乙烯苯乙烯装置膨胀节泄漏检修方法
2015-11-04林敬
林 敬
(广东 广州)
乙烯苯乙烯装置膨胀节泄漏检修方法
林 敬
(广东 广州)
结合乙烯苯乙烯装置膨胀节的泄漏修复、更换处理,本文介绍了一些施工理念及方法。在保证安全的前提下采用简单、有效、快速的施工方法进行施工,给施工同行及类似工程提供了经验及借鉴,供探讨。
膨胀节;吊装;焊接;补焊;更换
引言
在某乙烯厂苯乙烯装置中,MM201、MM202、MM203、MM204、MM205、MM210、MM211、MM212、MM231、MM238膨胀节至关重要,它们运行的好坏,直接影响整个苯乙烯装置的运行安稳及经济效益,且运行的介质为烃类化合物、氢气或蒸汽,操作温度多数较高。运行中,一旦发生泄漏,整个装置必须停车处理,且有可能造成伤人、起火等事故。针对以上问题,根据膨胀节泄漏损坏的程度,可对膨胀节进行更换或补焊检修,以便能迅速、保质地进行检修,尽快恢复生产,使损失降到最小。本文通过对苯乙烯装置膨胀节发生泄漏后进行的修复和更换处理的施工实例,针对膨胀节的特点就膨胀节的修复、补焊、吊装、更新等方面进行了阐述。
1 工程概况
(1)膨胀节的主要操作参数

表1
以上膨胀节接管材质均为304H(C≥0.04%)。
(2)苯乙烯膨胀节在苯乙烯装置里至关重要,如发生泄漏即导致整个装置停车,甚至有可能发生火灾伤人事故。针对以上可能发生的情况,制定了膨胀节的更换及补焊方法。
2 施工依据
(1)波纹管厂家提供的相应的波纹补偿器安装使用说明;
(2)《石油化工有毒、可燃介质钢制管道工程施工及验收规范》(SH3501-2011),MM204、MM205、MM210、MM210、MM211、MM2 12、MM231、MM238施工按此标准;
(3)《工业金属管道工程施工规范》(GB50235-2010);MM201、MM202、MM203施工按此标准。
3 施工准备
10台膨胀节的验收工作:
(1)主要是膨胀节的验收工作:①到货后,测量膨胀节几何尺寸(膨胀节自由状态下的尺寸),并标出膨胀节方向位置。记录好检验结果记录,确认符合规范要求后,方可验收施工。②通过打光谱,对膨胀节接管的材质进行复验。
(2)焊接所用的焊材复验。
(3)施工加固措施所使用材料的准备
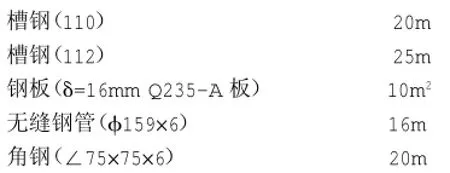
4 工机具准备

5 施工步骤及技术要求
5.1 膨胀节更换施工步骤
(1)现场搭设钢架,符合安全规定,经验收合格后才能使用。
(2)拆卸现场保温,将待更换膨胀节处的保温拆除。
(3)膨胀节的支撑固定,对更换膨胀节所处的管道进行加固,利用管道框架及平台,采用槽钢、钢管、角钢等将膨胀节连接管道支撑固定。限制垂直管的位移。
(4)膨胀节测量、划线
①原膨胀节初始位置作标记,作好铰链中心线,膨胀节方向标记。
②在需要更换膨胀节的管道上划线,作为切割线,划线长度为新膨胀节的尺寸,尽量将旧焊缝割除。
③膨胀节更换检查线(距切割线100mm)划线,做好标记。
(5)旧膨胀节切割
切割前先将旧膨胀节四根拉杆的连接板割断,待更换膨胀节完毕后恢复。旧膨胀节管段利用等离子切割拆除,选用50T吊车吊下地面。
(6)坡口加工
要求加工出外坡口,具体坡口型式见焊接要求。焊接坡口打磨,切割后对坡口进行打磨,清除坡口四周氧化皮、油污等物后,使焊道露出金属光泽。旧焊缝及热影响区要清除干净。
(7)新膨胀节加固
膨胀节验收合格后,将膨胀节四周螺栓上紧,保证其自由状态下的几何尺寸,并用角钢等加固焊牢,并用石棉布将波纹管包扎好,以作保护。
(8)新膨胀节组装
①选用50T吊车整段吊装新膨胀节,根据安装尺寸进行组对焊接。新(旧)膨胀节的吊装(拆卸)方法见吊装方案。利用铁码、尖子加减丝等组对膨胀节,组对时注意膨胀节的安装方位(对准铰链中心线)和介质流向,壁厚相同的管子、管件组对时,应使内壁平齐,组对错边量应为δ≤1mm,错边量尽量均匀分布,组对间隙δ=2~3mm。
②施工技术要求

表2
③安装注意事项:
a.膨胀节的运输保护装置运行前要割除。
b.管道连接时,不得用强力对口来消除接口端面的缺陷。
c.现场焊接时要用石棉布对波纹管表面作好保护,不允许有焊接飞溅到波纹管及其与接管之间的环焊缝上。
(9)焊缝焊接
①焊接坡口加工,型式及组对要求:
a.焊接坡口加工采用磨光机打磨,或者采用机加工。
b.坡口型式及组对要求见图1。
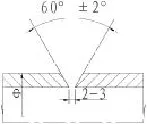
图1
c.坡口内外离坡口边缘10~20mm范围内清理干净,露出金属光泽。
②焊接规范
a.材质:304H。
b.规格:φ1220×10。
c.焊接方法:手工焊条电弧焊。
d.焊工资格:SMAW-Ⅳ-6G-10/159-F4J或相应资格。
e.焊接规范参数:
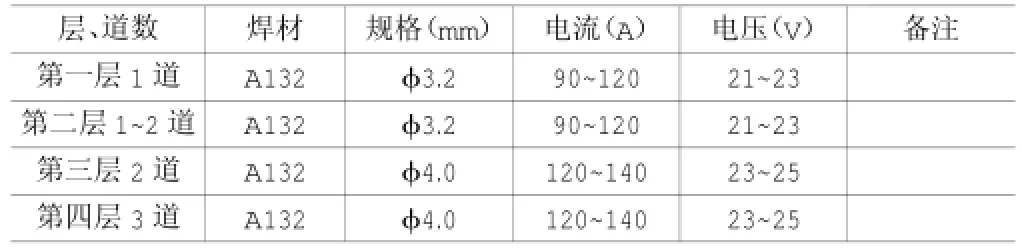
表3
(10)焊缝检验
对接焊缝100%进行射线检验,按JB/T4730-2005标准Ⅱ级合格。
(11)四根拉杆安装复位。
(12)生产装置系统气密试验。
(13)拆卸固定设施。膨胀节焊缝检验合格后,拆除膨胀节所有临时支撑,松开膨胀节的所有固定螺栓等,使其处于自由状态,交工验收。
(14)膨胀节保温恢复。
(15)施工棚架拆卸。
5.2 膨胀节补焊施工步骤
(1)现场搭设符合要求的钢架。
(2)拆卸现场保温:将泄漏部位的保温拆除。
(3)膨胀节泄漏处打磨,清除氧化皮、腐蚀物及油污,使之露出金属光泽。
(4)实际施焊前,焊工必须在厂房先练习调节好电流,避免现场焊接时,把实物焊穿。
(5)补焊时,焊工要注意防止电弧碰伤邻近的其它膨胀节、波纹段。
(6)焊接要求
①清除裂口处氧化皮、腐蚀物及油污,使之露出金属光泽。然后进行渗透检验。没有裂纹、夹层方可进行焊接。
②视裂缝情况,是否需采用贴板补焊,如需贴板补焊,贴板采用与母材同材质的厚度为1.5mm的板。根据焊缝裂纹状况,将贴板剪切成符合的条板,将贴板预制成与贴补处波纹形状相吻合的形状进行贴补,尽可能让贴板与膨胀节之间的间隙小于1mm。
③补焊采用氩弧焊,焊丝选用INCONEL82,φ1.6,焊接电流90~100A,电压12~24V,氩气流量8~10L/min,氩气纯度大于99.99%,钨板φ2.5mm。
④焊工必须持有相应资格。
⑤施焊过程中应采取防风措施,用帆布或其它物品遮盖焊接周围,不能让风直吹焊接部位。
(7)修复后焊缝进行100%渗透检验,没有裂纹、气孔为合格。
6 膨胀节更换吊装
6.1 工程概况
苯乙烯装置膨胀节φ1602×5170mm,重量为2936kg(旧膨胀节加上保温等重量约为3500kg),安装在高度约为25m的框架上,需在停车检修时进行更换。
6.2 吊装方法
(1)使用50T吊车(吊臂必须长于38m)进行吊装,吊车摆放在框架南面空地。
(2)使用一对钢丝绳吊装旧膨胀节,钢丝绳直接捆绑设备;在新膨胀节中间筒节上焊接四个孔板式吊耳,使用吊耳进行吊装。
(3)新膨胀节吊装配用四个2吨级卸扣及四个2吨级手动葫芦,以确保对接时的高低、及方位角的调整。
(4)吊装时用两条足够的白棕绳溜放设备。
(5)吊车操作必须缓慢平稳,起重工用旗语及哨音进行指挥。
6.3 主要机具选用及验算
(1)吊耳计算:吊耳选用δ=10mm材质为0Cr18Ni9钢板,吊耳长度L=100mm,吊耳环高h=35mm,吊耳焊缝高度为10mm。每个吊耳受力为750kg即7350N。
①吊耳强度校核:按剪切力考虑。

满足强度要求。
②吊耳焊缝校核:按剪切力考虑。

满足强度要求。
(2)吊车选用50T吊车
设备最大吊装重量为3.5T,设备吊装高度为32m(设备高度加安装高度及钢丝绳高度),吊装跨距为10m。50T吊车在杆长38m,跨距时10m,可负载8T,大于设备最大吊装重量;有效吊装高度为33m,大于设备吊装高度。
因此吊车满足使用要求。
(3)旧设备吊装选用6×37-17.5-17.0钢丝绳,其钢丝破断拉力总和为18950kg。每条钢丝绳长12m,各绕设备一圈,即共有2条钢丝绳受力,则钢丝绳的安全系数为:

因此吊索安全。
(4)安全措施
①所有参与吊装的施工人员,必须熟悉工程内容及吊装方法,按方案进行施工,并且必须办理起重吊装作业票。
②选用合格机具,并在施工前由技术员及施工人员再次检验核实。
③吊车支腿支承必须牢固可靠,不得骑压电缆沟、下水道等。
④吊车操作必须平稳、缓慢,必须服从指挥。
⑤在吊装区域用警戒线划定警戒区域,并派专人警戒,施工期间无关人员禁止内进。
⑥在起吊过程中,任何人不得在重物下和受力索具附近逗留或通过,不允许有人及其它物件随同重物升降。
⑦电焊线、电线等必须尽量远离钢丝绳,不得与钢丝绳缠绕。
⑧如需使用装置内其它设备、基础作受力锚点时必须征得作业部同意后方可使用。
⑨风力大于五级时严禁吊装。
⑩高空作业注意安全,须系好安全带。
7 质量保证措施
(1)掌握有关技术要求,熟悉需更换的膨胀节的有关图纸资料,了解施工中的技术规范和要求。
(2)严格按照标准规范施工,控制组对焊缝的错边量和对口间隙的焊接质量。
(3)作好施工记录,每道工序互为保证,把好每项工序的质量关,施工过程中做好记录,严格执行三级检验——班组自检、施工员复查、专检人员验收。
(4)抓好膨胀节焊接质量,提高一次合格率,避免返修现象。
(5)在运输、吊装过程中,应采取加强固定手段,对膨胀节进行保护,避免波纹管损坏。施工过程中,不得在波纹管上引弧,不得撞击波纹管,焊接时,严禁将地线接于波纹管上。
(6)建立施工奖惩制度,奖优罚劣,提高施工人员的工作积极性,增强工作责任心。
(7)施工过程质量控制点
①材料领用须有质证书(自检);
②旧管线切割前,需做好标记并经相关负责人确认后,才能施工;
③坡口渗透检验(专检);
④焊缝射线检验(专检)。
8 安全措施
(1)施工人员必须严格办理各种作业票,如动火票、进装置证等。
(2)对施工人员组织进行安全技术交底。
(3)吊装作业需办好吊装作业许可证。吊装作业人员必须持有上岗证。
(4)吊装作业前应仔细检查吊装绳索,确保设备捆绑牢固。
(5)吊装时,应专人指挥,确保设备平稳、缓慢下落。
(6)吊装时拉好警界线,吊装时,严禁无关人员进入。
(7)设备起吊、移位、放下时,应确保不损伤新旧设备及人员。应谨防夹伤手指等人身事故。
(8)施工棚架的搭设一定要符合安全要求,并有专人检查验收合格后,挂合格牌。
(9)施工时要有专人进行监火,并备有灭火器材,及时清理动火点四周的易燃物品。
(10)高空作业,应佩带好安全带,作好防范措施。
(11)电动工具应检验合格后,方可使用。打磨作业时须戴上防护面罩。
(12)施工间隙期,切割后管端应用石棉布盖好,以防异物掉入设备内。
9 结束语
苯乙烯膨胀节泄漏检修,采用了直接补焊和更换处理的施工方法。针对现场实际情况进行了不同检修方案的果断决策,采用了简单、有效、快速的施工方法,保证了安全,节约了成本,提前完成了施工任务。这样给施工同行及类似的工程提供一点经验及借鉴,值得我们探讨。
[1]中国机械工程学会焊接学会.《焊接手册》.机械工业出版社,2001,8.
[2]中国机械工程学会.《机械手册》.机械工业出版社,2003,9.
TG172
A
1673-0038(2015)37-0202-03
2015-8-26
