基于CCD相机的带束层自动检测装置
2015-11-17郑励
郑 励
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
基于CCD相机的带束层自动检测装置
CCD camera-based belt automatic detection device
郑 励
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
为了检测带束层拼接错角和宽度是否合格,避免人工抽检存在的弊端,我公司联合银川贝尔利科技开发有限公司,设计了基于CCD相机的带束层自动检测装置和相应的数据管理系统,该装置通过图像处理技术捕捉带束层的边缘,进而计算出宽度和拼接错角,并根据要求进行数据处理,从而简化了检测过程,提高了检测效率,获得了良好的经济效益。
CCD相机;带束层;图像处理;自动检测;数据管理
带束层是子午线轮胎的主要受力部件,起缓和冲击和箍紧轮胎的作用。带束层由斜裁机按照工艺要求的角度和宽度将钢丝帘布裁断后拼接而成。为了防止不合格带束层流入下一工序,需对生产线上的带束层进行拼接错角和宽度的检测,以便及时发现问题,进行更正。
目前的检测方法主要依靠人工抽检完成,因此存在错检、漏检、检测速度慢等问题,并且检测过程需与制品接触,容易造成制品的损伤。此外,检测结果还需人工作进一步统计和处理,不仅增加了工作量,而且无形中也增加了轮胎的制造成本。
随着CCD相机和图像处理软件的不断完善,基于CCD相机的各种检测装置应运而生,在工业检测、医疗诊断等众多领域得到了广泛的应用。基于此,我公司联合银川贝尔利科技开发有限公司,设计了基于CCD相机的带束层自动检测装置和相应的数据管理系统,简化了检测过程,提高了检测效率,获得了良好的经济效益。
1 CCD相机简介
CCD 相机主要应用在机器视觉中,它是一个将光电转换、电荷存储、电荷转移、信号采集等功能集成的固体成像器件[1]。
CCD相机具有体积小,重量轻,能耗低,防冲击与震动能力强、分辨率高、采集速度快等特点,可以获得较高质量的图像。此外,CCD相机提供了各种不同类型的数字 I/O接口,为用户提供丰富的选择,一般来说,为了简化后续的图像处理部分,CCD相机会提供专有的编程接口,用于进行相机控制和图像的采集[2]。
2 基于CCD相机的带束层自动检测装置
2.1 结构特点
基于CCD相机的带束层自动检测装置主要由2个CCD相机、2个照明器、2个图像处理器、固定支架、计米轮、控制器、步进电机、工控机等组成,如图1所示。其中CCD相机1和照明器1固定安装在导轨一端,检测带束层的一边;CCD相机2和照明器2可左右移动,检测带束层的另一边。
CCD相机选用基恩士的ZADM系列,主要技术参数如表1所示。
控制器选用三菱Fx系列PLC,实现读取计米轮信号,控制步进电机动作和CCD相机拍摄动作。
2个图像处理器分别读取CCD相机数据,并传输给工控机。
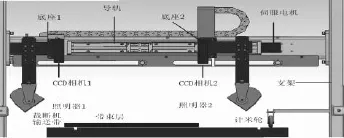
图1 带束层自动检测装置示意图
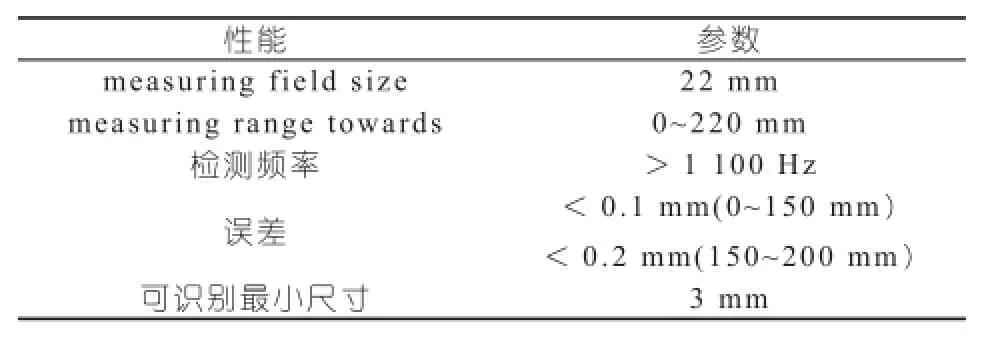
表1 基恩士ZADM参数
整套装置检测精度为0.5 mm,能耗1 kW,可检测65~350 mm宽度的带束层,覆盖了我公司生产的所有规格。
2.2 检测原理
检测装置工控机、斜裁机上位机和质管处电脑通过公司局域网进行通讯,网络布置如图2所示。
检测装置检测原理如图3所示。工控机读取斜裁机上位机正在生产的规格和宽度,并将数据发送至控制器,控制器接收数据后,通过步进电机调整CCD相机2和照明器2至设定宽度。根据计米轮脉冲信号,由控制器计算带束层运动距离,当被检带束层到达相机拍摄范围内,控制CCD相机1和CCD相机2进行拍摄。由于带束层和输送带对照明光线的反射存在差异,在图像像素中会出现一条亮度发生阶跃变化的边缘,即图像像素从一个灰度值较小的区域突然跳跃至一个灰度值较大的区域。若存在拼接错角的情况,则在图像中会出现两条交错的边缘。图像处理器1和图像处理器2根据提取的图像边缘值判断是否存在拼接错角情况,并根据提取出的边缘像素点计算被检带束层的宽度。

图2 网络布置图

图3 检测原理示意图
2.3 数据管理系统
数据管理系统需要实现的是实时数据的显示,以及历史数据的查询、数据的处理等功能。
数据管理系统操作界面采用C#编写,如图4所示。操作界面中不仅显示了实时检测结果,而且还对各班组的拼接错角合格率、宽度合格率以及综合合格率以日和月的形式进行体现,增强了各班组的竞争意识。

图4 数据管理系统操作界面

图5 数据管理系统功能模块示意图
数据库选用的是SQL server,按照工艺要求设计的数据管理系统模块分为查询、修改、删除、统计和报表五大功能,具体功能如图5所示。
3 结论
自该装置投入使用后,带束层合格率得到明显提升,我公司已对所有斜裁机进行了推广,获得了良好的经济效益。
[1] 黄宜. 基于工业CCD相机图像处理和数据管理系统的设计[D]. 山西: 中北大学, 2013.
[2] 卢进. 基于CCD的智能轮胎检测装置的研究[D]. 北京: 北京交通大学, 2008.
(R-01)
TQ330.493
1009-797X(2015)23-0049-03
B
10.13520/j.cnki.rpte.2015.23.013
郑励(1981-),男,高级工程师,主要从事设备技术与管理工作。
2015-05-19
