低成本通用型液压夹具的设计及推广
2015-10-29叶莉韩利
叶莉 韩利
摘 要 大批量零件在立式加工生产中,手动夹具劳动强度大,生产率低下,外购全套液压夹具成本高,通过借用精车夹具,自主设计液压底座,有效地改善了生产弊端,极大地节约了加工时间,通过更换涨套,使得夹具适用范围更广,降低了换产时间。
关键词 批量生产;劳动强度;生产效率;低成本;液压夹具
中图分类号 TG7 文献标识码 A 文章编号 2095-6363(2015)09-0025-02
我公司现有设备中,大多采用手动夹紧,每加工一个零件,需夹紧松开各一次,劳动强度很大。截止目前,液压夹具全部委托专业厂家来设计制造,外购费用非常大,一套立加夹具约需7-8万元。采用液压夹具是一种趋势,尤其适合我公司的大批量生产,并满足KTJ的
需要。
1 问题的提出
法兰盘零件,年产80万件,批量非常大,在立式加工中心加工时存在下列问题:1)采用立加专用夹具手动夹紧,每班的夹紧松开操作达五六百次,最严重时,一个月用坏7-8把扳手。2)换产很慢。3)换产时,若更换专用夹具,更换后需重新找正、调试夹具,费时费力。4)换产时,若更换涨套,由于涨套厚度的变化,手动无法夹紧,导致撞刀。效率低下,无形中需要增加人员和设备,增加了成本。
针对此状况,急需采用液压夹具,减轻劳动强度,提高生产效率,降低成本,从而满足生产线的需要。
2 方案设想及确定
1)采用液压底座,定位夹紧采用成熟的涨套芯轴夹具,对于孔径尺寸不同的零件可直接更换涨套,克服原来手动夹紧时,因涨套尺寸变化较大而无法夹紧的
问题。
2)通用性强,因一般零件在加工中心加工时,前一道工序一般为车工序,故加工中心工序可利用原有车夹具,要求将车夹具装到液压底座上即可加工,提高夹具的通用性,减少夹具品种,缩短换产时间。
3)低成本,采用国产件,不需委托专业厂家设计制作,节省设计费用,可大幅度降低成本。
基于以上设想,理论上就能够实现液压夹具的功能。为降低制造成本,设计时考虑采用标准液压元器件,直接采购国内厂家成熟产品。对于本身不配备液压工作站的设备,液压工作站由夹具承制厂家选用。
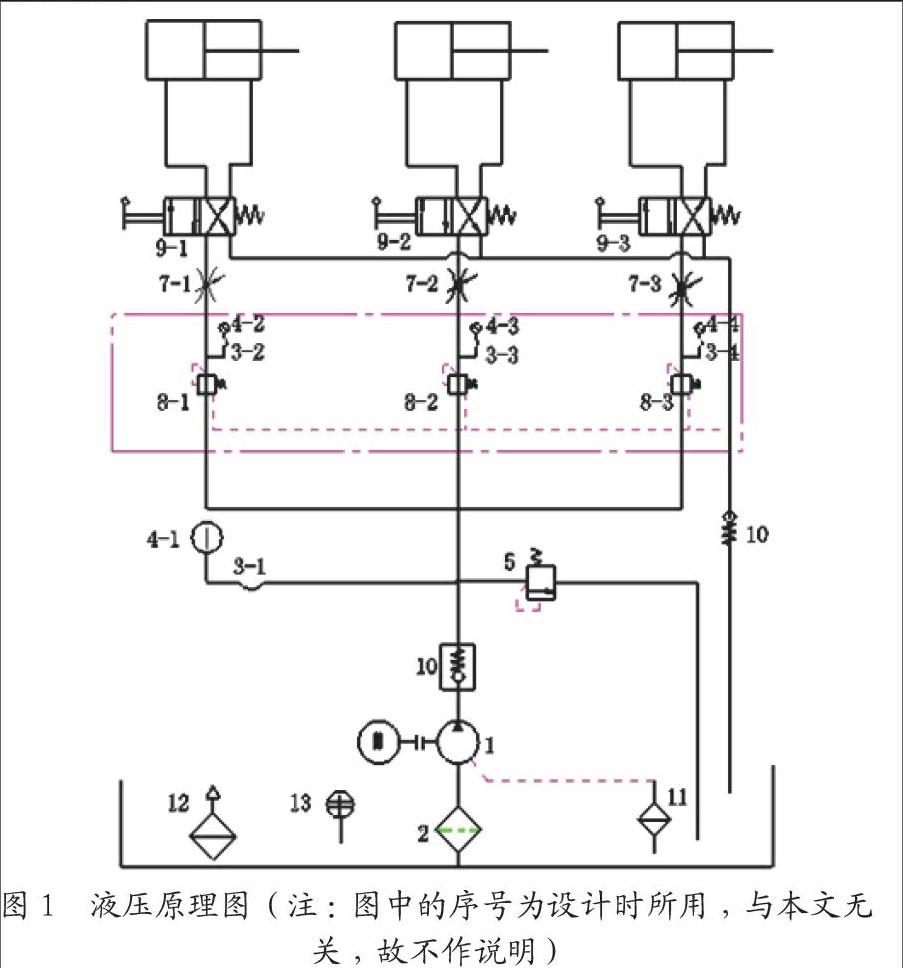
控制和操作方法:1)液压工作站和机床电源串联,达到机床启动,液压工作站启动的目的。2)如图1所示(同时加工三件),为防止几个液压缸同时夹紧松开引起的误动作,每个液压缸前面带各自的换向阀。3)为增加液压部分的通用性,决定设计一过渡连接盘,装在所选油缸上,可以直接使现有车夹具。这样,不仅使一套夹具能够更换涨套,而且可随时更换其他的车夹具,既增加了互换性,又有效的利用了现有夹具,极大地降低了成本。
3 夹具的工作原理及安装、实践
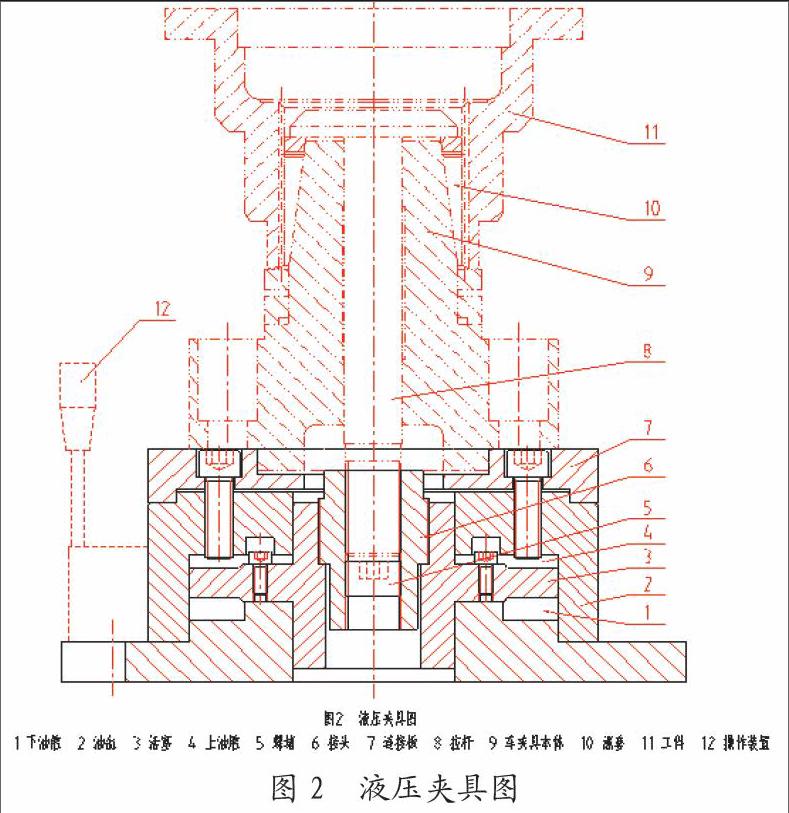
工作时,将工件11装在车夹具上,扳动操作装置12,通过换向阀,液压管路内的液压油进入上油腔4,推动活塞3向下运动,而拉杆8又通过接头6与活塞3连接在一起,从而活塞3的下移带动拉杆8向下运动,拉杆向下的作用力作用在涨套10上,这样,涨套10沿着车夹具的本体向锥面大的一端移动,从而实现将工件涨紧,实现定位夹紧功能;当对工件完成加工后,扳动操作装置12,通过换向阀,管路内的液压油进入下油腔1,推动活塞3向上运动,带动拉杆8跟着向上运动,涨套10上的力得以解除,工件得以松开,将工件取下却可。
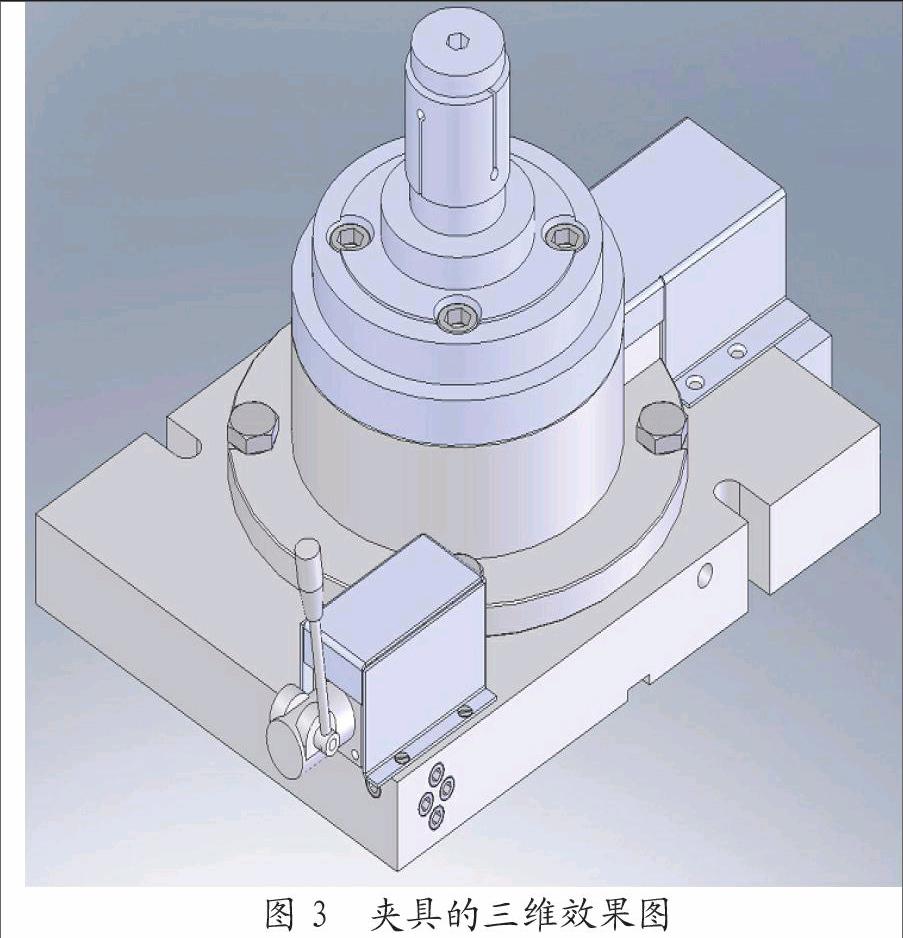
图3为该液压夹具的三维效果图,安装时,将夹具底座放置在工作台上,连接好液压管路,将夹具底座固定,把螺堵5拧到与油缸2相边的接头6上,安装连接盘7,然后将车夹具装在连接盘上,用专用六方扳手反复调整螺堵5,直到装上拉杆8后,拉杆在自由状态时,其端面距离涨套约1mm时为止,夹具安装结束。
以一台立加和一套车夹具做实验,验证,改进,再实验,再验证,然后定型。改进前后的夹具对比如图4、图5所示。
此解决方案取得了极大的成功,达到了预期的效果,操作方便、省力,节约了大量外购液压夹具的费用及人力成本。
4 经济效益
1)每套液压夹具只需1万元,价格便宜,安装方便。
2)由于采用自动夹紧与松开,所以大大减少了装卸时间。
3)可实现一人多机,直接减少人工成本。
4)可实现快速换产。
5 可实现全面推广
结合我公司实际情况,此方案可实现全面推广。
1)所有以孔定位的采用涨套夹紧的零件都可使用此液压夹具。
2)原来设计好的车夹具可直接与液压底座配用,不需再设计专用夹具。
3)带有液压工作站的机床均可采用此液压夹具。
6 结论
此类型液压夹具的设计,在我公司还是第一次,没有先例可循,技术难度比较大,我们也是边思考、边讨论、边设计,最终才取得了成功,为以后此类型液压夹具的应用及设计奠定了坚实的基础,是一次技术上的创新,具有很强的挑战性。
