三面钻床专用夹具设计
2015-11-16王立芳
王立芳
三面钻床专用夹具设计
王立芳

王立芳
南阳广播电视大学
引言
现在的机械制造装备的发展主要还是在机械加工工艺的方法的改进,高精度的机械加工方法,高自动化的实现,及其新的科学技术的应用。本次设计内容主要是对设三面钻床夹具的设计,主要是对定位方案设计,夹紧机构设计,夹具体的确定,夹具总装配绘制等。
在机床上对工件进行切削加工,首先要将工件夹紧。为了能加工出合乎精度要求的工件,仅将工件夹紧,以进行切削加工是不够的,还必须使工件在机床上占有正确的位置。使工件占有正确的加工位置,并使工件夹紧的过程,称为工件的安装。若被加工工件的批量较小,专用夹具的生产费用分摊到每个工件就很高,在经济上不合算。
专用夹具是针对某一种工件的一定工序而专门设计的。因为不需要考虑通用性,所以夹具可以设计的结构紧凑,操作方便。还可以采用各种省力机构或动力装置。因此用专用夹具可以保证较高的加工精度和生产效率。专用夹具通常是根据工件的加工要求自行设计和制造的。他的设计与制造的周期较长,制造费用也较高,当产品变更时,往往因无法再使用而“报废”。因此这类夹具适用于产品固定的批量较大的生产中。
夹具设计的基本要求
1.能稳定保证工件的加工精度;
2.能提高机械加工的劳动生产率,降低工件的制造成本;
3.结构简单,制造方便,安全和省力;
4.便于排屑;
5.有良好的结构工艺性,便于夹具的制造、装配、检验、调整和维修。
设计时应在保证加工精度的前提下,综合考虑生产率、经济性和劳动条件等项因素。当生产批量较大时,可采用较先进的结构和动力传动装置,以提高生产率。当生产批量较小时,则不能使夹具的成本太高。
决定设计专用三面钻床夹具。本夹具用于专用三钻床,加工时主要考虑的是如何提高劳动生产率,降低劳动强度,而精度不是主要问题。
问题提出
本设计夹具主要用来钻Φ3.3和Φ6.8孔,由于工艺要求不高,因此,在本道工序加工时,主要应考虑如何提高劳动生产率,降低劳动强度。
夹具设计
1.初选定位方案
在加工Φ3.3和Φ6.8孔时,工件一侧面采用四个支撑块定位(两个圆形,两个矩形),在其中一个Φ50孔内用一圆柱销,在另一个Φ50孔内用削边销,经过分析,此种定位方案下,工件被完全定位。在设计夹具装置时,因为考虑到工件需要经常装卸,而且工件材料为HT200,硬度为HBS190,销钉可能会因为磨损而影响定位精度,故将两销钉设计为可换定位销。
2.定位方案改进
夹具设计要求除能完成既定的定位夹紧任务以外还要考虑到操作者的操作方便否,因此夹具也要求人性化设计。第一,该到工序需要三面同时钻,而且使用的是刚性机床,没有钻模板,而为了防止使用过长的钻头,因此夹具体厚度不应过大;第二,由于采用专用三面钻机床,考虑到为了不增加机床设计的复杂度,因而采用工件竖直装夹的方式,从而使机床从两侧以及上方加工工件,从而降低了专用机床的设计复杂程度。
确定加紧方案
工件定位后必须采用一定装置将工件夹紧在定位元件上,从而使工件在加工过程中不会由于切削力,工件重力,离心力或惯性力而发生位置变化或产生振动,以保证加工精度避免机床刀具的损坏或发生人身安全事故。
为了提高生产效率,减少加紧工件时所耗费的辅助时间,同时为了防止能提供足够的加紧力,防止工件在加工过程中位置发生变化而影响加工质量,根据工件自身的特点分析后,决定采用自动加紧装置,通过液压设备实现。
切削力及夹紧力计算
1.钻Φ3.3底孔
刀具:高速钢麻花钻 直径:Φ3.3
(1)轴向力



(2)转矩


(3)切削功率

(4)切削力
在计算切削力时,必须考虑安全系数,安全系数:

式中:K1—基本安全系数,1.5 K2—加工性质系数,1.1
K3—刀具钝化系数,1.1
K4—断续切削系数,1.1
2.钻Φ6.8底孔
刀具:高速钢麻花钻 直径:Φ6.8
(1)轴向力



(2)转矩:

式中:CT=0.206,ZT=2.0,yT=0.8

(4)切削力
在计算切削力时,必须考虑安全系数,安全系数:

3.夹紧力
由于,钻Φ3.3孔在与夹紧力方向相垂直的方向上,故不考虑它对工件移动的影响,只考虑钻Φ6.8孔时候扭矩造成的影响。
液压缸直径选用D=48mm,,夹紧拉杆D=24mm,液压油压力为P=5MPa。
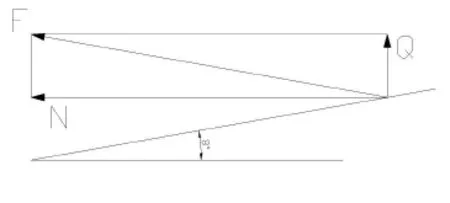
图1 力分析

拉紧力:

夹紧装置的夹紧力:

切削方向上,两个方向的切削力相互抵消。
钢与铸铁间的摩擦系数为0.3,因此摩擦矩Tm=1357.86〉〉T0,因此在钻削加工时,工件不会转动,故本夹具可安全工作。
定位误差的分析
定位元件尺寸及公差的确定,本夹具的主要定位元件为定位销,而该定位元件的尺寸公差为h6,而孔径尺寸为H7。
△DW(x)=δD1+δd1+△1=0.025+0.016+0=0. 041mm〈〈0.2mm
故X方向满足精度要求。
△DW(y)=(δD1+δd1)/2=(0.025+0.016)/2=0.02mm〈〈0.2mm
故Y方向也满足精度要求。
结束语
本机床所用夹具的适用性强,工件采用液压定位夹紧,快速方便。定位采用一面两销的定位方式,夹紧采用液压加紧,采用这种方式完全能够满足精度要求。而且简易方便,制造成本低,通用性好。刀具方面,我们选取麻花钻,是因为所加工孔的尺寸精度不高,表面粗糙度要求也不高。采购比较方便,价格比深孔钻头也便宜。通过本设计的认识,笔者对机械行业在加工质量和生产效率的要求的掌握大幅度提高,而且加工精度也要同时能够满足设计要求,在直接经济效益方面,以节省大量加工工时为优。
10.3969/j.issn.1001-8972.2015.01.059
