铸造混砂机的PLC技术改造*
2015-10-29高申德汪萌生
胡 清,沈 兵,高申德,汪萌生
(1.海军工程大学 电气工程学院,武汉 湖北430000;2.湖州师范学院 工学院,浙江 湖州313000)
0 引 言
混砂机是将液态固化剂和液态树脂与原砂连续混制造型或制芯用的树脂自硬砂的一种设备.它在铸造行业应用非常广泛,可与振实台、翻转机、辊道等辅助设备组成造型或制芯机械化流水线.
混砂机的工作性能对铸造工件的质量有决定性的影响.传统继电器控制只能分多步手动操作,设备故障不断,加上铸造车间普遍存在工作环境恶劣、设备故障多、自动化程度低的问题,影响工作效率和工件质量[1].
可编程控制器的应用可以提高设备自动化程度,减轻劳动强度,改善工作环境.80年代末,我国引进了美国WAF公司的10T混砂机,它具有混砂均匀、高性能、高效率等优点,在生产中发挥着巨大的作用[2].但是由于铸造环境非常恶劣,经过多年的运行之后,部分电器元件老化、损坏,尤其是控制系统的核心可编程控制器,由于使用时间太长经常发生故障,导致整个设备不能正常工作,无法满足生产需求.为此,本文使用的欧姆龙可编程控制器,对设备的控制系统进行技术改造,提高了生产效率,取得了较好的经济效益.
1 混砂机结构及控制系统原理
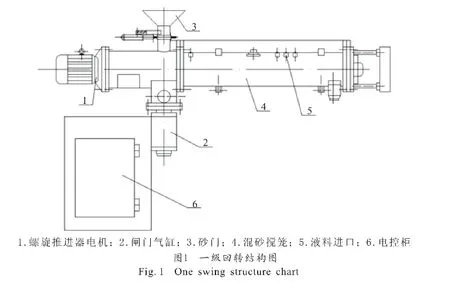
混砂机主要由高速混砂搅笼、底座、液料输送系统、压缩空气管路系统、电器控制系统及定量加料系统等主要部分组成[3].它的特点是由一级可自由回转的搅笼组成,通过除砂斗和各级传送机构将再生砂输送至混砂搅笼,同时加入树脂和固化剂液料进行搅混,高速混砂,最终输出合格的自硬砂[4].
机器结构形式是固定式,一级回转式见图1.
2 控制系统的改进设计方案
2.1 选型匹配
原混砂机控制系统选用的是美国AB系列SLC150型可编程序逻辑控制器,该型号PLC产品产于80年代,现已淘汰.于是决定选用目前市场上的欧姆龙或西门子系列产品,经过比较最终采用性价比较高的欧姆龙CPM2AE型PLC.
深入研究美国原厂的全部图纸资料,对原PLC程序梯形图进行分析,充分理解各种控制逻辑关系,在此基础上编制出与原AB系列PLC对映的CPM2AE的I/O接口地址表,以确保不损失混砂机原有的功能,见表1.
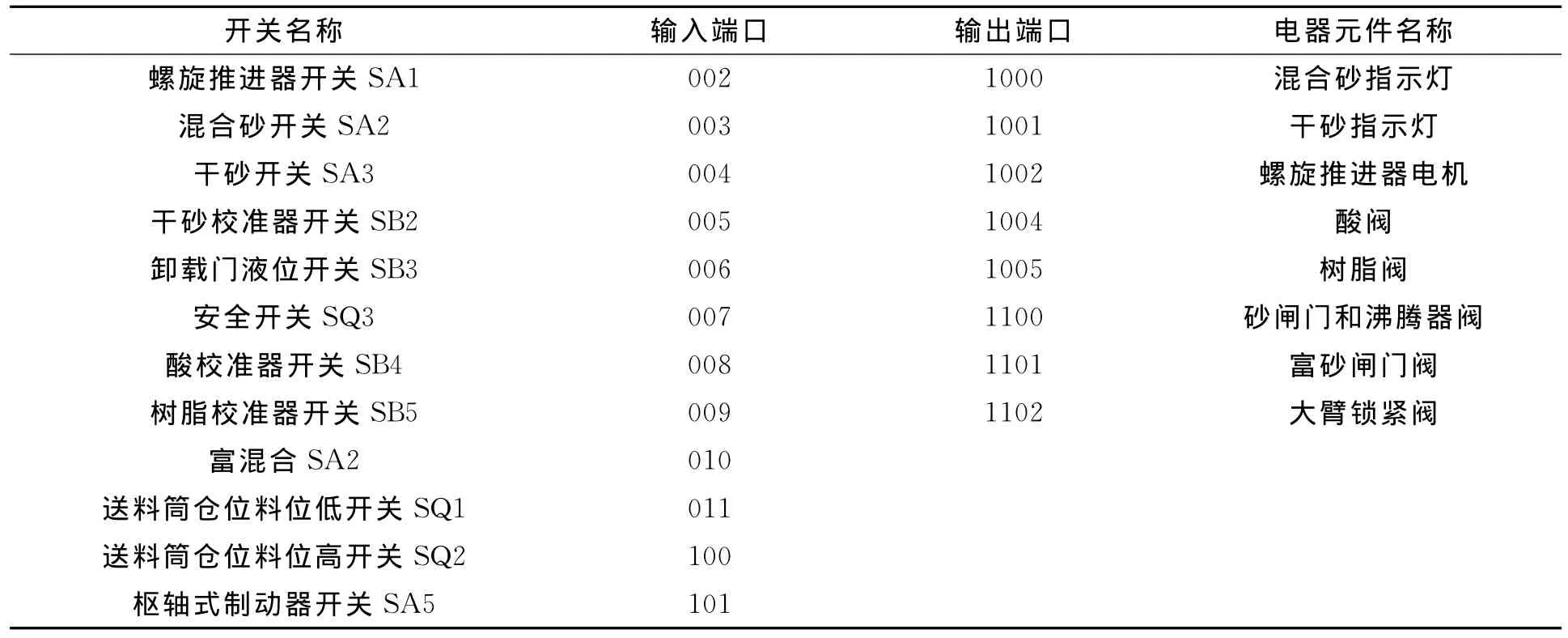
表1 PLC输入输出端口分配表Table 1 The PLC allocation table of input and output ports
2.2 优 化
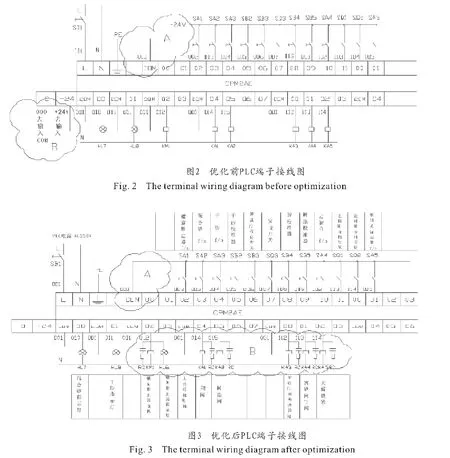
(1)虽然CPM2AE自带DC24V电源,可以直接用来接入输入部分,如2B区所示.但考虑到铸造环境的恶劣,接入输入端的+24V和000号两根导线(见图2A区)如果发生绝缘低或外皮破损导致两线搭接等现象,PLC会发出报警信号,导致控制系统无法工作.为避免这一现象的发生,设备改造时采用了如图3A区的方法,PLC输入端的公共端直接与开关量的另一端相连.
(2)因为输出端口用来控制电磁阀,为避免因通断电磁阀时可能产生的大电流对PLC输出点造成损坏,需要增加小型中间继电器,再通过小型中间继电器去控制电磁阀的通断,此方法可有效地保护PLC的输出点.如图3B区所示.
(3)输出若用交流电源,继电器线圈需要并联浪涌吸收器;若用直流电源,就需要用续流二极管,这对保护PLC的输出点很有好处.这次改造项目中使用的是交流220V,所以采用了继电器线圈并联浪涌吸收器的方式,见图3B区所示.
(4)在有些控制回路设计中,表面看起来似乎很合理,实际上并不可靠.如将点动按钮、急停按钮、过载保护触点、互锁触点等作为PLC的输入信号,但由于PLC是成批输入、输出的工作方式,当上述按钮或触点动作时,很有可能因反应不及时造成事故.正确的方法是将点动按钮、急停按钮直接控制执行元件.将保护性的触点接在PLC输出回路与相应的执行元件串联.
2.3 编 程
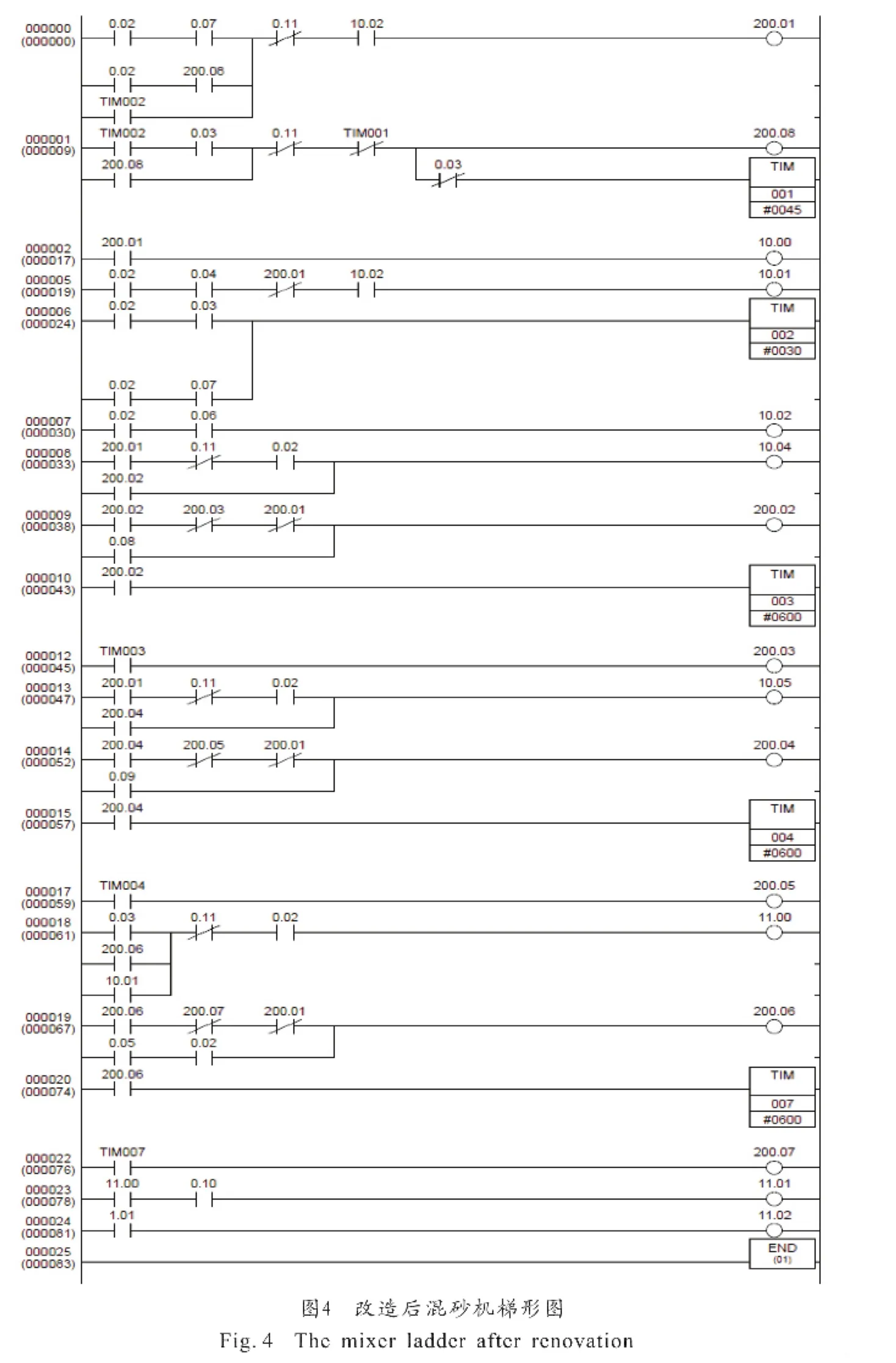
原来的控制程序相对比较复杂,不便于掌握,甚至出现当部分功能失常时,就绕过PLC直接改用继电器法接线实现控制的现象.在采用新PLC进行技术改造时,在原有梯形图上进行升级,调整、简化控制程序[5].当PLC的所有输入输出配线完毕时,恢复了设备缺失很久的功能;运行条件安全开关闭合、送料筒内的砂料处于非低位时,螺旋推进器启动,启动混砂搅笼,延时(时间可调)打开下砂闸门,固化剂液料阀打开供料,延时树脂液态料进行供给,混砂开始.按停机按钮,下砂闸门立刻关闭,送砂搅笼停机延时的时间可调,树脂、固化剂供料停止,混砂结束.
充分利用PLC内部时间继电器的高精度确保原料定量的精确及混砂过程中最少的头尾砂损失,使混砂机恢复了混砂均匀、高性能、高效率等优点.图4为改造后的PLC梯形图.
3 总 结
系统改造完成经过试运行后,效果非常明显,设备运行稳定,混砂速度均匀,有效地保证了型砂、芯砂的质量,提高了铸件产品的质量.另一方面,改造后的设备再次投入运行后,创造了4年无一故障的良好佳绩,并有如下体会:
(1)在有PLC设备的改造中,若原有的PLC系列已淘汰或市场上不易购买,就必须选择一款其他系列来替代,替代时需要注意输入输出电源电压以及I/O数量相近即可.在这次改造中,若选用一款输入20点、输出10点的PLC,在成本上会有更大的降低.
(2)不同品牌的PLC,它们的编程指令、编程软件都不相同,但编程原理和方法都一致,而且编程语言都是梯形图,所以只要稍加学习即可编出满意的程序.
(3)由于PLC的使用环境恶劣,外围抗干扰措施不利而使PLC控制系统的可靠性降低;一个完善的程序应当具备功能的完备性和运行的可靠性.因此,合理编制PLC的应用程序是提高控制系统可靠性的有力措施.
[1]陈坚.罗克韦尔小型PLC控制系统设计与应用实例[M].北京:中国电力出版社,2010(3):14-16.
[2]王建.欧姆龙PLC入门与典型应用[M].北京:中国电力出版社,2012(6):21-23.
[3]霍罡.欧姆龙PLC应用系统设计实例精解[M].北京:电子工业出版社,2010.
[4]李朝阳.一种新型混砂机[J].新技术新工艺,2002(11):33.
[5]杜水根.PLC在混砂线上的应用[J].铸造设备研究,1998(1):9.