热芯盒与温控箱温度准确性的研究
2015-11-04刘欣平白素云蒋立峰芜湖永达科技有限公司安徽芜湖4009沈阳德文特动力机械制造有限公司辽宁沈阳079
刘欣平,白素云,蒋立峰(.芜湖永达科技有限公司,安徽芜湖 4009;.沈阳德文特动力机械制造有限公司,辽宁沈阳 079)
热芯盒与温控箱温度准确性的研究
刘欣平1,白素云1,蒋立峰2
(1.芜湖永达科技有限公司,安徽芜湖 241009;2.沈阳德文特动力机械制造有限公司,辽宁沈阳 110179)
实际生产中有时热芯盒温控箱的显示温度过高,即使将温控箱温度调到工艺要求范围内,砂芯固化温度仍低,砂芯强度不足。通过热电偶法对比试验发现,针对热芯盒宽度为320 mm的481热芯盒,热电偶的深度必须要达到芯盒整体宽度的1/3,温控箱的测量值才能与实际温度相接近。
热芯盒;温度控制;热电偶测温
热芯盒的温度是控制热芯制芯质量的重要参数之一。温度高会产生砂芯过烧,树脂被烧掉,造成砂粒粘结力下降,轻者表皮脱落,重者砂芯断裂;温度低,树脂没有完全固化,砂芯强度不高,同样也会产生断芯。其不但给生产带来很大的浪费,而且对铸件质量也会带来很大的影响。目前对这方面研究的人很少,也没有个成型的理论支持,根据公司长期积累的经验,热芯盒温度控制在200~260 ℃较好。但实际生产中个别温控箱的显示温度过高,即使将温控箱温度调到工艺要求范围内,但砂芯固化温度低、砂芯强度不足,在正常保温时间情况下,断裂的砂芯明显增多,同时砂芯也容易变形。为此,需要找出一个合理的使温控箱显示的温度与实际温度具有一致性、准确性的有效解决办法。

图1 生产中热芯盒温度显示图
1 现象的描述及影响因素分析
1.1现象的描述
在我们实际生产中采用的热电偶与模具侧壁是柔性接触的,生产中热芯盒温度的显示如图1。
热芯盒显示的温度异常,严重超过工艺要求的范围,工艺要求制芯温度为200~260 ℃,但现有的显示温度个别达到333 ℃,同时显示的温度虽在工艺范围内,但也不能全部代表热芯盒的实际温度。
1.2现状的影响因素分析
根据公司的实际经验与查找资料,在热电偶接线正确的情况下,影响温差的因素应该有以下两点:
(1)热电偶所处模具位置深度,通过试验,找到一个合理的热电偶所处位置。
(2)热电偶与模具接触紧密度,目前我们在用的热电偶与模具侧壁是柔性接触,寻求一种刚性接触的热电偶,试验其接触紧密度对温差的影响。
2 实验前准备及实验过程
2.1实验前准备
(1)为证明热电偶所处位置深度不同对温差的影响,选择不同深度的两种模具:481缸体的热芯盒(图2)和473缸体的热芯盒(图3)。由图2可以看出,两个红线之间距离就是用铁棒插入481热芯盒放入热电偶孔的深度测量值为110 mm;由图3可以看出,473热芯盒放入热电偶孔的深度测量值为40 mm。
(2)为保证热电偶的刚性接触,分别采购了90、120、150 mm不同长度测头的热电偶。
2.2试验过程
(1)实验一:柔性接触与刚性接触对测量温度的影响
将90 mm的热电偶安装在481热芯盒静模上(柔性接触),见图4.a;将120 mm的热电偶安装在481热芯盒的动模里(刚性接触),见图4.b。
利用表面测温枪对动模、静模模具中心部位温度进行测量。图5.a为静模测量结果,图5.b为动模测量结果。图6为温控箱显示的结果,温控箱左侧为静模温度162 ℃,右侧为动模温度183 ℃。

图2 481热芯盒热电偶深度示意图
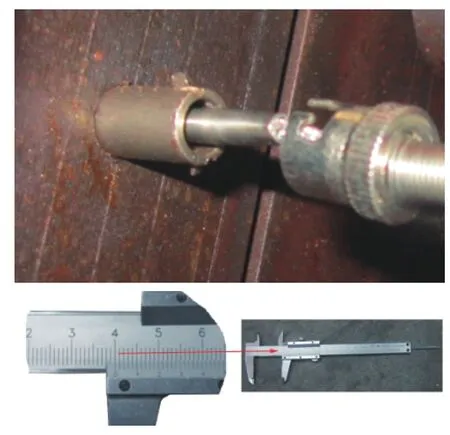
图3 473热芯盒模具热电偶深度示意图

图4 热电偶在静、动模上安装示意图

图5 表面测温枪对静、动模检测结果

图6 温控箱显示的温度测量结果

图7 热芯盒动模在模具中的测量位置
小结:热电偶在模具中深度达到110 mm以上,无论是刚性接触还是柔性接触,模具心部温度与温控箱测量的温度很一致、很准确,误差在2~5 ℃。
(2)实验二:热电偶所处模具的位置对测量温度的影响
本试验采用柔性接触的热电偶,利用表面测温枪对473热芯盒心部①和靠近边缘部位②进行温度测量(图7),并与温控箱显示的温度(图8)进行对比,从而找出热电偶所处位置的变化对温度的影响。
图9为对473热芯盒的动模①、②位置使用表面测温枪进行测试的结果。

图8 温控箱显示的动模温度图
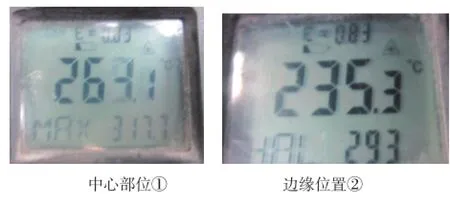
图9 表面测温枪在不同位置的测量结果
模具中心部位、边缘部位用表面测温枪测得的温度与温控箱测量的温度相差很大,边缘部位②和温控箱显示的温度接近,温差2 ℃;而中心部位①测得的实际温度比温控箱显示的温度高32 ℃。热电偶在473热芯盒模具深度40 mm时,尽管显示的温度在工艺要求范围内,但温控箱测得的温度并不是模具的实际温度,中心部位实际测得的温度远高于温控箱显示的温度。又分别对90 mm、120 mm热电偶进行测试,使用90 mm热电偶的热芯盒温差介于473和481热芯盒之间,使用120 mm热电偶的热芯盒温差与481热芯盒温度相差不大。
小结:热电偶在473缸体热芯盒模具中深度40 mm太浅,不代表模具实际心部温度;热电偶在481缸体热芯盒模具中深度110 mm正好,只要深度达到110 mm以上就可以代表模具中心部实际温度。
3 结论
(1)刚性接触和柔性接触对温控箱测量值影响不大;
(2)热电偶所处芯盒的位置深度对温控箱测量值影响很大;
(3)要想得到和实际相接近的温控箱测量值,热电偶所处位置深度要足够的深。481热芯盒宽度为320 mm,而热电偶深度110 mm,那么热电偶的深度必须要达到芯盒整体宽度的1/3,温控箱的测量值才能与实际温度相接近。
[1] 陈剑敏.水套砂芯热芯盒射芯机[J]. 中国铸造装备与技术,2000(4).
Study on the Hot Core Box and a Temperature Control Box Temperature Accuracy
LIU XinPing1, BAI SuYun1, JIANG LiFeng2
(1.Wuhu Yongda Technology Co., Ltd, Wuhu 241009,Anhui,China;2.Shenyang Devin Power Machinery Manufacturing Co. Ltd., Shenyang 110179,Liaoning,China)
In the actual production, sometimes hot core box temperature control box to display the temperature is too high, even the temperature control box temperature to process the required range, sand core curing temperature is still low, lack of strength of sand core. The thermocouple method through contrast test,according to the hot core box width of 481 hot core box 320 mm, the depth of the thermocouple must reach the core box the whole width of 1/3, the measurement of temperature control box temperature is close to the actual value and.
Hot core box; Temperature control; Thermocouple
TG231.6+6;
A;
1006-9658(2015)02-0040-03
10.3969/j.issn.1006—9658.2015.02.012
2014-09-25
稿件编号:1409-666
刘欣平(1964—),男,铸造工艺工程师,从事铸造工艺开发.
