防止盒内烟支下陷的二级缓冲装置
2015-11-05申沛
申沛


摘 要:在GDX2包装设备生产过程中,由于品牌合作、联营加工,需要经常更换生产牌号。不同生产牌号的小盒烟包在输送通道内输送方向不同(烟包内烟支烟丝端朝前和滤嘴端朝前两种)。当加工工艺标准要求滤嘴端朝前时,从烟包输送通道高架输送下来的烟包撞击到CH入口挡烟板上,造成盒内烟支下陷质量缺陷的产生,属于典型的A类缺陷(根据质量工艺标准,将质量缺陷按照从大到小的顺序依次分为:A类、B类、C类),这在生产中是绝对不允许出现的。通过对CH入口挡板的改进来解决盒内烟支下陷,减少烟支下陷质量缺陷的产生。
关键词:烟支下陷 二级缓冲 品牌合作 工艺流程
中图分类号:TK413 文献标识码:A 文章编号:1674-098X(2015)09(a)-0069-03
目前,GDX2包装机组是国内烟草企业卷烟生产的主流包装设备,在生产过程中,经常需要更换生产牌号。不同生产牌号的小盒烟包在输送通道内输送方向不同(烟包内烟支烟丝端朝前和滤嘴端朝前两种)。当加工工艺标准要求滤嘴端朝前机器高速运转时,从高架输送带输送下来的烟包撞击到CH入口挡烟板上,造成烟支下陷问题,为保障产品质量,只好降速生产,严重影响了生产效率。
1 以加工云烟(紫)为例,对生产带来的一系列影响
1.1 加工云烟(紫)对生产效率的影响
为了预防加工云烟(紫)时产生的盒内烟支下陷的质量缺陷,采取降低车速到330包/分~350包/分以下的方法控制烟支下陷方面质量缺陷,而降低车速使生产周期延长,生产效率降低,能耗增加。无法按照计划完成月度生产任务。
1.2 烟支下陷给质量带来的影响
以加工云烟(紫)为例:在车速为360包/分时,质检员记录中的烟支下陷缺陷作了统计为4~6支/盒,占总质量缺陷比例为20%~30%,质量控制难度大,只好降速运行。
1.3 烟支下陷的质量缺陷产生原因
由于各厂的工艺流程及烟包输送方式不同,会对烟支下陷产生不同影响。首先,烟包输送到CH入口时为烟丝端朝前,而红云红河集团的生产的烟包到达CH入口时为滤嘴端朝前;其次安阳卷烟厂生产的烟包从高架自由滑落式撞到挡烟板后进入CH机组,而红云红河集团CH入口为柔性调头,即吸盘式传送。
2 烟支下陷的特性分析
在云烟(紫)的中试过程中,发现河南中烟安阳卷烟厂生产云烟(紫)的工艺流程(见图1)。
而红云红河集团生产云烟(紫)的工艺流程是(见图2)。
由于红云红河集团的质量工艺标准要求烟包翻转方向不能改变,所以只能从烟包的输送方式进行着手解决问题,即解决烟包速度高的问题。
3 改进及设计思路
设计思路:设想将CH入口处的固定挡烟板改成活动板,可以使得烟包在对挡烟板冲击的瞬间,挡烟板通过弹簧的作用,将烟包的冲击力“中和”掉,使得烟包内的烟支不受外力作用而发生变化,顺利的进入小透明机器内。
4 方案设计及实施方式
4.1 选材
选用材料应考虑的一般原则是:(1)使用性能原则;(2)工艺性能原则;(3)经济性原则。使用性能原则:它是保证零件完成规定功能的必要条件,在大多数情况下,这是选材首先要考虑的问题;选材的工艺性原则:在选材中,同使用性能相比,材料的工艺性能常处于次要地位;但在某些特殊情况下,工艺性能也可成为选材考虑的主要依据;经济性原则:材料的经济性是选材的重要原则之一,一般包括材料的价格、零件的总成本与国家的资源等。(该文只对使用性进行考虑)将CH入口挡板改造为具有缓冲装置的挡板,烟包在进入CH时,会不停的撞击挡板,缓冲装置的缓冲作用是依靠四个弹簧来实现的,选材时必须考虑到弹簧材料的良好韧性,经过多次实验选配弹簧,挡板孔内需要安装两个型号为LM8的直线轴承,并且轴与孔需要采用间隙配合。
4.2 方案设计
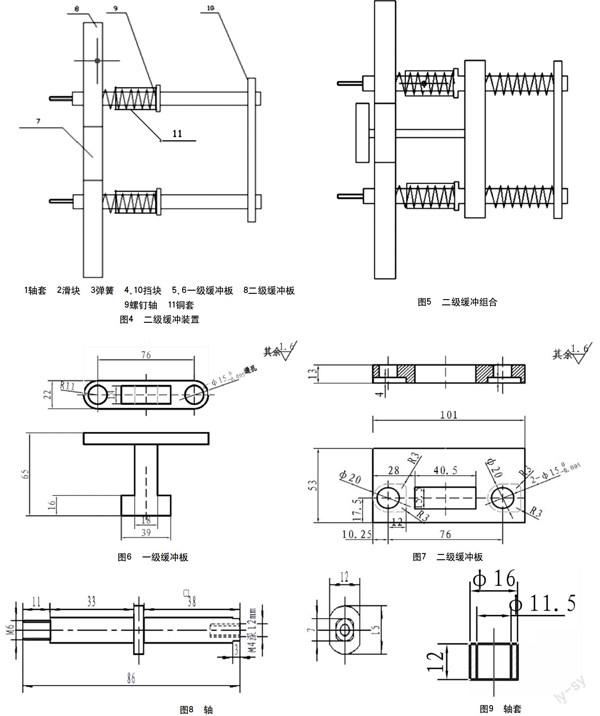
把CH入口固定挡板卸下来,根据该挡板尺寸加工一块具有缓冲作用的挡板,缓冲装置由一级缓冲板、二级缓冲板,弹簧、螺钉轴组合而成,如图3、图4、图5所示。
一级缓冲板5通过两根螺钉固定在缓冲块上,缓冲块两端利用弹簧和螺钉衔接在一起,成为一级缓冲装置;二级缓冲板8通过两个螺钉,紧固在CH入口处的机体上,螺钉和弹簧衔接在一块,成为二级缓冲装置。在烟包撞击到一级缓冲板后,在弹簧作用力下,一级缓冲板向后移动直至与二级缓冲板持平,此时二级缓冲板接触烟包,进行二级缓冲,原理同一级缓冲装置,整个装置由一级、二级缓冲装置共同完成缓冲作用。
4.3 实施方式
如图3、图4、图5所示的GDX2包装机小盒烟包缓冲装置包括一级缓冲板5、二级缓冲板8、弹簧3、弹簧4以及滑块2,一级缓冲板5在螺钉6的作用下,通过滑块2向后移动,在移动过程中,对弹簧3产生挤压,弹簧对挡块4产生挤压,挡块4支撑弹簧的挤压,直至一级缓冲板5到达二级缓冲板的水平面7;在一级缓冲板全部“进入”二级缓冲板时,缓冲装置进行二级缓冲,二级缓冲板8在烟包的作用下,向后移动,在移动过程中,对弹簧9产生挤压,弹簧对挡块10产生挤压,挡块10支撑弹簧的挤压,完成缓冲任务,铜套11起到定位作用。
此项改造只需按照一级缓冲板、二级缓冲的顺序进行安装,对安装没有特殊要求,在安装过程中,要注意用挡块连带弹簧慢慢紧固,不要让滑落的弹簧伤到手臂;拆卸缓冲装置时,要按照二级缓冲、一级缓冲顺序进行,在拆卸过程中,要注意弹簧的拆卸,慢慢将挡块拿出,小心弹簧划伤手臂,完成拆卸后,要按照顺序摆在干净、整洁的工具箱内,使用时,按照要求进行装配。
5 主要研究及工作内容
根据设计方案,进行了机械结构设计,主要内容包括(1)一级缓冲板设计;(2)二级缓冲板设计;(3)弹簧、轴承、缓冲板及螺钉轴选材设计;(4)防护罩设计.
5.1 一级缓冲板设计
通过设想需要设计一块成“工”字型挡板,一端能够穿过二级板中间位置,并超出一段距离,使烟包先冲击到一级缓冲板后,再靠近二级缓冲板,最终削弱烟包从高架桥上下来的冲击力(见图6)。
5.2 二级缓冲板设计
二级缓冲板需要与原车装配的CH入口固定挡板长、宽、高要一致,孔的位置与大小也都要一致。需要更改的是在板的中间位置加工一个容下一级缓冲推头的方孔(见图7)。
5.3 弹簧、轴承的选配及螺钉轴、套设计
将CH入口挡板造为具有缓冲装置的挡板,烟包在进入CH时,会不停的撞击挡板,缓冲挡板缓冲作用依靠四个弹簧来实现的,选材时必须考虑到弹簧材料的良好韧性,经过多次实验选配。
螺钉轴(见图8)是保证一级缓冲和二级缓冲在工作时的约束和自由滑动以及定位作用,因此经过认真考虑决定两根支撑轴选用45#钢,在挡板孔内和一级缓冲安装孔内各安装两个型号为LM8的直线轴承,并且保证轴与孔为间隙配合。
套的作用是二级缓冲向后运动定位,其空套在弹簧外(图9)。
5.4 提升板设计
为防止烟包在CH入口处提升过程中提升板(图号12AAEC8)与一级缓冲发生干涉,故对提升板进行改进(见图10)。
5.5 防护罩设计
二级缓冲装置加工完成后,为了防止机械对人造成的伤害,需要按照零部件尺寸大小设计一个专用的二级缓冲防护罩,预防安全隐患的产生(见图11)。
6 主要性能
(1)二级缓冲装置的研制,有效地解决烟支下陷缺陷的产生,大大提高了产品的质量。
(2)经过改造后,机器的稳定性得到了很大的提高,机器发生挤烟的次数变少,延长了设备运行时间,运转速度提高到385包/分,提高了设备有效作业率。
(3)节约了生产时间,降低了能耗,保证了产品的质量又提高了设备有效作业率。
7 主要创新点及特征
二级缓冲装置与吸盘式输送相比,结构简单,设计巧妙、构思新颖、成本低廉,操作简便,便于维护,整个装置由机台挡车工独自操作,缓冲装置能够实现烟包降速、保质量的功能,可有效避免由于烟包速度过快产生烟丝下陷、触头烟等质量问题,而且在安装、使用上均不存在危险性,大大提高产品质量,降低原材料消耗。
该装置有以下主要特征。
(1)该装置由一级缓冲板通过两根螺钉固定在缓冲块上,缓冲块两端利用弹簧和螺钉衔接在一起,成为一级缓冲装置。
(2)二级缓冲板通过两个螺钉,紧固在CH入口处的机体上,螺钉和弹簧衔接在一块,成为二级缓冲装置。
(3)在烟包撞击到一级缓冲板后,在弹簧作用力下,一级缓冲板向后移动直至与二级缓冲板持平,此时二级缓冲板接触烟包,进行二级缓冲,原理同一级缓冲装置,整个装置由一级、二级缓冲装置共同完成缓冲作用。
(4)只需按照一级缓冲板、二级缓冲的顺序进行安装,对安装没有特殊要求,在安装过程中,要注意用挡块连带弹簧慢慢紧固,不要让滑落的弹簧伤到手臂;拆卸缓冲装置时,要按照二级缓冲、一级缓冲顺序进行,在拆卸过程中,要注意弹簧的拆卸,慢慢将挡块拿出,小心弹簧划伤手臂,完成拆卸后,要按照顺序摆在干净、整洁的工具箱内,使用时,按照要求进行装配。
8 经济效益分析
8.1 直接经济效益分析
(1)经过改造后,机器的稳定性得到了很大的提高,机器发生挤烟的次数极少,这样延长了设备运行时间,提高了设备有效作业率,消除了设备的安全隐患,改善了过去由于挤烟、伤件造成的满地是烟包的局面,达到车间要求生产区整洁、干净的目的;(2)烟支下陷得到了明显改善,大大提高了产品的质量;(3)机器长时间运转,减少了停机次数以及报废烟的出现,从而减轻了机器操作工的劳动强度,同时也节约了原辅材料,间接地降低了生产成本。既保证了产品的质量又提高了设备有效作业率。装置使用前,机器速度在350包/min以上时,烟包在输送带摩擦力及烟道内烟包推送力的作用下进入输送调头机构,烟包下面直接与挡板产生撞击,因而造成烟支下陷,机器速度在350包/min以下时,质量有明显好转。投入使用后,机器速度在370包/min时,未发现一盒烟支下陷;机器速度在385包/min时,偶尔会出现一支。可以看出当车速维持在385包/min时,设备有效作业率提高了35包/min,按照一台车三班三运转来算,一个班8h,480min,每班多生产480×35=16800包,三个班多生产16800×3=50400包,约合100.8件,约合20.16箱。
8.2 社会效益分析
此项改造有效解决了加工工艺标准要求滤嘴端朝前时,从高架输送带输送下来的烟包撞击到挡烟板上,造成烟支下陷问题,降低了质量缺陷发生,提高了设备有效作业率。在企业节能降耗、安全生产方面、设备管理方面、文明生产方面成果显著,经济效益和社会效益良好,具有较高的应用价值。
参考文献
[1] 黄德良.ZB45型包装机组[M].北京:中国科学技术出版社出版,2001.
[2] 上海烟草机械有限责任公司.ZB45型硬盒包装机使用说明书[S].2006.
[3] 上海烟草机械有限责任公司.ZB45型硬盒硬条包装机组培训教材[M].2006.
[4] 机械设计手册[M].化学工业出版社,2002.
