冲压振动机去毛刺设计
2015-11-30洪建波
武 威,洪建波
(广东白云学院机电工程学院,广东广州 510450)
冲压振动机去毛刺设计
武 威,洪建波
(广东白云学院机电工程学院,广东广州 510450)
如手机壳等产品,从压铸机打出来已有毛刺,这将影响生产效率及产品外型和喷涂加工。对冲压振动机去毛刺的振动气缸做出设计,并实现通用化。通过对手机壳加工比较,实现去毛刺处理,最终提高加工效率和保证产品质量。
冲压振动机;气缸;去毛刺
电脑、手机等高端产品在人们生活中占据的位置越来越重要,这些产品的成型,毛刺成了阻碍,用人力去除这些产品孔槽的毛刺不但劳动强度大,还可能造成产品的外形精度达不到客户的要求。去毛刺机是通过机械去除毛刺的工艺。其不仅可以去除毛刺,还能保证产品精度,提高生产效率以及产品质量[1-2]。
本文提出一种适合手机键产品加工去毛刺工艺的设备——手机键冲压振动去毛刺机。其保证前面压铸、机加工后的外形及保证后续防氧化、喷涂的表面处理的精度要求,符合客户的需求[3]。本文选用气压驱动,实现连续控制,采用气缸夹紧,振动器从横向提供外力,从而达到去除毛刺的目的。
1 气缸设计
本设计需要两个气缸,气缸1的作用是实现压块以及刀具的纵向移动,气缸2为振动气缸,其作用是实现去除毛刺时所要提供的横向力,当装有刀具的压块与产品接触时,提供横向的振动力以达到去除毛刺的作用。对气缸结构的要求一是重量轻,动作灵活、运动速度高、节约材料和减少运动的冲击,二是要有足够的刚度以保证运动精度和定位精度。气缸设计流程如图1所示。
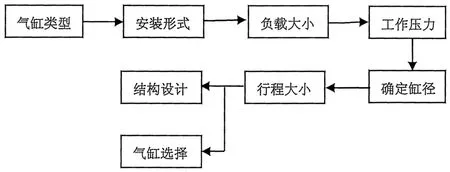
图1 气缸设计流程图
根据气缸类型选择安装形式,根据负载大小和工作压力确定气缸直径,确定行程大小进一步确定气缸及其结构。本文采用双作用单活塞缸。
1.1 负载力
本文选用型号为SF10×5×20的弹簧,由于选择100万回的使用次数,因此荷重约为78.5 N。共用到10个同类弹簧,所以弹簧总力为785 N。
由于刮刀与产品接触时,是有摩擦力的,每个点的摩擦力估算为11 N,总摩擦力大约为200 N。因此,总的负载力估算为985 N。
1.2 气缸行程用力计算[4]
根据气缸推力要求,选定气缸压力参数及缸径尺寸,气缸推力计算公式:

气缸拉力计算公式:

式(1)、(2)中:D为气缸活塞直径(cm),d为气缸活塞杆直径(cm);P为气缸的工作压力(kgf/cm2);F1、F2为气缸的理论推拉力(kgf)。上述出力计算适用于气缸速度为50~500 mm/s的范围内。气缸以上下垂直形式安装使用,向上的推力约为理论计算推力的50%。气缸横向水平使用时,考虑惯性因素,实际出力与理论出力基本相等。确定工作的移动距离,考虑工况可选择满行程或预留行程。当行程超过推荐的最长行程时,要考虑活塞杆的刚度,可以选择支撑导向或选择特殊气缸。根据需要选择缓冲形式,气缸缓冲为无缓冲气缸,无给油润滑气缸[6]。
1.3 纵向气缸的设计计算与校核
设计任务要驱动的负载大小约为15 kg,考虑到气缸未加载时,实际输出力受气缸活塞和缸筒之间的摩擦、活塞杆与前气缸之间的摩擦力的影响,并考虑带有刀具压块的质量。在研究气缸性能和确定气缸缸径时,常用到负载率β:

运动速度v=3 m/min=50 mm/s,取β=0.60,所以实际负载大小为:

(1)气缸内径

式(5)中,F为气缸的输出拉力;P为气缸的工作压力;按照GB/T2348-1993标准进行圆整,取D=80 mm。
(2)活塞杆直径的确定[5]
由d=0.3 D,估取活塞杆直径d=25 mm。
(3)缸筒长度的确定
缸筒长度:

式(6)中,L为活塞行程;B为活塞厚度。活塞厚度B=(0.6~1.0)D=56 mm,由于气缸的行程L=800 mm,所以S=886 mm。
导向套滑动面长度为25 mm,最小导向长度为80 mm,因此活塞杆的长度为961 mm。
(4)气缸耗气量的计算
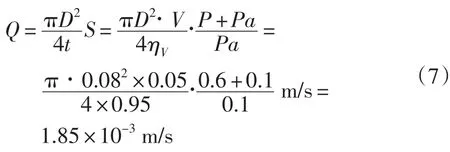
1.4 冲压振动机气缸
本文选用SMC公司CXS(ϕ6~ϕ32)中的气缸。
气缸理论输出力计算[6]:
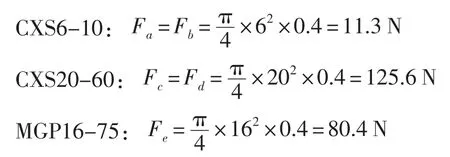
由于45号钢的密度为7.85 g/cm3,BASE夹紧块最大重量为0.9 kg,F=5 N且有导轨分力,所以选用CXS6-10。
由于工业镁中有很多不同的物质在里面,因此工业镁的密度为1.82 g/cm3,BBN插板最大重量为0.57 kg,F=5.7 N所以用CXS20-10[7]。
所需推起的最大重量为2 kg,F=20 N所以用MGP16-75足够。
2 模架的设计[8]
2.1 模架高度的设计
考虑到工作时人坐在工作台旁边,整个机架要做到50 cm左右。
整个机架的结构为,最上方是气缸,提供压力使工作系统可以紧紧压住。然后是一个固定架子,固定架子下方紧挨着一个活动支撑架,此架子与带有刀具的上模紧紧结合,靠上方气缸提供动力。下模固定在架子最下方的固定架上。下模的右边装有气压振动气缸,为去毛刺提供基本的振动力。
除去气缸所占的高度比后,整体上下模及固定架的高度为35 cm左右。
2.2 上模结构设计
上模由一块底板,一块固定板,若干弹簧和刮刀组成。底板装有若干刮刀,当气压开启时,工作系统开始运作,气缸推动上模运动,直至与产品表面接触。所有刮刀都必须与产品需要去毛刺的地方接触。因为弹簧的关系,刀具会有反向作用力,以确保产品表面不会被压坏。
2.3 下模结构设计
下模下方连接底座,用螺丝把下模与整个模型结构锁起来。下模的三个方向都有一个块,每个块里放有橡胶弹簧,其作用是当振动过后复位,保证下次振动的位置不会偏离太多,可以做到循环工作。
除了三个方向的复位块,还有一个方向连接振动气缸。此气缸通过螺栓把下模与其紧紧相连,当气缸作用时,其往复的振动力会带动下模作用,上模的刮刀保持不动,靠着振动力去除产品的毛刺。
3 通用化设计
通用化只需把下模的定位做好,对每个不同产品可以避空好,用面接触来使产品与下模接触,便是做冲模的下模。而上模可以对应每个产品的毛刺位置,把刮刀的位置做到对应去毛刺的地方。
相当于通用化就是做一个冲模的下模,上模做到可以放刮刀的位置对应毛刺位置即可完成通用化[9]。设计的上下模简图如图2所示。
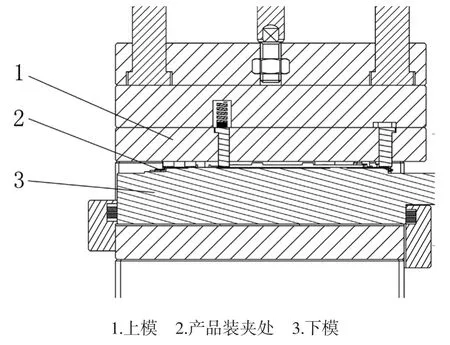
图2 设计上下模简图
4 电控设计
当冲压振动机装配好后,必须做到振动时间相同,所以,要加一个电控系统对其进行时间控制。
当同时按下按钮后,冲压振动机便会工作,标准气缸提供推力致使产品被夹紧,此时用的时间最多1秒。然后振动气缸提供振动力,对产品进行去毛刺,振动7秒后,会自动恢复到无夹紧状态,每个工位都会停止工作。要注意的是,夹紧后,需通过7秒的时间恢复到无夹紧状态,不能通过手动控制按钮来控制,电路控制原理图如图3所示。
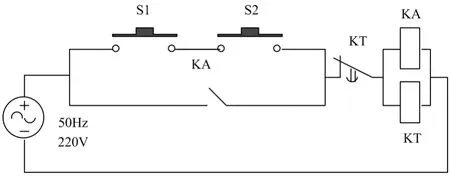
图3 电控原理图
(1)手同时按下按钮S1和S2后,气缸提供推力,开始夹紧。KA和KT线圈通电,KA常开触点闭合实现自锁,夹紧后,双手松开按钮是无效的,仍夹紧。
(2)开始夹紧后,振动气缸提供振动,KT线圈通电后,延时7秒,KT的常闭开关断开,切断电路,自动恢复无夹紧状态,相当于振动气缸共振动7秒,7秒后为停止状态。
KA通电后控制电磁换向阀实现气缸进出气的换向,进而实现夹紧及振动功能。
5 实验
如图4所示为去毛刺前后对比结果图,左边为未去毛刺,右边为去毛刺处理后,由此证明本设计实现去毛刺处理。

图4 去毛刺前后对照图
6 总结
本文根据去毛刺机的设计参数,对冲压振动去毛刺机工艺中的系统部件进行了计算和设计,并对相关机构进行了校核。设计对去毛刺前后进行对比,实现利用机械代替人力去除产品面上的毛刺,提高效率和产量,保证产品精度。
[1]陈镇宇,王贵成.毛剌的研究现状及去除技术[J].现代制造工程,2004(2):126-128.
[2]张惠生.机械零件去毛刺工艺的现状与发展[J].北京建筑工程学院学报,2001(4):58-63.
[3]徐支凤.机械零件毛刺去除工艺现状[J].机床与液压,2010,38(8):111-113.
[4]烟台气动元件厂.气缸使用说明书[Z].1989.
[5]成大先.机械设计手册-气压传动[M].北京:化学工业出版社,2004.
[6]李伟.气缸缸压的测量[M].北京:机械工业出版社,2010.
[7]苏翼林.材料力学:第二版[M].北京:高等教育出版社,2001.
[8]杨黎明,杨志勤.机械设计简明手册[M].北京:国防工业出版社,2008.
[9]王咏梅,李春茂,张瑞萍,等.Pro/engineer Wildfire 5.0中文版基础教程[M].北京:清华大学出版社,2011.
Deburring Design of Stamping Vibrator
WU Wei,Hong Jian-bo
(Electro-Mechanical School,Guangdong Baiyun University,Guangzhou 510450,China)
Magnesium products such as mobile phone shell from the die casting machine had burr,this will affect the production efficiency,the product appearance and spray processing.In this paper,the vibrant cylinder of stamping vibrator for deburring have been designed and generalized.Based on the comparison of mobile phone shell processing,the deburring processing have been realized,it finally improved processing efficiency and ensured the quality of products.
stamping vibrator;cylinder;deburring
TH69
A
1009-9492(2015)10-0036-03
10.3969/j.issn.1009-9492.2015.10.009
武 威,女,1984年生,黑龙江齐齐哈尔人,硕士。研究领域:机电一体化,智能检测与控制技术及虚拟仪器。
(编辑:阮 毅)
2015-04-30
