施工要求,再利用胶黏剂的特性进行修补加固。由于胶黏剂都有一个从流体变成固体的过程,须让胶黏剂在没有泄漏介质干扰的情况下完成固化过程,即粘接过程要在泄漏介质止住之后进行。该方法的适用压力小于6.0MPa,处理温度小于400℃,适用于修补焊口、弯头、三通、法兰等小孔或微孔的泄漏。
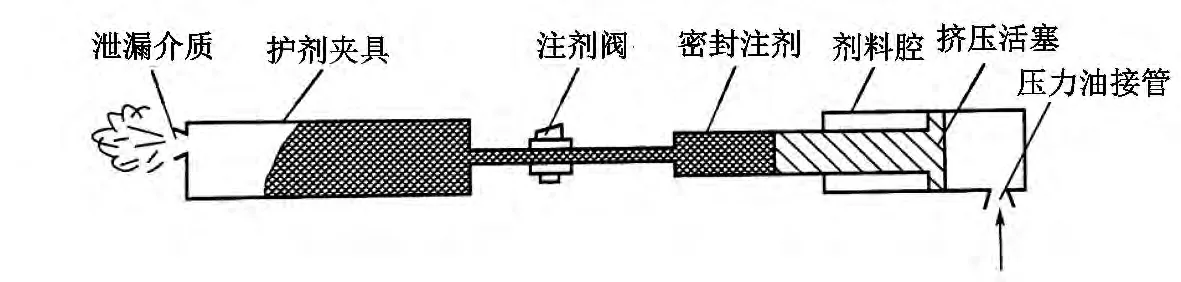
图2 注剂式带压堵漏技术原理
3)紧固粘接法 紧固粘接法根据泄漏缺陷部位设计和制作紧固卡具,拧紧螺栓产生大于泄漏介质压力的紧固力,从而堵住泄漏,再用胶黏剂或堵漏胶进行修补加固,实现带压堵漏的目的。可用于压力小于4.0MPa的场合,处理温度小于400℃,适用于圆形等形状固定的泄漏点。
4)引流粘接法 引流粘接法(见图4)是将根据泄漏缺陷外部形状制作的具有极好降压、排放泄漏介质作用的引流器粘在泄漏部位上,将泄漏介质排放到作业区域以外,待胶黏剂充分固化后,关闭引流器的阀门,即可止住泄漏。该方法具有实现堵漏过程比较容易、经济实用、作业简单及可用于民用的特点,其适用压力小于1.0MPa,处理温度小于300℃,适用于腐蚀产生的特殊泄漏点。

图3 顶压粘接法模型示意图

图4 引流粘接法示意图
5)磁力压固粘接法 磁力压固粘接法是借助磁铁产生的强大吸力,使涂有胶黏剂或堵漏胶的非磁性材料与泄漏部位粘接,后续再加固补强,达到止漏密封的目的。适用于磁性材料发生的泄漏,同时具有作业简单、有一定的适用范围、经济实用的特点,可用于钢、铁等磁性材料设备、管道上出现的泄漏,介质压力小于2.0MPa,处理温度小于150℃。
6)T形螺栓法 T形螺栓法是利用T形螺栓的独特功能,借助粘合剂的配合,将其自身固定在泄漏部位的内外壁面上,然后通过调整螺栓的紧固力实现带压堵漏。有内贴式和外贴式2种操作方法,适用压力为低压,适用温度没有要求,且只能用于孔洞大,压力低,介质为水、空气、煤气等的容器、管道所出现的泄漏。
2.3 带压顶紧式密封技术
带压顶紧式密封技术是借助顶紧材料或工具在泄漏缺陷上产生大于泄漏介质压力的人为外力,从而使泄漏停止,原理类似紧固粘接法,但方法不同。具体方法包括紧固法、塞楔法和气垫止漏法,其基本原理类似,不同之处在于堵漏材料的使用。紧固法是通过较大的紧固力,配合使用特殊的密封材料,可以是橡胶、石棉橡胶板或石墨材料等;塞楔法(图5(a))是将具有大韧性的金属、木质或塑料等的材料挤塞入泄漏孔洞或裂缝内,目前国外已有多种尺寸规格的标准规范化木楔,专用于处理裂缝及孔洞状的泄漏事故;气垫止漏法(图5(b))是将气垫或气袋固定在泄漏口处,利用充气后的鼓胀力,压住泄漏口。该技术多用于处理温度小于120℃,压力小于0.3MPa,且具备一定操作空间的泄漏。

图5 带压顶紧式密封技术示意图
3 动火堵漏技术
动火堵漏技术,即堵漏作业过程中借助了明火的条件,主要是指带压焊接堵漏技术。燃气输配管道的输送介质为天然气,为易燃易爆气体,在泄漏动态状况下进行补焊将严重威胁施焊人员的人身安全;同时,没有完全凝固的熔融金属极易被泄漏燃气吹跑,因此,带压焊接技术在很长一段时间一直被认为是禁区。但考虑到燃气输配管道材质为金属,不动火堵漏技术“治标不治本”,只能暂时性的起到补漏作用,达不到长期有效的目的。因而,如果能够将管道介质放空和置换,焊接法是最理想的金属管道泄漏堵漏方法,杨永磊[14]等凭借自身丰富的焊接经验总结了一些带压焊接堵漏技术要点。韦占江[15]等运用实践经验,得出面对管线穿孔问题时,能达到有效堵漏的焊接方法。
早在50年代末期,我国钢铁行业的工人师傅,凭借多年的工作经验及对各种泄漏缺陷的细致观察,逐步摸索和完善出一种“带压焊接密封技术”这种技术对于具有良好可焊性的金属容器及管道上出现的泄漏缺陷,可以在动态的条件下迅速加以消除,当时人们把这项技术称之为顶压焊技术。这项技术为我国钢铁行业消除了许多可能发生危害生产的泄漏事故。进入80年代,这项技术在理论上和实践上进一步得到巩固和提高。目前该技术由逆向焊接法和引流焊接法2部分内容组成。
管道带压焊接堵漏是借助熔化的金属作为填充材料将裂纹连接成整体的焊接接头或在可焊金属的泄漏位置上加焊一个封闭结构,从而达到重新密封的目的。焊接法应用极为广泛,它具有处理效果好、适应范围广、寿命长、质量可靠等优点,能将管道功能几乎恢复到最初的状态。对于直接在管道上施焊补漏,要求的条件比较严格,需提前做好一切安全防护措施,再对管道进行泄压,相关燃气管道带压焊接操作规程规定必须保证管道压力控制在100~300Pa范围内,另外对焊接的人员技术水平要求比较高,需要丰富的焊接经验,方可进行相关操作。
4 带压堵漏技术发展趋势
众所周知,中高压燃气管道所用材质都是金属材料,并随着流动介质压力的升高,管道材质的韧性、强度都会有大大地增强,这给带压堵漏作业带来了巨大的挑战。如何在不停输情况下对燃气管道进行安全堵漏作业,是目前国内外燃气运营商生产中面临的主要难题。高李等[16]进行了高压管道抢修卡具的优化设计研究,阐述并介绍了新型对开式高压管道卡具,这对未来新型抢修器具的研制奠定了基础。分析总结当前国内外输气管道带压堵漏技术,对于新型燃气管道带压堵漏技术的研发有着很好的前期指导作用,该新型堵漏技术需要具有以下基本特点:
1)适用性广,可在较大压力、温度范围内使用,满足由于意外事件造成管道破裂、在施工空间小的条件下,高效率抢修受损管道,同时适应特殊的工作环境和要求。
2)操作安全可靠、灵活快捷,不需要系统停机、不需泄压,不损害设备的安全性和使用寿命。
3)能够高效、快速地堵漏,消除泄漏时不动火,不破坏设备或管道的原有结构,新的密封结构易拆除,能为以后的设备检修提供方便。泄漏部位不需做任何处理,带温、带压操作,方法简便。
4)实现长久堵漏,降低二次泄漏隐患,堵漏效果好。
笔者认为,在未来城市中高压管线堵漏技术中,焊接法将会是一种具有长远前景的方式,值得进行系统深入的研究。
[1]邓志彬,袁宗明,杨振声,等 .带压堵漏技术及其在油库中的应用 [J].油气储运,2010,29(3):204~205.
[2]苏忠杰,吴莹 .带压堵漏技术在燃气抢修的应用 [J].煤气与热力,2013,33(5):71~74.
[3]高顺利,颜丹平,于燕平,等 .城市燃气输配管网不停输堵漏技术的研究 [J].城市燃气,2008(7):19~22.
[4]孟军政 .石油天然气管道泄漏的快速封堵 [J].油气田地面工程,2009,28(7):83~84.
[5]王永 .化工管道的带压堵漏处理技术 [J].管道技术与设备,2012(6):33~35.
[6]薛挺 .高压堵漏工艺的发展 [J].科技与企业,2014(20):106~106.
[7]范树孙,柯洪刚 .城市燃气管网不停输堵漏技术与工艺研究 [J].中国新技术新产品,2014(19):99~99.
[8]王忠平,陈思 .带压堵漏技术和管道补强技术在燃气管网抢修的联合应用 [A].贺明健等 .2013中国燃气运营与安全研讨会论文集 [C].2013:437~446.
[9]尹国耀,屈文理 .管道泄漏带压封堵技术 [J].石油工程建设,2000,26(1):54~55.
[10]田宝恩,马佳杰,秦建合,等 .油库管道快速堵漏实用技术 [J].油气储运,2013,32(9):971~975.
[11]饶志,康宁 .带压粘堵技术在石化生产装置中的应用 [J].化工管理,2014(33):100~101.
[12]王皓,焦维光 .带压粘接密封技术在石化大型装置维修中的应用 [J].粘接,2006,27(2):59~60.
[13]马世宁,李新 .应急维修技术(续一)——快速粘接堵漏技术 [J].中国修船,2003(2):38~40.
[14]杨永磊,王琼,高春荣,等 .浅析带压管道的焊接堵漏 [J].焊接技术,2006,35(6):68~70.
[15]韦占江,胡荣,岳爱民,等 .输油管道带压堵漏技术 [J].内蒙古石油化工,2011(19):107~108.
[16]高李,梁政 .高压管道抢修卡具的优化设计 [J].油气储运,2013,32(7):740~744.
