圆弧玻璃窗铆接夹具设计新思路
2015-11-16李绍春
李绍春
某产品是我公司的传统产品,陪公司走过了半个世纪。而外壳玻璃窗铆接工艺一直以来都存在,传统铆接工艺工装夹具陈旧、松垮。随着公司生产的发展,对该产品铆接工艺的要求越来越高。为此,对外壳外表面弧形玻璃窗传统铆接方式及工装深入分析,对铆接全过程及产品装配生产工艺要求充分研究,设计出手动一次双铆接工装夹具来取代传统的单铆工装夹具。发挥其功效,提高工作效率,确保铆接质量。
1. 综合分析
传统铆接工装是将工装固定在木制桌面上,通过脚踏式原动力,踏板与连杆相连,将力传递到杠杆上,杠杆上的铆接压销固定在杠杆短头,通过杠杆将铆接压销上抬,压紧铆针下端头,在1~3次的施压下,将使铆钉端头变形,达到铆接的目的,如图1所示。
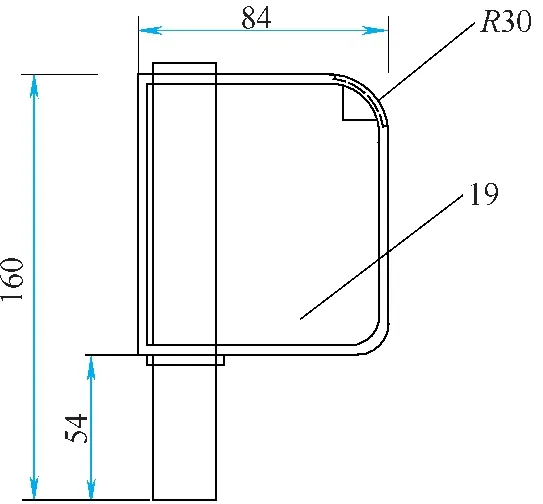
由于要在该外壳一角R30mm壁厚和2.8mm圆弧角中部上,外表面按设计要求安装铆接玻璃窗组件,对此工装没有多年操作经验的人来说,铆接操作过程极不方便,难度大,质量、外观也不稳定,返工较多,较率也低,人员替换也难,无法达到质量最好、效率高的目的。且铆接时外壳内腔背对着操作者,无法直观看到铆销是否压到铆钉端头中央。
其过程将两个直径2mm长为5mm铝制圆头铆钉,由外向形腔内将玻璃窗、衬套、衬板,通过两个φ 2.2mm孔与外壳按装配关系穿在一起,然后操作者手持铆外壳组件,靠在铆接工装上,初调整角度位置,销钉插入孔中,用力向上顶,铆钉头顶着上面受力销,再微细调整角度位置后,利用脚踏板给杠杆施加压力,在多次加力后,使铆钉下端面受力变形,达到外壳组件连成一体铆接的目的。然后再次调整位置角度,完成另一铆钉的铆接工作。
使用原有工装在我看来,存在不足处如下:①传统铆接机架和工装年长老旧、机架松垮。②对铆接过程不直观,不便于观察,也就对铆接过程不能直接控制。易出现移位,铆钉端面贴不紧铆接面,受力不均产生单边间隙,影响铆接质量。③由于手持外壳定位铆接,零件易晃动不稳,易出现“双眼皮”也就是铆钉圆头产生多道压痕,影响外观。④单一铆接在铆接力作用下受力不均,容易导致另一铆钉组件脱落和铆接组件位移,甚至玻璃窗破裂。其次单一铆接效率低,操作不方便,不易掌握。

图 1
2. 解决问题
通过对传统铆接工装存在的不足进行分析,提出外壳圆弧玻璃窗铆接的新思路,并设计出新的玻璃窗铆接工装夹具(见图2)。
新的铆接工装夹具从设计原理上分析,操作简单,使用方便。其使用方法是先将带有压销的活动板铰链放下,再将外壳的活动型腔板推出,放置外壳已穿制好铆接组件,在弹簧力的作用下自动复位。
托板架通过手动杆、偏心轮杠杆力的作用,将特制连杆抬起,连杆与双滑动杆紧固相连,双滑动杆与托板架紧固连接,从而达到托架上下运动的目的。能使外壳达到定位、压紧,同时也将外壳圆弧角处放置好的玻璃窗组件及两个圆头铆钉在反作用下,向下压紧。可目测外壳及圆头铆钉是否夹紧到位,然后再将手持铆接杠杆压下(也可在杠杆上装上连杆或钢索与脚踏板相连获得源动力),通过杠杆力传递到方顶杆上,方顶杆与铰链座相连,铰链座上装有双压销的活动板,双压销受杠杆力作用将其两铆钉端头受力变形,达到铆接的目的。此工装夹具考虑零件的放置、定位、压紧。因此,设有可平移的型位腔,用来定向定位,利用偏心机构使活动托盘架将零件夹紧,利用杠杆原理将活动铰链压销板,使两铆钉同时受力铆接。
新铆接工装夹具特点:①利用杠杆和偏心轮工作原理来完成定位、夹紧、铆接过程。②设置外壳放置定向、定位夹紧装置。③将不可视的铆接改为可视的铆接过程,直观性好。④新的铆接工装小巧、灵活、操作方便。
3. 结语
通过对传统外壳玻璃窗铆接方法进行新思路设计,新的铆接工装夹具,能有效提高外壳窗玻璃铆接质量与工作效率,能降低玻璃窗铆接过程中的破裂与损耗。

图2 外壳圆弧玻璃窗铆接工装设计原理