基于ZigBee的动车组装配生产线监测节点的设计
2015-10-31沈巍齐迪张鹤张梅婷
沈巍,齐迪,张鹤,张梅婷
(大连交通大学电气信息学院,辽宁大连116028)
基于ZigBee的动车组装配生产线监测节点的设计
沈巍,齐迪,张鹤,张梅婷
(大连交通大学电气信息学院,辽宁大连116028)
目前,动车组装配生产线监测大多采用有线和人工结合的半自动化的监测方式,而这种方式存在布线困难、节点固定、成本过高、实时效果差等问题。针对上述问题,文中设计了全自动化的基于ZigBee的动车组装配生产线监测节点,定义了监测节点的网络程序及传输数据帧结构,设计采用CC2591功率放大芯片提高了监测结点的射频功率。所设计的监测节点不仅扩大了ZigBee网络的覆盖范围,提高了抗干扰的能力而且更好的解决了在动车生产线特殊环境下的布线困难、实时差等问题,满足了节点布置灵活、数据稳定、可靠等要求,符合动车组装配生产线监测的需求。
装配生产线;全自动化;ZigBee技术;布置灵活;数据稳定
未来几年中国高铁建设进入全面收获期,届时我国铁路运营里程达12万公里以上。随之而来的是对动车组列车的需求量急剧增加。动车组客车生产厂的生产效率已成为衡量客车厂生产能力的重要指标,动车组装配生产线监测,为客车厂提高生产效率,优化装配顺序,制定生产计划提供了重要依据。所以对动车组装配生产线的监测显得迫切需要。本文介绍的基于ZigBee的动车组装配生产线无线监测节点布置灵活、成本低、干扰小、传输稳定可靠、安全性高、操作简便,具有广泛的应用前景。
1 监测节点的硬件设计
1.1监测节点的硬件整体设计
监测节点除了具有远距离无线收发及数据处理功能外,还需要采集并显示安装在动车组装配生产线上的RFID标签信息以及便于节点的二次开发和通过PC机进行监测的功能,为此设计的硬件系统主要包括:CC2530微控制器模块、RFID标签信息采集模块、CC2591功率增强模块、编程与调试模块、OLED显示模块等。硬件设计基本框图如图1所示。

图1 硬件设计基本框图Fig.1The basic block diagram of the hardware design
1.2CC2530微控制器模块设计
微控制器模块是整个系统信息采集和传递的核心部分,本监测系统中选用德州仪器(TI)公司生产的CC2530作为ZigBee的网络的射频芯片。该射频芯片包括一个高性能的2.4 GHz直接序列扩频的射频收发器和一个高性能、低功耗的8051微控制器核,不仅仅能够满足无线传感器网络对低成本、低功耗的要求,而且能够实现对数据的高效处理。
图2是CC2530微处理器模块的电路图,首先通过串口电路接受RFID标签信息采集器采集的数据信息,然后将采集上来的数据进行处理并通过无线射频部分发送。微控制器的P0_0连接RFID标签信息采集器,接受动车组装配生产线上关键装配部件标签信息;CC2530微处理器模块通过控制OLED显示模块,以显示标签信息数据;通过外接32M晶振,以满足无线通信的高速率要求;为了增大无线发射功率以满足长距离通信的要求,CC2530微控制器模块连接了CC2591功率放大电路。

图2 CC2530微控制器模块Fig.2CC2530 microcontroller module
1.3功率增强模块设计
CC2591作为射频前端芯片,主要负责无线通信电路中从天线到CC2530RF端口的链路功能,包括接收部分信号处理和发送部分的功率放大。作为发射端时,CC2591就像CC2530内无线收发器的发射链路的外部加了一级功率放大器,其发射功率可由CC2530结合软件实现由0 dBm到22 dBm调节。作为接收端时,CC2591内部的LNA使得CC2530内部收发器前端增加一级低噪声放大器,通常CC2591内部LNA都工作在该增益,可有效抑制系统噪声系数NF,大大改善系统的接收灵敏度。图3为CC2591功率增强模块电路图。

图3 CC2591功率增强模块电路图Fig.3The diagram of CC2591 power enhancement module circuit
2 监测节点软件的设计
2.1生产线监测节点网络程序设计
生产线监测节点网络程序设计主要包括协调器、路由器和终端节点设计,协调器作为整个网络的核心主要负责ZigBee网络组建、维护控制终端节点的加入和数据的处理等。其工作过程是:上电待硬件软件初始化后,MCU和RF收发器使能,当收到节点申请加入网络信息后,协调器便会分配一个网络地址给该节点,构成新的网络[1-2]协调器的程序流程如图4。
在ZigBee网络中,路由器和终端节点都作为协调器的子节点,路由器和终端节点上电按照协调器的初始化过程后,子节点发送入网申请,路由器的入网过程和终端节点的相同。路由器入网成功后,一直等待终端节点传输数据信息,接收到数据信息后,路由器则将动车组装配生产上的设备标签信息无线传输给协调器。终端节点入网成功后,若有标签进入RFID标签信息采集模块天线采集范围内,则终端节点进行数据采集、处理和发送,数据发送完成后,进入休眠模式。路由器和终端节点的程序流程如图5。
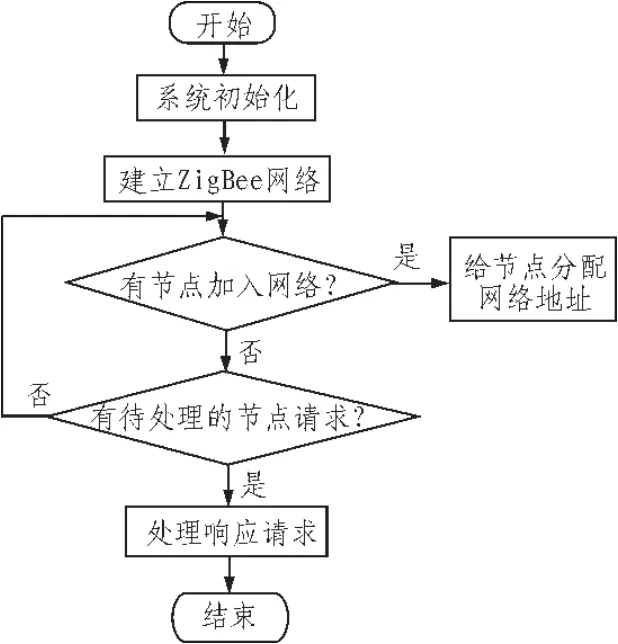
图4 协调器流程图Fig.4The flow chart of coordinator

图5 路由器和终端节点流程图Fig.5The flow chart of routers and terminal node
2.2监测节点传输数据帧结构构建
为了在动车组装配生产监测系统中,降低无线传输中误码率,保证ZigBee通信网络的稳定性、可靠性和有效性。本文在设计帧结构时,将监测节点的命令信息和数据信息合为一帧数据,采用常用的16进制、8个字节数据长度的帧结构[3-6]。其帧格式如表1所示:

表1 数据帧格式Tab.1 Data frame format
1)帧头:占用两个字节,分别为帧头高8位和低8位。高8位为AAH,低8位为55H。
帧头占用两字节是由于动车组装配生产线占地面积较大,数据信息在无线传输过程中易发生误码,采用两个字节的帧头,可以保证在无线通信中每一帧的数据同步,提高了接收每一帧数据的可靠性。
2)命令信息:占用一个字节,主要是对检测节点功能进行控制,比如信道的选择,数据的显示等等。
3)RFID关键部件信息位:占用两个字节,分别为地址的高8位和低8位。地址范围0000H—FFFFH。
RFID关键部件信息位占两个字节。每个编号代表动车组装配生产线上的关键部件,如:0001H表示装配生产线一号关键部件编号,0002H表示装配生产线二号关键部件编号,以此类推等。
4)CRC校验位:占用两个字节,提高了检错能力,保证在动车组生产线特殊环境下状态信息数据有效性和准确性。
3 通信测试及结果分析
3.1模拟动车组生产线监测测试
使用自主研制的3个生产线监测节点分别为协调器(汇聚节点),路由器和终端节点,模拟动车组装配生产线监测系统进行实验室测试,为了更直观判监测节点组建网络的可靠性,将协调器节点采用USB串口与上位机PC相连,使用串口助手软件捕捉协调器监测节点接收到的数据信息。其串口捕捉到的数据如图6所示。
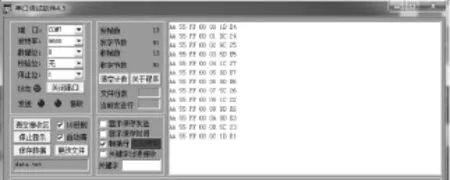
图6 串口数据捕捉图Fig.6Serial data capture
在生产线监测节点上采集到的标签信息与实际标签信息相比几乎不存在采集错误,系统采集标签信息准确率高,满足使用要求,且网络传输过程中几乎不会引入误差。
3.2生产线监测节点传输距离及可靠性测试
传输距离的测试方法是采用两个监测节点分别作为监测终端和协调器进行测试,然后测量得出最远通信距离。协调器监测节点固定不动,监测终端节点逐渐远离,直到协调器监测节点接收不到数据为止,在没有明显障碍物遮挡的情况下,两个生产线监测节点对点的最大可视距离可达800 m,符合生产线监控的应用要求。
可靠性的测试方法是采用3个监测节点分别作为监测终端、路由器和协调器进行传输,3个节点放置的距离约为300 m,100个带有不同信息的RFID标签每隔2 s经过终端监测节点,通过察看协调器节点接收数据包的数量与RFID标签个数判断是否发送丢包现象。测试结果如图7所示。
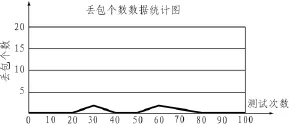
图7 测试结果分析图Fig.7The chart of test results analysis
4 结束语
本文描述了基于ZigBee技术的动车组装配生产线监测节点的设计与具体实现方式。测试结果显示,本文设计的监测节点结构简单、便于操作;设计的CC2591功率增强电路大大提高了ZigBee网络的覆盖范围,增强了抗电磁干扰能力,减少了数据传送中的丢包率;验证了本文所提出的数据传输协议可靠性高,数据信息传输过程中的误码率低。
通过监测动车组装配生产线不但为动车组客车厂提供全面的、实时的、准确的生产线监测信息,而且通过分析监测信息知动车组每个关键部件安装所需的时间及存在的问题,为动车组客车厂优化生产线作业流程,提高生产效率提供了可靠的数据依据,为我国高速动车组的装配生产发展,有着更深远的实际意义。
[1]瞿雷,刘盛德,胡咸斌.ZigBee技术与应用[M].北京:北京航空航天大学出版社,2007:227.
[2]高文华,康琳,柴婷婷,等.基于ZigBee的温湿度监测系统][J].电子测量技术,2008,31(10):122-124. GAO Wen-hua,Kang Lin,Chai Ting-ting.Temperature and humidity system based on ZigBee[J].Electronic Measurement Technology,2008,31(10):122-124.
[3]张舸,刘利强,周细义,等.IEEE 802.15.4协议的性能分析与仿真[J].电子技术,2011(5):76-78. Zhang Ge,Liu Li-qiang,Zhou Xi-yi,Yan Zhen-yan. PerformanceofIEEE802.15.4protocolanalysisand simulation[J].Electronic technology,2011(5):76-78.
[4]Tekkalmaz,Metin,Korpeoqlu,lbrahim.PSAR:Powersource-awareroutinginZigBeenetworks[J].Wireless Network.2012,18(6):635-65.
[5]潘浩,董齐芬,张贵军,等.无线传感器网络操作系统TinyOS[M].北京:清华大学出版社,2011.
[6]李文仲,段朝玉.ZigBee 2007/PRO协议栈与实践[M].北京:北京航空航天大学出版社,2009.
Design of ZigBee-based monitoring node for EMUs production line
SHEN Wei,QI Di,ZHANG He,ZHANG Mei-ting
(College of Electrical Engineering and Information,Dalian Jiaotong University,Dalian 116028,China)
At present,the EMU assembly line monitoring mostly uses the combination of cable monitoring and artificial monitoring which is semi-automated,but in this way the problems are difficult routing,node-fixed,high-cost,poor real-time effect.In response to these problems,we designed a fully automated EMU assembly line monitoring nodes based on ZigBee,with the definition of the network nodes'program and data transmission frame structure,and the design of CC2591 chip increases the RF power of monitoring node.The designed monitoring nodes not only expand the coverage of the ZigBee network to improve the anti-interference ability,but also better resolves wiring difficulties and poor real-time problems under special circumstances of EMU production line,and meet the requirements of the node layout flexibility,data stability,and reliability,in line with EMU assembly line monitoring needs.
assembly line;fully automated;ZigBee;flexible layout;data stability
TN92
A
1674-6236(2015)20-0144-04
2015-01-09稿件编号:201501072
辽宁省博士科研启动基金项目(20141108)
沈巍(1989—),男,辽宁大连人,硕士研究生。研究方向:无线通信及其关键技术。
