夹套罐焊缝致密性检验的压力试验模式
2015-11-17李崇勇张雅新张
李崇勇张雅新张 光
(1.中国石油辽阳石化公司机械厂 辽阳 111003)
(2.辽阳石化公司机动设备处 辽阳 111003)
夹套罐焊缝致密性检验的压力试验模式
李崇勇1张雅新2张 光1
(1.中国石油辽阳石化公司机械厂 辽阳 111003)
(2.辽阳石化公司机动设备处 辽阳 111003)
压力试验是检验压力容器整体质量的传统方法,也是对无法做无损检测的焊缝进行致密性检验的手段。《容规》[1]要求压力容器制成后应进行耐压试验,GB 150[2]则作出了实施细则,但对多腔容器的规定却不够明确,要求图样设计具体考虑并注明相应要求。为方便设计应用,以夹套罐下封头凸缘焊缝泄漏为例对罐体焊缝致密性检验的压力试验方案进行了分析讨论,并针对罐内设计压力的各种情况,分别给出了夹套罐压力试验的致密性检验模式。
夹套罐 致密性 压力试验 模式
一台带夹套闭式罐(罐体由上/下封头与圆筒封闭焊接而成,上封头开设有人孔、搅拌孔等,而下封头及圆筒的部分被夹套包围)的下封头凸缘焊缝在运行中发生了泄漏,这是因系统运行异常查找原因时通过夹套水蒸汽压力试验发现的,夹套罐的技术特性见表1。
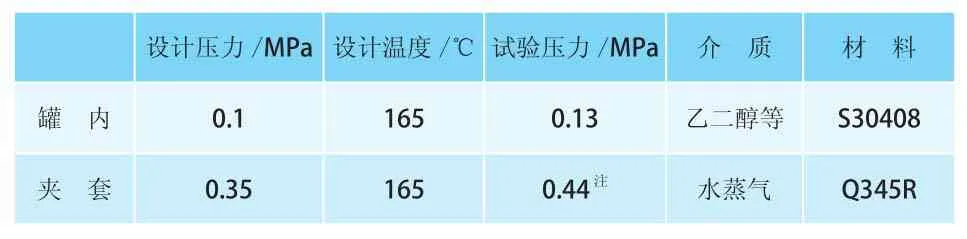
表1 技术特性
由表1可知,罐内试验压力小于夹套试验压力,而进行夹套水压试验时要求罐内充压0.09MPa,但图样却未提出在夹套水压试验前“应先进行泄漏试验检查”[2]的要求,即先在夹套内进行≤夹套设计压力的泄漏试验,如气密性或氨检漏试验等以检查罐体焊缝的致密性,致使罐体下封头凸缘焊缝无法通过压力试验检查致密性。因为,罐体下封头凸缘是穿过夹套下封头并分别于两封头焊接的,仅进行罐内水压试验,由于罐内试验压力小于夹套试验压力,则不能对罐体焊缝做最终的致密性检查,致使罐体下封头凸缘焊缝漏检。所以有必要对夹套罐的压力试验方案进行讨论。
1 夹套罐焊缝致密性检验的压力试验讨论
上面的案例是典型的设计未准确领会GB 150的规定而导致的设计图样失误。关于多腔容器如典型的夹套罐耐压试验,GB 150.1中4.6.1.7规定每个压力室的试验压力按其设计压力确定,各压力室分别进行耐压试验;校核公用元件在试验压力下的稳定性如不能满足稳定性要求,则应先进行泄漏检查,合格后再进行耐压试验(即压差法试验):在进行耐压试验时,相邻压力室内应保持一定压力,以使整个试验过程中的任一时刻,各压力室的压力差不超过允许压差,图样上应注明这一要求和允许压差值;如需提高某腔试验压力,应满足耐压试验的应力校核。而对于夹套罐GB 150.4中11.4.8规定,带夹套容器应先进行内筒耐压试验,合格后再焊夹套,然后再进行夹套内的耐压试验。并且,GB 150.1中4.6.1.6规定外压容器以内压进行耐压试验。
压力试验分为耐压试验和泄漏试验,其目的之一是检验容器焊缝的致密性。耐压试验(如水压试验)除了考证内压容器的整体强度、刚度和局部稳定性外,包括外压容器尚可验证密封结构的密封性能及检验焊接接头的致密性;而泄漏试验(如试验压力=设计压力的气密性试验、试验压力≤设计压力的氨检漏试验等)除了验证密封结构的密封性能外,主要也是检验焊接接头的致密性。下面仅对检验夹套罐罐体焊接接头致密性的压力试验进行讨论。
夹套罐根据罐内设计压力与夹套设计压力的关系可分成两种情况,一种是罐内设计压力≥夹套设计压力且都为正压,另一种是罐内设计压力<夹套设计压力(正压)。对于前一种情况,只要按GB 150.4中11.4.8先行罐内耐压试验即能检验罐体焊缝的致密性,而后一种情况则需视各种工况具体分析后才能确定罐体焊缝致密性的检验方案。
1)罐内为真空(负压)。若无安全控制装置取设计压力(外压)为0.1MPa时,则罐内水压试验压力按GB 150.1中4.6.2.3确定为1.25倍的设计压力,并以此试验压力进行罐内水压试验,主要检验未被夹套包围的罐体焊缝的致密性,同时也可初次检验被夹套包围的罐体焊缝的致密性。而对于被夹套包围的罐体焊缝致密性的最终检验,则应视两种情况确定。其一,若罐体(圆筒和封头)通过夹套水压试验压力的外压稳定性校核,则可在夹套水压试验时检验罐体被夹套包围的焊缝致密性;其二,若罐体没有通过夹套水压试验压力的外压稳定性校核,则可按GB 150.1中4.6.1.7进行压差法试验,并在试验前应先行罐体焊缝的泄漏试验检查(罐内泄漏试验合格后,再组焊夹套)。可见,这两种情况的检验是对被夹套包围的罐体焊缝致密性的二次检查。
2)罐内为常压。罐内试验需按常压容器标准[3]视具体情况确定检验罐体焊缝致密性的方案,而对于被夹套包围的罐体焊缝致密性的终检同1)。需说明的是,前面的案例罐内工作压力为常压,而设计压力为0.1MPa,水压试验压力0.13MPa,夹套的水压试验压力0.44MPa,所以仅以0.13MPa压力进行罐内水压试验,只能对未被夹套包围的罐体焊缝致密性检验,而不能达到对被夹套包围罐体焊缝致密性的终检,并且设计图样只要求“夹套水压试验时罐内充压0.09MPa”,而未要求“应先行泄漏检查”,所以无法实现对被夹套包围罐体焊缝致密性的终检,致使罐体下封头凸缘焊缝漏检。
3)罐内为正压。罐内试验椐其设计压力按GB 150.1中4.6.2.2并考虑介质液柱静压力及立式容器卧置试验等情况确定试验压力,并先行罐内水压试验检验罐体焊缝的致密性。然后同1)的夹套试验方案对被夹套包围罐体焊缝致密性进行终检。需说明的是,由于夹套的两种试验方案尤其是后一种泄漏试验,需要进罐内检查,即不方便更不安全,所以设计应探讨提高罐内试验压力等于夹套试验压力的可能性,以一次罐内水压试验即可检验罐体焊缝致密性,从而省去被夹套包围罐体焊缝致密性的二次压力试验的检验,实现GB 150.4中11.4.8规定的夹套罐常规的试验安装方案,同时更利于罐外侧的检查。
2 夹套罐焊缝致密性检验的压力试验模式
综上讨论,归纳出的夹套罐焊缝致密性检验的压力试验模式见表2。

表2 夹套罐压力试验模式
3 结语
压力容器是由受压元件焊接而成,所以容器的焊接接头质量是保证容器本质安全的前提,符合《容规》安全可靠性要求的图样设计,更应使容器制造能实现可靠性要求,所设计的容器焊接接头即要利于焊缝的全焊透更要便于焊接的质量检查,尤其是对无法做无损检测的焊缝更应要求通过压力试验来实现其致密性的终检,而夹套罐焊缝致密性检验的压力试验模式解决了典型多腔容器的设计通用问题。
[1] TSG R0004—2009 固定式压力容器安全技术监察规程[S].
[2] GB 150—2011 压力容器[S].
[3] NB/T 47003.1—2009 钢制焊接常压容器[S].
Pressure Test Mode of Jacketed Tanks Welds Seal Test
Li Chongyong1Zhang Yaxin2Zhang Guang1
(1. Petrochina Liaoyang Petrochemical Company Machinery Factory Liaoyang 111003 )
(2. PetroChina Liaoyang Petrochemical Company Machinery and Equipment Division Liaoyang 111003)
Pressure test is not only a conventional method for inspecting pressure vessels total quality, but also a method for seal test of welds which cannot be examined by NDT. Pressure test shall be performed after the pressure vessel is fabricated, defi ned by Supervision Regulation on Safety Technology for Stationary Pressure Vessel. GB 150 which has formulated the detailed rules for implementation, but provisions of pressure vessels with multiple chambers is equivocal, and the relevant requirements are regarded specifically and specified in design drawings in accordance with the relevant provisions. For the ease of design and application, take the welding seam leakage between bottom head and fl ange of jacketed tanks for example, analyzing and discussing pressure test program for inspecting the compactness of tanks welds, and giving pressure test mode for inspecting the compactness of tanks separately, in allusion to all instance of in-tank design pressure.
Jacketed tanks Seal Pressure test Mode
X933.4
B
1673-257X(2015)05-21-03
10.3969/j.issn.1673-257X.2015.05.005
李崇勇(1982~),男,本科,工程师,现从事压力容器建造工作。
2014-07-31)