HLA835a转轮裂纹情况分析及处理
2015-12-01刘国章
刘国章
摘 要:枫树坝水电厂水轮机增容改造运行3年后,2007—2013年转轮叶片均出现了较严重的裂纹。针对叶片裂纹,结合运行、设计制造、水力特性等对其进行分析,提出裂纹处理方案和控制裂纹的措施。
关键词:水电厂;HLA835a转轮;叶片裂纹;裂纹消除
中图分类号:TK730.3+23 文献标识码:A DOI:10.15913/j.cnki.kjycx.2015.21.093
1 机组概况
枫树坝水电厂位于东江上游干流,广东省龙川县境内,是以发电为主、兼具防洪和调度补水功能的综合枢纽工程。流域面积5 150 km2,水库为不完全年调节。正常高蓄水位166 m,发电消落水位147 m。坝内式厂房装有2台100 MW的混流式机组,一号水轮机型号为HLA83a-LJ-417,由哈尔滨电机厂有限公司生产,转轮叶片材料为ZG00Cr13Ni4Mo,13个叶片。机组额定转速为136.4 r/min,设计额定水头为61 m,采用短管和大轴中心自然补气方式,于2004-06-30改造后投产。
2 近3年转轮叶片裂纹情况统计
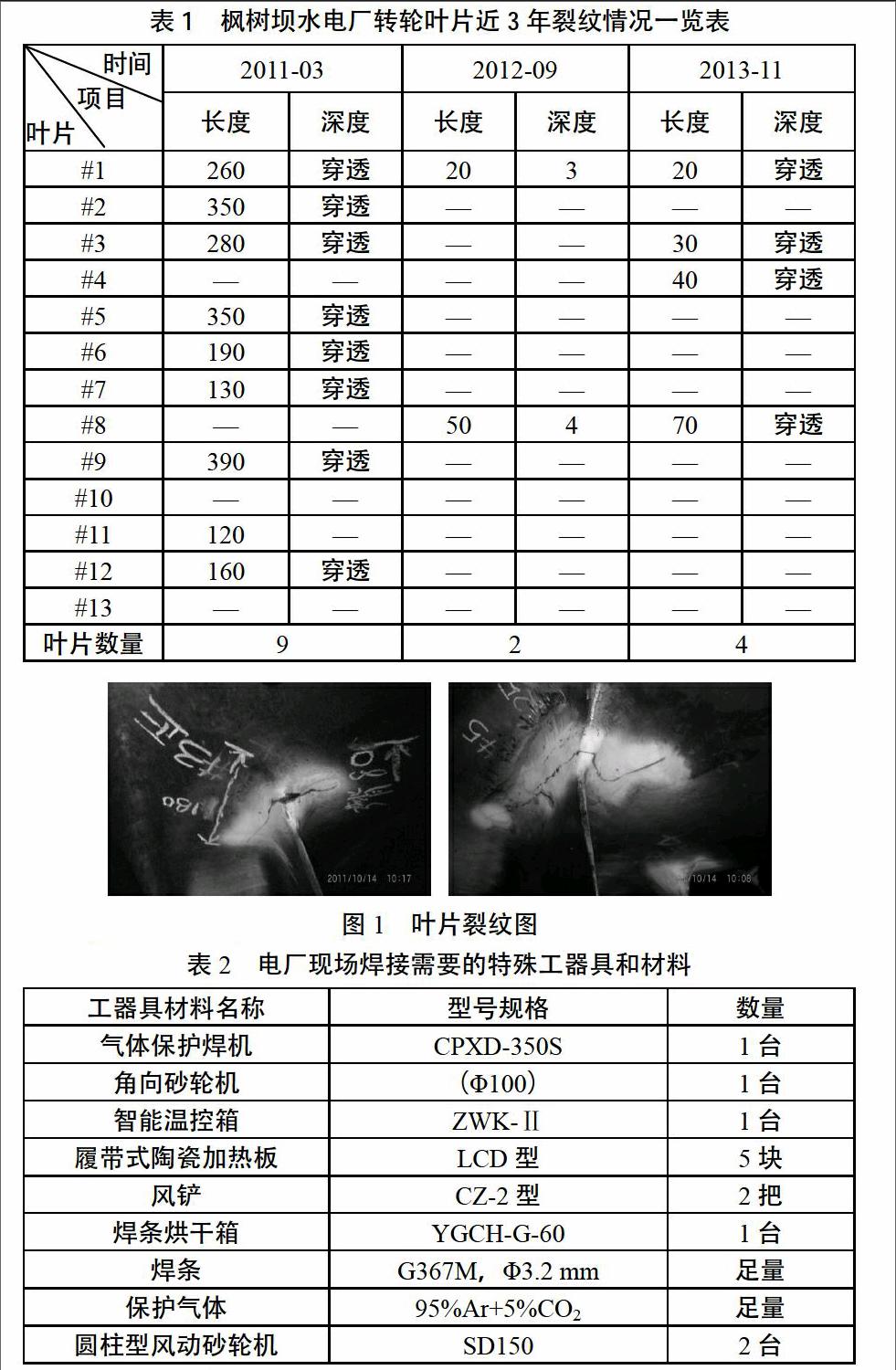
近3年转轮叶片裂纹情况统计结果如表1所示。转轮叶片裂纹如图1所示。
图1 叶片裂纹图
3 裂纹情况分析
根据国内大中型水轮机的运行统计,转轮出现裂纹的情况是相当普遍的,特别是叶片形状近“X”形的转轮,几乎很难避免。从裂纹产生部位来看,主要集中在叶片出水边较薄弱的地方,包括上冠和下环薄弱部位。本厂裂纹部位为靠近上冠出水边的“T”头焊缝处,多为穿透性疲劳裂纹,且多数重复出现。
4 转轮裂纹的主要原因
4.1 不利工况影响
根据2007—2010年度一号机组的运行负荷和时间统计分析,机组在45%Pt负荷以下运行时间超过50%,机组经过高水头和低水头长时间运行,存在10~45 MW的振动区,机组运行需要AGC投入运行。由于机组台数少,AGC避振运行难以实现,大部分运行水头段低负荷,机组无法避开振动区运行。
4.2 水轮机的水力特性和力学特性
水轮机在低水头、低负荷区运行时,由于叶片的出口正环量较大,进口边背面易脱流,因此转轮在该区易产生较强的涡带;在高水头、低负荷区,叶片的出口负环量较大,叶片背面脱流更大,因此转轮在该区域易产生较严重的叶道涡。在涡带工况产生的交变应力作用下,叶片会产生疲劳性裂纹,并扩展造成穿透性裂纹。
通过转轮建模分析,应用有限元强度计算,转轮在节径为1时,水中频率为30.57 Hz,与叶倍频数值f=nZ/60接近,易引起该部位的共振,产生疲劳破坏。
4.3 设计和制造不足
由于转轮叶片扭曲近似“X”形,其特点为过流能力强、效率高、适应水头变幅大,但叶片出水边较薄,出水边厚度为16~20 mm,叶片相对单薄,强度不足。同时,在不利工况下,转轮室真空负压区域自然补气困难,压力脉动和涡带等不利水力因素无法得到改善或消除。
检修时,发现叶片焊接区域存在较多的夹渣情况,说明转轮制造过程中质量控制不严,降低了焊接部位的疲劳强度。转轮在不利工况中运行时,易在交变应力作用下产生裂纹。
5 修复方案
5.1 需要的设备
除所需的常规焊接设备外,电厂现场焊接需要的特殊工器具和材料如表2所示。
5.2 返修工艺重点
返修工艺主要包括:①根据PT探伤检验结果,采用碳弧气刨的方法处理裂纹缺陷。清除裂纹区域,并修磨成可焊接的坡口。气刨前,要将工件区域预热至约130 ℃,将气刨表面打磨出金属光泽。气刨过程中,要防止裂纹扩展现象。②将待焊区域范围内的油、锈、水等有害杂质清除干净,然后按ASME标准进行UT探伤,直至确认无缺陷方可开始补焊。③焊前预热。待焊区域及附近要先预热,预热温度要在130 ℃以上,层间温度不高于260 ℃。④焊接方法为熔化极气体保护焊。⑤焊接工艺要求。电压为20~32 V,电流为90~120 A,运条速度为60~200 mm/min。⑥焊接时采用多层多道焊,除第一层和最后一层焊道外,逐层焊接后应通过锤击消除应力。⑦焊后清理杂物,打磨气刨表面,并按ASME标准进行PT探伤,直至确认无缺陷为止。
5.3 注意事项
注意事项包括:①修复焊条选用G367M。②焊条使用前需烘干。烘干后,存放在120 ℃焊条保温箱备用。③穿透性裂纹气刨时,需将一侧刨至焊缝厚度的约2/3再焊接。焊完后,再在另一侧气刨余下的1/3,再焊接完。如果发现缺陷,则要及时消除,并做UT探伤检测。另外,采用交替焊接控制变形。
6 改善和消除裂纹的控制措施
改善和消除裂纹的控制措施主要有:①改善机组的运行工况。在全面振动区的测试基础上,与调度机构协商好,在监控系统AGC程序中设置避开振动区运行的水头和对应负荷区,避免不利工况对转轮叶片产生损害。②加强对转轮叶片修复中焊接质量的监督管理,严格按焊接工艺方案作业,确保焊接修复的质量。修复叶片时,适当加厚焊接区域叶片出水边的厚度。③补强叶片,即在叶片出水边加焊三角块,以增加强度。④在试验计算的基础上,增设转轮顶盖强迫自动补气装置,消除叶道涡和涡带引起的水力振动等诱发裂纹产生的不利工况。
7 结束语
转轮裂纹的成因较为复杂,我们应通过分析,找出主要原因,然后采取有针对性的措施加以解决。电厂通过加装三角块补强,改善自然补气结构,转轮叶片运行超过1年也未发生裂纹损害。
〔编辑:王霞〕
