TOFD检验技术在多跨连续钢箱梁工程中的应用
2015-11-23吴纪东
李 伟 吴纪东
(郑州市市政工程总公司,河南 郑州 450007)
1 工程简介
郑州市北三环快速化工程Ⅱ标段西起规划路东侧、经文化路、渠西路、渠东路、鹤壁路,路段全长约1167米。在跨文化路、东风渠、和鹤壁路处受场地限制,以钢箱梁结构为主,分布在S线、N线主线桥及7个匝道(I、E、K3、K5、J6、L、M)上,共设计19联钢箱梁,总重约13296吨,钢箱梁全长2075.16m,钢箱梁高度为1.3~2.6m,宽度为7.8~20.8m,临时支架高度为6~21m。
2 工程重、难点分析
2.1 本工程与多项现浇混凝土桥梁穿插设置,需制定合理的安装顺序和安装方法。
2.2 主线桥钢箱梁(N33~N36、S33~S36)多处于既有城市立交桥两侧,与既有城市高架桥有干涉,需合理组织交通,做好交通疏导,确保道路行车安全。
2.3 处于文化路口两侧的上行、下行线匝道桥(L1、M1)线型复杂,K3、J6两联匝道桥跨越文化路,且位于交通繁忙路口,需制定严密的安装方案,确保交通安全,同时保证匝道桥的整体线型。
2.4 K5匝道为跨线匝道桥,横跨既有城市立交桥和本项目新建的主线桥,且线型为圆弧型,需与新建的主线桥安装顺序协调到位。
2.5 由于钢箱梁两支墩之间的距离较大,跨度越大,安装时各分段的安装精度都较高,测量工作要求严格细致,对各过程的监控须严密。
3 总体安装思路
本工程钢箱梁安装采用支架法安装。通过起吊设备按各节段顺序架设至临时支架上,调整节段高程、平面线形及节段间距,确认无误后,进行现场焊接,最终连成整体。
根据施工图纸及现场实际考察,S33-S38、N33-N38联主线及K3、J6、L、M、K5、E、I联匝道处于文化路互通式立交、跨东风渠桥及上下桥匝道上,主线桥与现状跨线桥、现状跨线桥与匝道相互交错,因此为保证钢箱梁吊装时汽车吊正常行驶与吊装,合理安排主线钢箱梁与匝道钢箱梁的吊装顺序:
①完成主线S(N)33、S(N)35、S(N)36主线钢箱梁的安装。
②完成跨文化路S(N)34、跨东风渠桥S(N)38主线钢箱梁的安装。
③完成K5、K3、J6、L、M匝道钢箱梁的安装。
④完成上下桥匝道钢箱梁的安装。
考虑现场安装方便性与结构安全性,主要将钢箱梁划分为两个类型的节段:墩顶横梁节段、主墩间桥面系节段。
现场进行节段吊装时,首先吊装墩顶横梁节段,调整各个横梁节段坐标位置,完成定位后与下部临时支架固定(固定采用码板焊接方式连接)。完成所有墩顶横梁节段吊装定位及固定施工后,吊装各个主墩间桥面系节段,同时完成节段之间环缝焊接。
钢箱梁全部在厂内加工完成,通过汽车运输运至桥位现场。在进行节段划分时充分考虑到汽车运输对运输尺寸的限制,一般运输宽度不宜大于4.5m,运输长度不宜大于23m。
由于钢箱梁进行节段划分时,主要分为墩顶横梁节段与主墩间桥面系节段两种形式,墩顶横梁节段均采用整体节段并能确保运输;桥面系节段运输时由于钢箱梁本身桥面宽度大于4.5m,因此需将桥面系节段进行二次划分,以保证运输正常。
4 钢箱梁检测
根据设计及规范要求,钢箱梁安装完毕后需自检和第三方检测单位100%检测,焊缝检测长度分别为:超声波(UT)检测11800延米、射线检测(RT)3241张、磁粉检测(MT)83687延米。
4.1 钢箱梁的焊缝检测重、难点分析
4.1.1 钢箱梁跨越道路多,通行车辆人流多,施工中需保证道路畅通,没有搭设脚手架或安装升降梯的场地。
4.1.2 桥型结构和曲线型式多样复杂,箱梁内无法支架X射线机,而外部又无搭设脚手架的空间,使RT拍片无法进行。
4.1.3 大部分部位的RT检测均需搭设高脚手架,附加成本高,耗费时间长。
4.1.4 13 000t钢梁需在7个月内制造、安装完成,如果采用RT检测,满足不了整体工期要求。
4.1.5 钢桥结构复杂,分段较多,现场焊接及检测工作量和难度大。
4.1.6 焊缝无损检测抽查比例高:VT、MT、UT的检测比例100%,“丁”字和“十”字对接接头100%的RT检测,其他对接焊缝进行10%的RT抽查。
4.1.7 工程处于繁华都市的交叉路口,由于射线辐射的影响,RT作业只能在深夜进行,且需封闭道路、疏散人员,无法满足工期要求。
4.2 焊缝检验要点
所有焊缝在焊缝金属冷却后进行外观检查,不得有裂纹、未熔合、焊瘤、夹渣、未填满弧坑及漏焊等缺陷。
焊接人员对所施焊的焊缝先进行自检和互检,发现缺陷及时修补,并清理熔渣及飞溅物。对图纸要求打磨的焊缝打磨平顺。
自检、互检合格后,填写施焊记录并在自互检栏内签字或盖章,交专职质检人员检查。质检人员检查合格后,施焊班组填写无损检验委托单等候无损检验。
无损检验人员需持有效的二级以上的合格证件,经监理工程师确认后方准上岗操作。
无损检验人员接到委托单后,按委托单上记录的时间24h后对焊缝进行无损检测。厚度大于30mm的钢板焊接接头应在施焊48h后进行无损检测。
无损检验人员在检测过程中发现超出规范的焊缝内部缺陷应进行实物标识,由专人进行返修焊。返修焊不得超过两次。返修焊后按上述要求重新进行外观检验和无损检验。检验合格的焊缝,由质检人员在施焊记录和无损检验记录上签字盖章,方可转序。
4.3 TOFD检验技术
TOFD技术具有操作简单、速度快、效率高等特点,因此目标确定为引用TOFD代替RT检测,提高检测速度,保证工程质量和进度。
TOFD技术是利用在固体中声速最快的纵波在缺陷端部产生的衍射波来进行检测。在焊缝两侧,将一对频率、尺寸、角度相同的接收与发射的纵波斜探头相向对称放置。发射探头从焊缝侧面发射纵波进入被检焊缝断面。在无缺陷部位,接收探头会接收到沿试件表面传播的直通波和底面反射波。在有缺陷存在时,在上述两波之间,接收探头会接收到缺陷上端部和下端部所产生的衍射波信号,如图1所示。沿焊缝长度方向移动探头,即形成对焊缝的扫描,如图2所示。对这些扫描数据进行处理,以扫描信号和灰度图扫描显示、保存、输出、打印等。
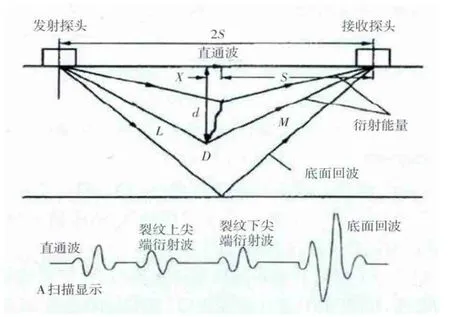
图1 TOFD平面检测示意图图
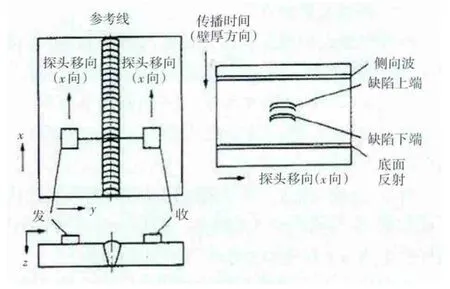
图2 TOFD探头移动示意图
实施对策一:进行TOFD代替射线检测的比对试验
比对试验取样来自施工中的郑州市三环路快速化工程北三环项目高架钢桥工程实体。具体部位由业主、设计、监理、施工、质量监督等参建单位共同在现场确定。在已经进行RT的索凌路S10联和文化路N37联的部分桥面板的丁字形接头的对接焊缝在现场采集TOFD图谱,与RT检测的焊缝缺欠数量、性质、大小、位置及焊缝评定的等级进行比对。比对部位母材厚度16mm,代表了工程所使用的大部分钢板厚度。
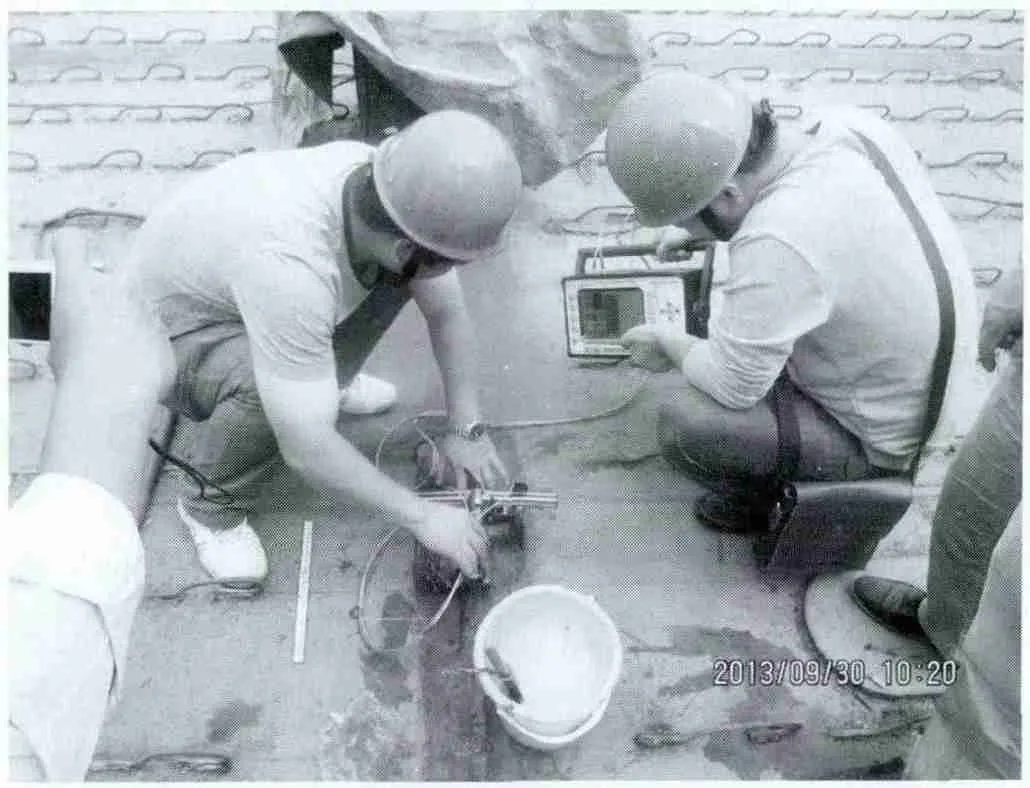
图3 TOFD现场检验图
程序:按“焊接焊缝→VT→UT→RT→TOFD→比对”的程序进行。将RT底片评定结果和TOFD图谱分析结果进行比对,统计和分析检测结果。
标准选用:本工程无损检测的方法、数量、部位等按《铁规》执行。本工程选用了NB/T 47013.10-2010作为TOFD对焊缝的检测与评价标准。设计文件要求RT以GB/T 3323-2005《金属熔化焊焊接接头RT照相》为标准,Ⅱ级合格。所以,TOFD以NB/T47013.10标准评定,结果按Ⅱ合格。
比对结果:比对试验共采集TOFD图谱26组,比对结果如表1所示。部分TOFD图谱与RT底片比对如图3~5所示。
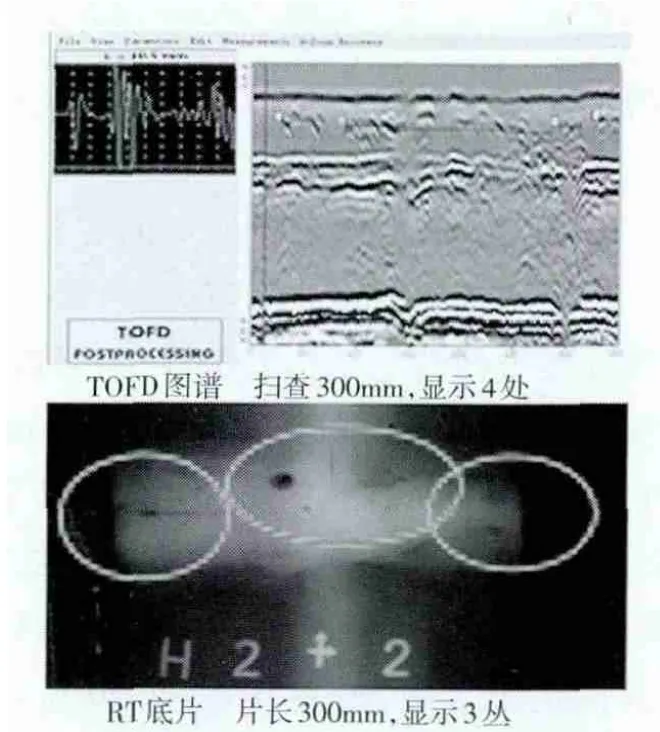
图4 S10-MH2-2比对
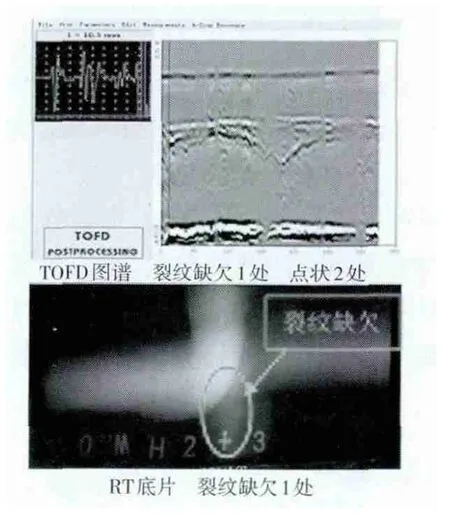
图5 S10-MH2-3比对
比对数据分析:表1数据表明,TOFD和RT检测结果的26组统计数据,3处评判结果不相符,3处不完全相符,20处完全相符,完全相符率76.9%。不相符主要原因是:
定性不同:在TOFD中将RT反映的小而密集的点状缺欠按条形缺欠判定,这是因为缺欠距离太近时TOFD的衍射波不易被分辨。
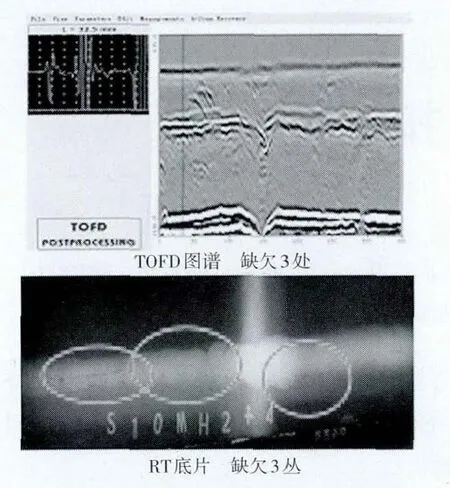
图6 S10-MH2-4比对
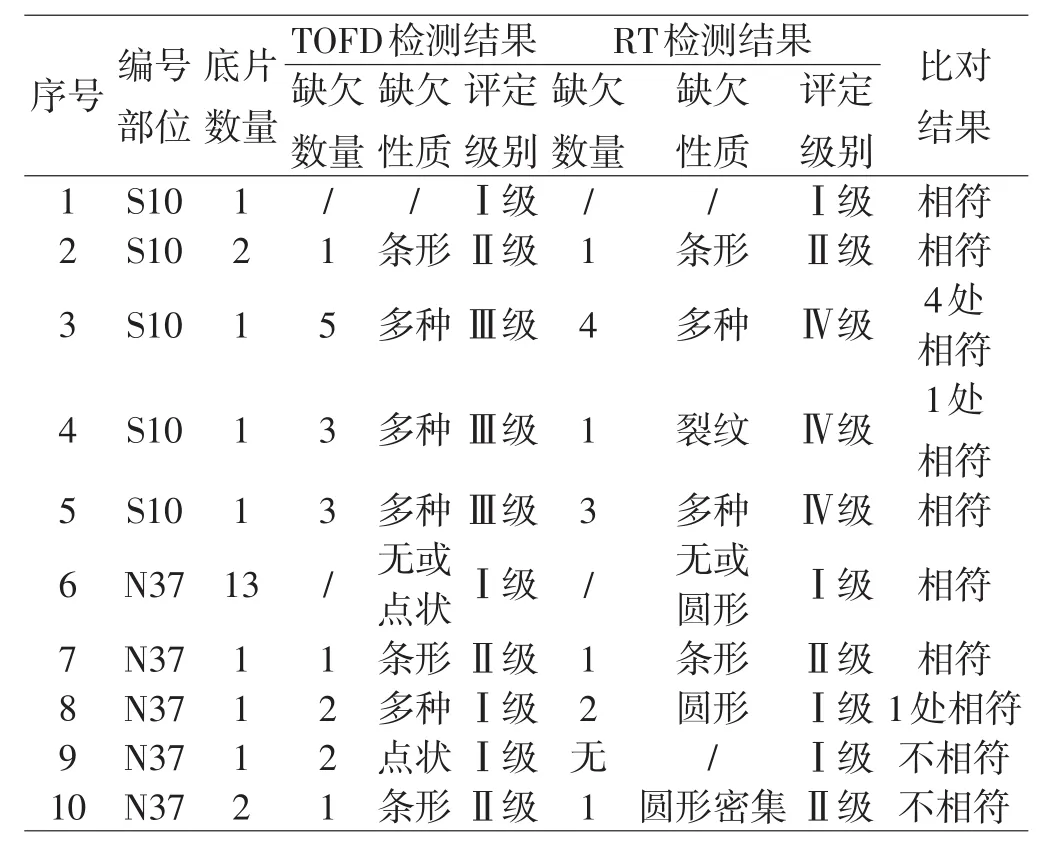
表1 TOFD检测和RT拍片检测结果比对表
检出率:TOFD检测比RT检出率高,部分缺欠未被RT检出,而被TOFD检出。
焊缝级别评定:Ⅰ、Ⅱ级焊缝评定结果完全相同,符合度达100%。按RT标准评定最低有Ⅳ级焊缝,按TOFD评定最低Ⅲ级,未出现Ⅳ级焊缝。原因是NB/T 47013.10标准中焊缝质量只划分为3个级别,最低Ⅲ级,而GB/T 3323标准中将焊缝质量划分为4个级别,最低Ⅳ级。
实施对策二:焊缝检测量多,无法保证工期要求
合理组织施工和检测同步进行,与检测单位协调,增加人员和设备,并采取24小时进行检测,确保在工期要求时间内完成检测。
TOFD操作简单、携带方便、无辐射,能准确对焊缝缺欠定位、定性、定量,检测效率高,在市政工程钢结构检测中可用于替代RT。
TOFD技术采集的焊缝质量数据可永久保存,可为钢桥运行过程中的质量监控、寿命预测提供有效数据,也可高效便捷地对进行钢桥健康检测,对节约运行成本具有积极意义。
TOFD技术虽由于自身原理,会形成表面及近表盲区,可用MT为辅助手段消除盲区,能更全面和准确地反映焊缝的质量情况。
通过工程应用证明TOFD适用于钢箱梁桥焊缝的无损检测,应在钢箱梁桥的制造安装中推广使用并制定本行业的规范标准。
如《铁规》引用GB/T23902,应在规范性附录中规定焊缝的合格标准,利于现场操作。在未制定本行业TOFD标准之前,建议引用NB/T47013.10标准,该标准规定了焊缝的检测和评价方法、质量评定等级等,具有较强的可操作性。
5 结语
随着我国交通运输业的飞速发展,桥梁结构也在不断增多,在城市立交桥或高速公路桥梁跨越设计中一般采用钢箱梁,钢箱梁桥具有强度高、跨越能力大、外形美观、表观密度与容许应力比值小等特点,构件制造适合工业化、机械化、运输安装方便、架设工期短、破坏后易修复和更换等优点。钢箱梁桥焊缝质量的好坏,直接影响到桥梁的安全运行和使用寿命。钢桥焊缝质量的好坏一般通过无损检测评价。常用的无损检测方法有:目视(VT)、射线(RT)、超声波(UT)、磁粉(MT)。对于主要焊缝,至少采用两种或以上的无损检测方法进行焊缝质量的检测评价。到目前为止,公路钢桥焊缝检测的方法、比例、部位、评价均使用TB10212-2009《铁路钢桥制造规范》(简称《铁规》)及其引用标准。《铁规》对焊缝质量的检测评价以VT、UT、MT普检为主,RT抽检为复查。因TOFD技术具有很大的优势,在多个行业已得到推广应用,对城市钢箱梁桥焊缝质量的检测与评价,还是一个新课题,值得广大工程技术人员探索研究。
TOFD检测方法可以代替射线检测,既优化了检测环境,避免了射线检测对相邻工作面的辐射影响,而且此项技术将为本工程带来良好的经济效益和社会效益。
[1]JTG/TF20-2011.公路桥涵施工技术规范[S].
[2]CJJ2-2008.城市桥梁施工及质量验收规范[S].
