间隙对厚板小孔冲裁质量的影响
2015-11-20魏良庆蔡友莉彭成允
魏良庆++蔡友莉++彭成允


一、引言
冲裁间隙是厚板小孔冲裁(t>4,d/t≤1)过程中影响孔断面质量、尺寸精度、模具寿命和力能消耗等的重要工艺参数之一。冲裁间隙的大小对光亮带、断裂带、毛刺、翘曲和斜角等都会产生不同的影响。冲裁过程的变形力、最终得到的孔的质量及模具的寿命等都与间隙有很大的关系。间隙过小时,塑性剪切区中的拉应力小,静水压应力大,而压应力大使板料塑性好,裂纹的产生受到抑制,从而使光亮带增大,塌角和翘曲等较小,但所需剪切力和冲裁力也较大,导致凸、凹模刃口应力增大。同时,板料对凸、凹模的侧压力和侧向摩擦力也随间隙减小而增大,导致凸、凹模侧壁磨损加剧。因而适当增加间隙,可减轻不利影响。但当间隙过大时,材料中的拉应力就将增大,模具的刃磨寿命反而降低。本文采用仿真模拟和现场实验相结合的方法,分析了厚板小孔冲裁间隙对冲裁力、孔径和废料等的影响,得到最佳相对冲裁间隙。
二、仿真模拟
模拟参数:材料为LF2,冲孔直径为d=Ф4mm,板料厚度为t=5mm,采用平底凸模,模拟温度为20℃、凸模速度为lOmm/s,摩擦系数为0.12,步距为0.02mm。
1 间隙对冲裁力的影响
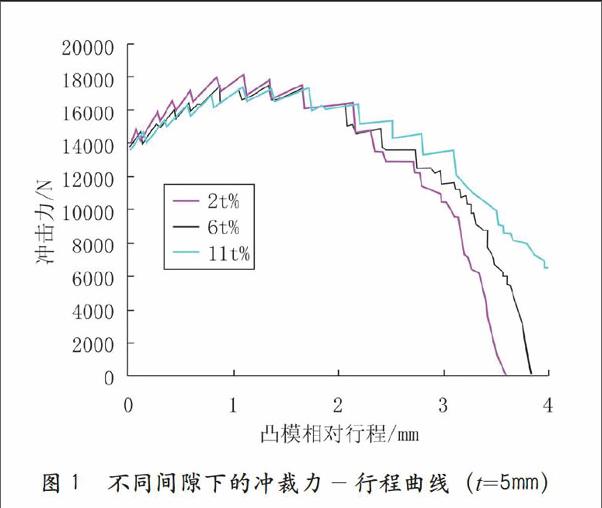
凸、凹模相对间隙值分别取2%t、6%t、11%t三种情况,不同间隙条件下的冲裁力 行程曲线如图1所示。由图1可以看出,不同间隙下的冲裁力 行程曲线的变化趋势基本相同。相对间隙不同时,所需的冲裁力不一样。随着间隙的增大,最大冲裁力逐渐减小,且发生断裂时的凸模行程逐渐增大。这是因为当间隙增大时,虽然增大了变形区域,但也增加了其他变形成分,不利于剪切过程的进行,所需冲裁力增大。但同时也使变形区拉应力增大,有利于裂纹的扩展,另一方面又可能使冲裁力减小,关系非常复杂。
因此,在此基础上又取了2%-12%t的相对间隙分别进行模拟,结合图1得到了最大冲裁力与相对间隙之间的关系曲线,如图2所示。
由图2可以看出,刚开始最大冲裁力是随着间隙的增大而逐渐减小的,而且在后一段曲线中,下降的趋势逐渐平缓。但间隙值从9%t开始,最大冲裁力又随着相对间隙的增大而逐渐增加。
2 间隙对废料厚度的影响
在整个冲裁过程中,材料受到三向静水压力作用,且在冲孔的开始阶段,材料被压缩而挤向孔的周围,废料厚度必定小于原材料厚度。通过图3我们发现,最终的废料厚度小于原材料厚度。当相对间隙为2%t时,废料厚度为3.97mm,材料变薄了1.03mm,这说明材料被挤入了凹模孔周围,厚板小孔冲裁具有深孔镦挤特性。从图中我们还可以发现,随着相对间隙的增大,废料厚度逐渐减小,这说明间隙值越大,被挤入凹模孔的材料越多。
3 间隙对光亮带长度的影响
由图4不难发现,与普通冲裁相比,厚板小孔冲裁加工出的孔光亮带所占比例要大的多。当凸、凹模相对间隙约为7%t时,光亮带所占比例最小,约为板厚的61%。当间隙值大于7%t时,光亮带长度随着间隙值的增大而增大。
4 最佳间隙值的确定
取每一种相对间隙下材料发生断裂时的凸模行程,得到图5所示的材料发生断裂时的凸模行程与相对间隙的关系曲线。
由图5可以看出,发生断裂时的凸模行程随着间隙的增大而逐渐增大,而材料发生断裂时的凸模行程即反映了制件的圆角带和光亮带,因此可以反映厚板小孔冲裁制件质量的好坏。从图5可以看出,材料发生断裂时的凸模行程并不是随着相对间隙的增大而成正比增加,而是呈缓慢的趋势上升,由此可见它们的关系也非常复杂。
在设计模具时一般要选择一个合理的间隙,使得到的冲裁件的质量较好、所需的冲裁力较小且模具寿命高。但分别从质量、精度和冲裁力等方面的要求各自确定的合理冲裁间隙值并不相同。由于模具的制造会有偏差,在使用时又会产生磨损,合理冲裁间隙应该在一定的范围内,而不是一个确定的值。这样,合理冲裁间隙的确定就是一项相对复杂又有一定困难的工作。
为了寻找相对间隙对厚板小孔冲裁的影响规律,以便从中找到最小冲裁力下的最佳冲裁间隙,结合图2与图5,运用冲裁功来进行分析。整合以上两个函数关系,结合冲裁力 行程曲线,得出冲裁功与间隙的函数关系曲线(冲裁功即为冲裁力 行程曲线下面所包围的面积)。
从冲裁力 行程曲线可以看出,当相对间隙偏小或偏大时,冲裁功增大许多,而合理的间隙应使冲裁功最小。由于上、下裂纹重合而能保证较好的断面质量。由图6可以看出,在其他条件相同的情况下,当凸、凹模相对间隙取2%t左右时,冲裁功达到最小值,因此可初步确定该条件下的厚板小孔冲裁的最佳相对间隙约为2%t。
三、实验设计
实验材料:LF2。材料规格:t×L×w=4.5×150×150(mm),t×L×w=5×150×150(mm),t×L×w=6×150×150(mm)。实验设备:J23-6.3型开式可倾压力机、游标卡尺和小孔冲裁模一副。
为了节省材料,我们在凹模上制作了9个直径大小相同的孔,使相同间隙值对应不同厚度板料时有不同的相对间隙值(例如当间隙值为0.32mm时,对于4mm的钢板,相对间隙为8%t;而对于6mm的板,相对间隙为5.4%t),这样既节约了材料,又利于模具更换。
在厚板小孔冲裁过程中,凸模所受的力是最恶劣的。在凸模的设计上,鉴于做实验需要频繁更换凸模,凸模采用快换式。凸模通过凸模固定板固定,在更换过程中,凸模固定板不动,只需通过螺钉更换凸模,因此,凸模的固定部分设计成与凸模固定板相配合的统一尺寸,本实验凸模的固定部分尺寸为ФlOmm,凸模直径d=Ф4mm。在实验中,由于凸模细小部分过长,抗弯强度过小,将凸模设计成阶梯状,台阶之间采用弧面圆滑过渡,这样可以避免热处理时应力集中和冲孔时应力急剧变化,有利于提高凸模的寿命。
四、结果与讨论
图7所示为不同材料厚度下的冲孔直径和废料厚度变化曲线。从图中可以看出,冲裁结束后,孔径尺寸变大。板厚t=5mrri时,冲后的孔径为4.14mm,孔径尺寸增大了0.14mm。这主要是因为凸模受到纵向的弹性压缩,同时凸模下端面附近的材料在冲压开始阶段向孔的四周流动,但材料是一整体,下面流动的材料对上面已冲成孔的材料产生附加拉应力,也使孔径增大。冲后废料厚度为4.42mm,材料厚度减少了0.58mm,而且冲出的孔几乎没有毛刺;光亮带所占比例达到整个板料的70%,且废料上有很多条光亮带和断裂带,这些都与有限元模拟分析的结果相符。
图8所示为相对间隙对冲后孔直径和废料厚度的影响。从图中可以看出,在其他条件相同的情况下,随着相对间隙值的增大,冲裁后的孔径直径也相应增大。当相对间隙值约为2%t时,最终冲出的孔无论从光亮带,还垂直度来看,都是最理想的。图9所示为压入2.5mm时的冲孔断面质量情况,图10所示为不同间隙条件下冲出的废料情况。此外,在其它条件相同的情况下,随着相对间隙值的增大,废料厚度随之减小,但减小趋势不明显。
五、结语
(1)对于料厚5mm,冲孔直径为4mm的厚钢板小孔冲裁,通过仿真和实验所得的最佳相对冲裁间隙约为2%t。
(2)在最佳间隙条件下,冲孔断面质量最好,废料上有很多条光亮带和断裂带,带有明显的镦挤特性。