提高客车段修效率因素探讨
2015-11-25宋丛丽
宋丛丽
(中铁第四勘察设计院集团有限公司,武汉 430063)
提高客车段修效率因素探讨
宋丛丽
(中铁第四勘察设计院集团有限公司,武汉 430063)
铁路客车采用的关键技术发生了日新月异的变化,而既有客车段的工艺布局、工装设备配置等方面均很难适应其配属客车的段修任务。为实现客车检修资源的集中使用,形成规模效益,急需对影响客车段修效率的因素进行深入研究。通过介绍25型主型客车段修修程及主要部件的主要工艺流程,分析影响主要部件段修效率的因素,并对轮轴检修、转向架检修、车体油漆等作业节拍进行分析,提出客车转向架检修采用定位修与部分移动式流水作业相结合作业方式,得出提高客车段修作业效率的主要工装设备配置。
铁路客车;修程;工艺流程;效率;节拍
1 概述
受经济发展阶段制约,为满足多元化的旅客运输服务需要,“高速动车+普速客车”这种运输产品结构将会在短期甚至相当长的一个时期内存在。
根据目前全路各车辆段配属和台位情况以及考虑到随着全路高速及客运专线铁路的大规模建成,客车段的配属客车不会大规模增加。要实现检修资源的集中使用,形成规模效益,目前基本形成一个铁路局设置一个客车段的布局。而既有客车段的工艺布局、工装设备配置等方面均很难适应其配属客车的段修任务,急需对影响客车主要部件段修效率的因素进行分析,从而找到与段修能力相匹配的主要工艺设备配置。
2 25型客车结构特点
25型客车系列结构特点有:车体为全焊接结构,由底架、侧墙、端墙和车顶四部分组成。车体钢结构材料为高强度、耐腐蚀的低合金钢。车体结构为无中梁无压筋的薄壁筒形结构,其中底架、侧墙和车顶形成一个封闭筒形结构,底架为无中梁结构,侧墙为平板无压筋结构,车体承载方式为整体承载式。车辆定员较多,构造速度较高,具有良好的舒适性和安全性。车辆均采用集中供电方式、车顶单元式空调装置和电热装置。采用低磨耗、低噪声的风挡及橡胶风挡和密封式风挡。结合我国国情特点和铁路运输使用情况,目前25G型车和25K型车已成为25型客车中各路局的车辆运用、检修比例最大的车型。25型主型客车参数详见表1。

表1 25型主型客车参数
3 25型铁路客车段修修程
目前,我国铁道车辆的检修制度是以客车质量可靠性为基础,以使用效率为优先,建立以“走行公里为主、时间周期为辅”的计划预防性检修制度,计划预防性检修制度分为定期检修和日常维修两大类。车辆在实行定期检修的基础上,逐步扩大实施状态修、换件修和主要零部件的专业化集中修,以实现“大幅度提高客车检修质量,大幅度提高客车安全系数,大幅度压缩维修休时,提高客车使用效率”为目的,充分满足铁路运输需要。
25G型客车为非提速客车,其段修修程为60万km段修,周期为运行60万km(±20万km),或上次段修及以上各修程2年。提速客车25K型客车段修修程包括A2级修程和A3级修程。
(1)段修库停时间
非提速及提速客车段修库停时间详见表2。
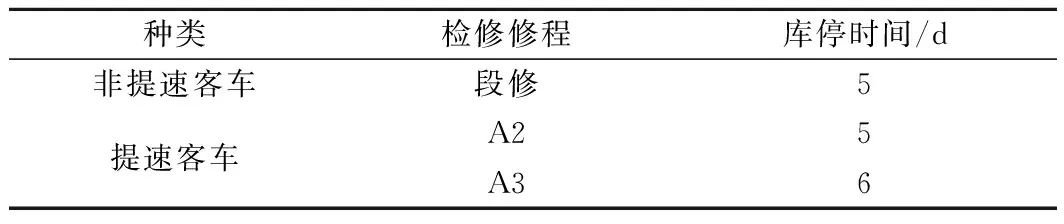
表2 非提速及提速客车段修库停时间
(2)段修修程检修内容
非提速客车的段修周期介于提速客车的A2、A3级段修之间。一般地,为压缩休车时间,提高客车使用效率,一般A2级修放在具有段修能力且临修条件好的客车技术整备所内临修线上进行,车辆段内主要进行A3级修。故可将非提速客车段修与提速客车A3级修段修工艺合并进行分析。
4 客车段修工艺流程及效率分析
4.1 段修工艺流程
根据25型主型客车构造特点并结合A3级修程检修内容,分析得出客车段修工艺流程如下:
车辆入线交接→车辆预检→整车外部冲洗及除锈→预修台位初步施修→架车检修、分离配件→配件检修、试验→组装→落成检查→整车油漆→检验→交验、交接、出库。
各检修台位包括预修台位、架修台位、油漆台位和交验台位。
4.2 主要部件工艺流程及效率分析
(1)车体检修工艺
①检修工艺
25型客车车体钢结构均为全钢焊接结构,由底架、侧墙、车顶和端墙等四部分焊接而成。车内设备采用一系列新技术、新结构、新设备,如空调装置、车门集中遥控、集中轴温报警、电热取暖、集中供电、电器防滑器等。
②效率分析
车辆预检、整车外部冲洗及除锈、车体架车等台位的布置位置及检修地沟的设置直接影响到车体检修效率。理想的车体检修流程,即预修台位与段修台位能力相配套,设置在架车台位前,在预检棚内完成整车外部冲洗、除锈以及初步施修工作。冲洗台位应具有良好的排水条件。根据车体检修工艺流程,其段修必须配备的关键设备有高压水冲洗机、等离子切割机、打磨除尘等专用工具、电动架车机、钩缓拆装小车、制动缸分解组装机、微控列车试验器等。
(2)转向架检修工艺
①检修工艺
客车转向架作为支撑客车车体并担负客车走行任务的部件,其结构的合理性、动力性能的好坏等直接影响着客车的运行平稳性及运行速度。
客车转向架基本结构由轮对轴箱装置、中央弹簧悬挂装置、构架、基础制动装置、转向架支承车体装置等组成。
转向架检修工艺包含转向架分解、构架、摇枕及附件、摇枕吊杆及附件、弹簧托梁、空气弹簧、钢弹簧、侧滚扭杆、牵引拉杆、旁承及中心销、油压减振器等检修工艺。
②效率分析
客车段转向架检修具有批量小,品种多的特点。由此决定了客车转向架检修工艺宜采用定位作业方式。该种作业方式存在总体设计缺陷、设备专业化程度不高等问题,由此影响了转向架检修效率。若将定位修与部分移动式流水作业形式结合起来,势必会大大提高转向架检修效率。所谓部分移动式流水作业,即由输送小车将转向架各部件传送到检修工位,工人、设备和工装位置固定,转向架经过分解、除锈、检修、试验、组装等各道工序后,完成检修工作。
转向架检修应具备的主要工装设备如下。
①转向架大分解组装机:四柱式架起构架,两侧设移动式机械手拆装弹簧,适用于206、209、CW系列等转向架轮对的分解和组装。
②转向架分解组装机:方形四柱顶升式,分解时将构架组成放在4个顶头上,四柱同步升降,采用液压驱动,适用于各种客车转向架分解或组装要求。
③翻转设备:构架(摇枕托梁)翻转机,四点夹紧方式夹固工件,双柱旋转升降臂结构,回转范围180°,夹紧及回转设液压锁,采用机械与液压联合驱动,方便检查焊修裂纹和导柱的检测修理,适用于206、209、CW系列等构架翻转检查工作。
④探伤设备:专用电磁探伤机,适用于各型转向架零部件的探伤要求。
⑤焊接设备:二氧化碳气体保护焊机、手工电弧焊机,满足各型转向架零件焊接和裂纹焊接的要求。
⑥抛丸除锈设备:工件两点悬挂方式进行抛丸,工件表面清理后达到磁粉探伤要求。适用于各种构架摇枕托梁抛丸除锈工作。
⑦喷漆烘干机:防锈底漆和面漆的喷涂和烘干。适用于各型转向架构架及零部件。
⑧检测设备:
a.激光导柱测距仪:适用于206、209、CW系列等构架弹簧导柱距离测量。
b.转向架模拟综合试验台:四柱框架结构,中部上横梁下面设置加载系统,压力范围100~300 kN,可调节荷载大小和位置模拟心盘承载或盘承承载,并可进行偏载试验。
⑨移动小车:用于对构架及摇枕组成的工序进行传递。车后部设开关,脚踏即走,抬脚即停,并可遥控方式跟踪行走。
其中转向架分解、三大件抛丸除锈、检查加修以及油漆等工序为检修效率的主要控制节点。
(3)轮轴检修工艺
①检修工艺
轮轴检修工艺包含轮对、制动盘、轮辋、滚动轴承等检修工艺。
②效率分析
轮对检修采用流水作业方式,一条流水线配备的主要设备有轮对自动检测系统、轴颈自动检测装置、轮对、轴承、轴箱分解设备、温控感应滚动轴承内圈退卸加热器、客车轮对除锈机、轴颈清洗机、轮对专用磁粉探伤机、轮轴微机控制超声波自动探伤机、微机控制轮辋超声波探伤机、手动复探机、车轮车床、轮对数控动平衡机自动去重机床、油浴加热器、轮轴跑合试验台等。
一条轮对检修流水线的检修能力如下。
轮对各部尺寸检测工序:4 min/条;
轴颈自动检测工序:3 min/条;
轮对分解工序:5 min/条;
轮对除锈工序:5 min/条;
轮对磁粉探伤工序:8 min/条;
轮对超声波探伤工序:8 min/条;
轮辋超声波探伤工序:8 min/条;
制动盘超声波探伤工序:8 min/条;
手工复探工序:10 min/条;
轮对动平衡机自动去重工序:25 min/条;
轮对跑合工序:5 min/条。
综上所述,轮对从检测、探伤到跑合试验,最短检修时间为89 min。
工序中最长时间25 min,开工后89 min流水线完成第1条轮对检修作业,开工结束前89 min完成最后1条轮对检修作业。每天按7 h即420 min计,共修轮对为:2条+(420 min-89×2 min)÷25 min=12 (条轮对),即约3辆车。
由于探伤设备在检修开始前,每天必须进行检修前例行校验,实际轮对检修时间会更长。为保证资源整合后段修工作量“6进6出”的要求,可通过采用立体存轮场解决轮对存放问题。
(4)制动检修工艺
①检修工艺
制动检修包含阀体、制动配件、制动软管等检修工艺。
②效率分析
制动间需配备的主要设备有阀体抛丸机、配件精洗机、超声波清洗机、软管风水压试验槽、喷漆烘干机(含漆雾处理)、F8阀电空试验台、104阀电空试验台、三阀试验台等。制动阀体采用传送带传输以提高效率。
(5)钩缓检修工艺
①检修工艺
钩缓检修包含钩体、钩舌、钩尾框、车钩缓冲装置零配件、缓冲器等检修工艺。
②效率析
钩缓检修需配备的主要设备有:配件抛丸机、车钩分解台、车钩组装台、埋弧焊机 、钩舌S面铣床、磁粉探伤机、涂漆烘干机、车钩三态作业试验台等。车钩、钩尾框等采用传送带传输以提高效率。
(6)油漆工艺
①检修工艺
主要为车体外部油漆工艺。
②效率分析
随着铁道车辆涂装质量要求的不断提高以及人们环保意识的增强,要求建设铁路车辆喷漆室。喷漆室是涂装中重要的工艺设备,它将喷涂作业区限制在一定范围内,并提供适当的温度、湿度,形成良好的作业环境。
油漆库具备喷漆、烘干、流平三种功能。除在油漆库完成外墙一度喷漆、二度喷漆及烘干、流平作业外,车体油漆作业的其他工序均需在其他相应工位完成。一般采用干式喷烤漆室,保证喷涂质量,提高作业效率。
a.一度、二度喷漆时间:(30+20) min;
b.烘干流平时间:总计70 min。
调车作业、贴胶纸作业的时间40 min,每辆车完成喷涂作业大约需要160 min,按一班制作业,一台位油漆库的生产能力为2辆/d。
(7)空调、电器检修工艺
①检修工艺
空调、电器检修包含空调机组检修工艺、DC600V逆变器、充电器、单相逆变器、电子防滑器、轴温报警器、电器控制柜(箱)、应急电源、电开水炉、餐车冰箱及电气化厨房设备、车电附属装置等检修工艺。
②效率分析
空调、电器检修不成为控制车辆段修效率的节点。需配备的主要设备有:空调机组初试装置、超声波清洗装置、真空干燥装置、通风机与冷凝风机试验台、电机空转试验台、电器耐压试验台、空调机组试验装置、低压电器试验台、逆变器检测设备、DC600V地面电源轴、温报警器综合试验台、模拟老化试验台(含通讯测试)、防滑器试验台、应急电源试验台等。
5 结语
结合25型主型客车的关键技术和主要部件的结构特点,分析得出客车段段修主要工艺流程;提出了客车转向架检修采用定位修与部分移动式流水作业相结合作业方式,提高了转向架检修效率;并对轮轴间检修、转向架检修、车体油漆等作业节拍进行了分析,得出了与段修台位规模相匹配的检修流水线配置,以适应形势需要,真正实现管理信息化、装备现代化、检修专业化、检测智能化的要求,为更好地保障运输安全打下基础。
[1] 孙渝麟.关于客车检修制度改革的探讨[J].机车车辆工艺,2002(5):1-4.
[2] 吕良.标准化工作在客车检修线建设中的应用[J].铁道技术监督,2004(5):10-11.
[3] 傅小日.我国铁路客车转向架技术发展的概述[J].铁道车辆,2005(9):9-16.
[4] 杨月红.铁路客车检修作业故障管理系统的设计与实现[J].铁路计算机应用,2006(1):30-31.
[5] 王卫.浅谈铁路客车集成化设计技术[J].铁道车辆,2008(11):17-19.
[6] 温玉海.铁路客车车底取送作业流程优化[J].铁路运输与经济,2009(11):55-57.
[7] 陈建龙.25T型客车用转向架运用检修中存在问题的探讨[J].铁道车辆,2011(1):26-29.
[8] 黄津晶.25G型客车制动梁保险铁断裂原因及防止措施[J].铁道技术监督,2012,40(1):32-33.
[9] 王根胜.对我国铁路客车转向架的现状及未来发展情况分析[J].大科技,2012(10):171-172.
[10]铁道部运输局.铁运[2001]96号关于印发《25K型客车检修规程》的通知[Z].北京:铁道部运输局,2001.
[11]中国铁路总公司运输局.铁总运[2013]83号中国铁路总公司关于印发《加强检修工作的指导意见》的通知[Z].北京:中国铁路总公司运输局,2013.
[12]袁清武.客车构造与检修[M].北京:中国铁道出版社,2008.
An Approach to Factors to Improve the Efficiency of Passenger Car Maintenance
SONG Cong-li
(China Railway SIYUAN Survey and Design Group Co., Ltd., Wuhan 430063, China)
The key technologies used for railway passenger car have undergone rapid changes, while the existing process layout and equipment arrangement in the passenger car depot can hardly satisfy the repair tasks. Thus, it is urgent to study the factors influencing the efficiency of passenger car repairing. In order to achieve centralized resource employment and establish large scale economy, this paper analyzes the factors that influence the efficiency of maintenance of main components, and the processing pitch for maintenance of wheel-set, bogie and car body painting with reference to the maintenance schedule and main technological processes of components for 25 types of passenger cars in depot. And the repairing of bogies by means of fixed maintenance and partial movable flow processing is proposed, and the main equipments to improve maintenance efficiency are listed.
Railway passenger cars; Maintenance schedule; Technological process; Efficiency; Process pitch
2015-03-09;
2015-04-29
宋丛丽(1976—),女,高级工程师,2001年毕业于中国地质学院机械与电子工程专业,学士双学位,E-mail:tsyclsyx@163.com。
1004-2954(2015)11-0138-04
U279.3+3
A
10.13238/j.issn.1004-2954.2015.11.033