方坯断面规格扩展及互换设计研究
2015-11-23赵海顺刘朝华陈建新张永清魏建平
赵海顺 刘朝华 陈建新 张永清 魏建平
(安阳钢铁集团公司,河南 安阳 455000)
在钢铁产能过剩、产品微利长期持续的竞争形势下,企业如何合理调配现有生产流程的品种结构、抢抓市场机遇和扩大产品适应市场的能力尤为重要。
国内小断面方坯生产线以150mm×150mm和120mm×120mm为主,投产年代和配套设备有差异,两种规格各具优势,但原设计一般都是单一规格,有些企业分别有150mm×150mm或120mm×120mm的生产线,并且身在异处,受用来自不同的转炉钢液供给,资源不可共享。随着市场钢品种多元化开发,这种单一生产模式严重制约了品种结构灵活调整。如果把方坯生产线扩展成为生产两种甚至多种规格的能力,并且可以方便地切换,将给企业带来更大的生产调配空间,增强竞争力。
1 扩展的必要性
以120mm×120mm扩展150mm×150mm为例,规格扩展后能满足不同轧钢生产线的坯料供应,增强型材产品的市场适应能力和反应速度。生产150mm×150mm断面方坯具有低成本优势,且在同样定尺情况下,增加铸坯单重可加大压缩比,改善钢材质量,减少氧化烧损和切头切尾比例,提高成材率。也可外销150mm×150mm方坯市场,以提高生产能力,提高适应市场进行品种结构调整的水平。150mm×150mm扩展120mm×120mm也同样具有重要的意义,例如满足小规格轧钢产品的需要等[1]。
方坯生产线始建于不同年代,其生产工艺和设备有着很大差异,规格扩展后将取长补短,充分利用各自生产资源,提高设备作业率。
2 扩展的可行性
基本数据(以120mm×120mm扩展150mm×150mm为例):一条1989年投产的120mm×120mm方坯生产线,弧半径6m,流间距1.1m,设计平均拉速2.1m/min。后经过多次优化改造,实际平均拉速能达到3.6m/min,最高拉速4.5m/min。
根据计算,改造后不考虑断面互换的影响,平均拉速2.3m/min即可保证现有产能不变;基本弧半径是能浇注最大铸坯厚度的重要参数,将影响铸坯质量;根据矫直时铸坯允许表面的延伸率、最大液相深度和经验公式等进行测算,120mm×120mm铸机生产150mm厚度铸坯弧半径基本可以满足要求。
3 设计改造内容
3.1 设计原则
根据连铸坯形状、截面尺寸、定尺长度(单重)的选择、设计原则应为:
①钢材产品质量第一。能获得均匀度、细密度高,表面质量好的铸坯,保证必需的、适度的压缩比,使轧材获得优良的组织性能。
②形状、截面尺寸和定尺长度最佳化。使产品综合成材率、定尺率最高,产品小时产量最佳化,满足产品大纲与年产量的要求。
③冶炼装备与轧钢机的匹配性、双向适应性好,同时铸机适浇性好。
④能满足热送热装和热直接轧制的要求,最大限度地节能降耗。
⑤综合经济效益好,产品成本最低化。
以此为依据,进行连铸机其他主要技术参数(拉速、产量、流数、连浇炉数、开浇流数、弧形半径、振频、二冷水量及分配、拉矫力等)结构形式的设计研究。同时,在新厂设计时,对冶炼工艺、装备和轧钢工艺、轧机组成,按上述原则设计研究,使冶炼、连铸、轧钢三方面设计最优化并一体化。对传统旧厂改造,则要研究冶炼、轧机的变革及重组,以获取连铸的最佳效益。
3.2 设计内容
为降低施工成本,简化改造内容,且相互切换方便,两种改造均以外弧面为设计基准面。
本次改造分为结晶器改造和喷淋管改造两部分(以120mm×120mm扩展150mm×150mm为例):
3.2.1 结晶器改造
两种断面均用塞棒+浸入式水口的控流方式,结晶器外形安装尺寸不变,需将结晶器铜管按目标规格要求进行改造,并作为整体部件,调整规格时整体更换,以达到省时高效、准确定位。
两种断面共用一台振动连接装置,满足敞开浇注与保护浇注要求,振动连接方式要满足快速定位和拆装。
3.2.1.1 对150mm×150mm结晶器工艺技术要求:
铜管锥度<1.2%/m,铜管长度850mm。
每流水量135±5m3/h
水缝宽度:4.0mm
铜管上口内径:153.8±0.2mm
3.2.1.2 对150mm×150mm振动器工艺技术要求:
振幅:A=4.8~5.0mm
振频:f=75+45v(拉速v=0~2.8m/min时)
f=45+50v(拉速v=2.81~4.0m/min时)
f最大为220Hz
引锭头需要进行必要的过渡改造,以适应不同中心的方坯断面(图1所示)。
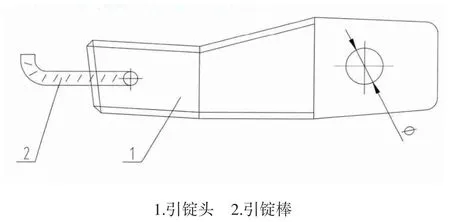
图1 引锭头过渡改造(120mm×120mm)
3.2.2 喷淋管改造
为了方便快捷地切换两种生产规格,先按150mm×150mm位置设计零段、一段、二段的环形、内弧、外弧和侧弧喷淋管及喷嘴全套。对于120mm×120mm喷淋管,有两种方法:一是在150mm×150mm基础上,每个喷嘴的位置设计加长杆,杆头部安装120mm×120mm对应的喷嘴,加长杆长度原则上就等于150mm和120mm断面之差,每个位置设计的加长管长度是不同的,根据具体计算结果来确定;二是直接按照120mm×120mm位置设计喷淋管。这样,对于两种规格,就有两套单独的喷淋装置。更换规格时,整体将喷淋管更换即可。加长杆如图2所示。
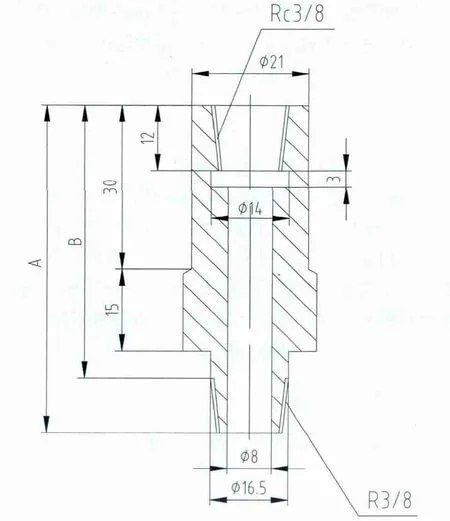
图2 加长杆制作图
也有另外一种更换方式:喷淋管不动,将加长管安装(或卸下),再装上相应的喷嘴。这种方式优点是喷淋管不用找正,缺点是比较费时,可根据实际情况确定哪种更换方式。
3.2.3 喷嘴布置设计
3.2.3.1 零段喷嘴
零段喷嘴分为角部喷嘴和面部喷嘴。
只有在零段使用角部喷嘴,主要对方坯角部进行冷却。设一周共4个,均匀分布,角部棱距离90mm,喷管设计成“L”形状,直接安装在零段水环上。
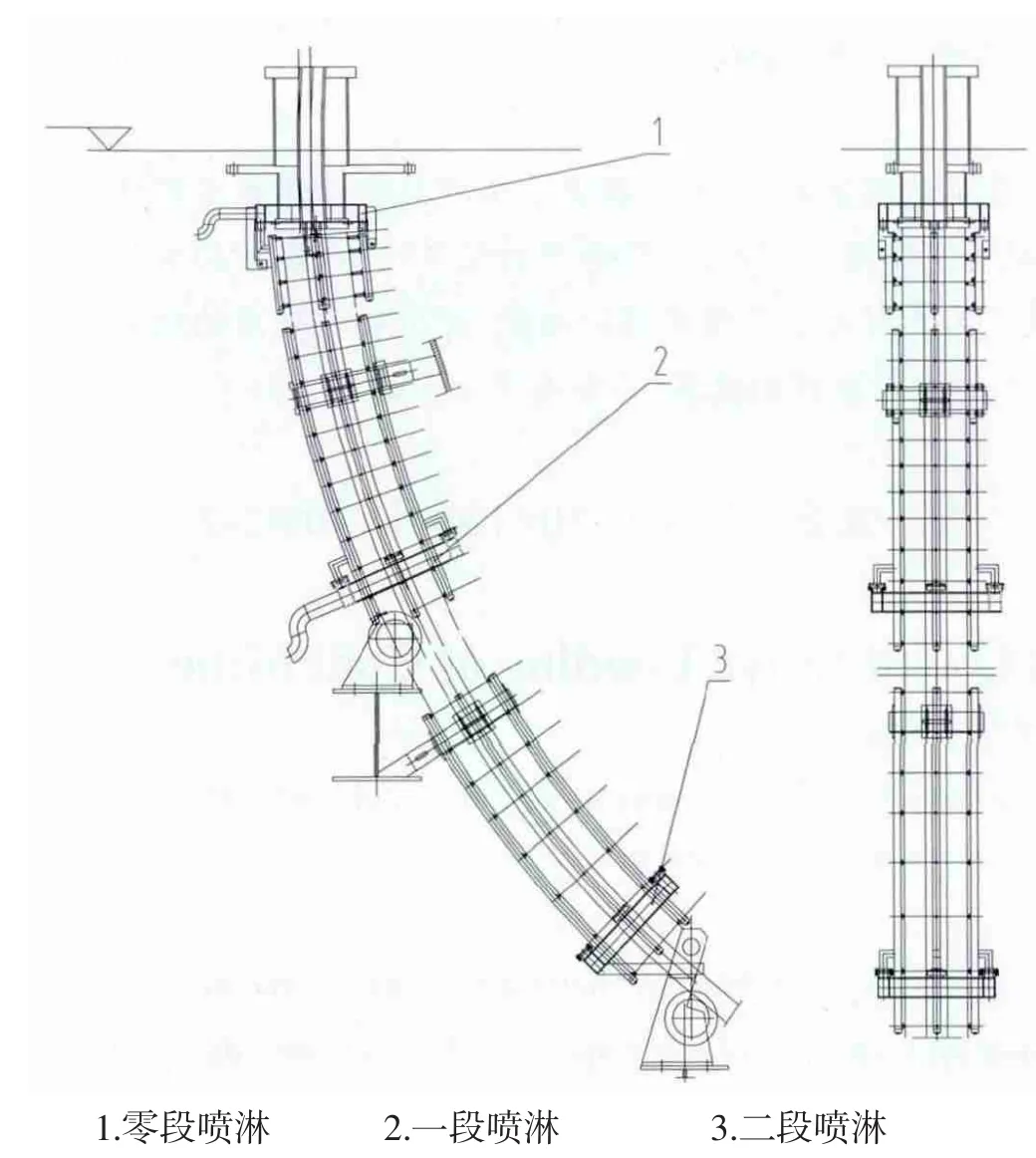
图3 改造后的效果图
面部喷嘴设4层,每层4个,分别安装在内侧、外侧、左侧、右侧4个竖管上,与铸坯表面距离120mm,保证每层4个面喷嘴在与铸坯中心垂直的同一截面上,喷嘴型号为3/8HH15。
3.2.3.2 一段喷嘴
面部喷嘴设12层,每层4个,分别安装在内侧、外侧、左侧、右侧4个竖管上,与铸坯表面距离120mm,保证每层4个面喷嘴在与铸坯中心垂直的同一截面上,喷嘴型号上3层为3/8HH15,下9层为1/4HH6.5。
3.2.3.3 二段喷嘴
面部喷嘴设8层,每层4个,分别安装在内侧、外侧、左侧、右侧4个竖管上,与铸坯表面距离120mm,保证每层4个面喷嘴在与铸坯中心垂直的同一截面上,喷嘴型号为1/4HH6.5。
改造后的效果如图3所示(120mm×120mm规格时)。
4 结语
两种规格改造后分别进行了试验性生产,均取得了预期效果。由于生产规格范围扩大,拓展了生产调度空间,将为企业降本增效做出重要贡献。
[1]云正宽.冶金工程设计[M].北京:冶金工业出版社,2006.
