柴油机尾气余热驱动氨水吸收式冷冻机的实验研究
2015-10-26杜帅王如竹夏再忠
杜帅,王如竹,夏再忠
(上海交通大学制冷与低温工程研究所,上海 200240)
柴油机尾气余热驱动氨水吸收式冷冻机的实验研究
杜帅*,王如竹,夏再忠
(上海交通大学制冷与低温工程研究所,上海200240)
本文构建了应用于渔船的柴油机尾气余热驱动的氨水吸收式冷冻机,并进行实验研究。根据回热优化循环采用了侧线冷却精馏和侧线加热发生的系统架构,使用紧凑小尺度换热器减小船舶摇摆和震动对冷冻机稳定运行的影响。实验结果表明冷冻机能够平稳运行,不因发动机功率的剧烈变化而受到影响。冷冻机在蒸发温度(-22~-16)℃,冷凝温度在(24~33)℃时,机组输出冷量在(25~31)kW之间,热力COP在0.49~0.56之间。
氨水吸收;发动机尾气;余热利用;实验研究;热回收
0 引言
传统中小型渔船作业都是带冰出海,增加了船舶的耗油量,降低了舱容,远洋捕捞困难[1]。如果使用电压缩式的制冰系统会大大增加了船舶的耗电量。渔船柴油机排放的尾气温度具有较高的热量和品位。氨水吸收式制冷系统可以用柴油机尾气余热驱动,可以在如-30 ℃的低蒸发温度应用,保证了渔品的品质,也使得耗电量大大下降。天然制冷剂的使用也不会对臭氧层破坏和温室效应有负面作用。当前对氨水吸收制冷系统的研究集中于新工质对的开发[2]、强化传热传质[3]和新循环[4-5],然而系统应用于船舶时要解决以下几个关键问题。(1)COP不能过低。COP过低将会增加系统的散热量,冷却水泵和溶液泵的耗电量增加,系统节电、节能效果不再明显。(2)吸收、发生和气体提纯过程需要抗船舶摇摆。船舶在海上颠簸摇摆对吸收过程和精馏过程影响很大[6],液体会脱落管壁或填料,降低了传热传质面积,从而降低了系统的性能。(3)换热器紧凑耐腐蚀。由于船上可利用空间小,系统需要紧凑;又由于海水作为冷却剂,换热器需要耐海水腐蚀。(4)热源适应能力强。柴油机的排烟量和排烟温度随着船舶航行、加速等情况会急剧变化,这会急剧改变氨水吸收系统的输入热量,引起系统的不稳定,因此需要可靠稳定的发生方式。
研究者们对氨水吸收冷冻机应用于渔船的研究大多停留在理论可行性和特性研究上[7-10],也有少量的实验研究[11],但大多是陆上直接转船上使用,专注于船舶余热的利用效果,却没有关注冷冻机本身的高效性和稳定性。
为了有效利用渔船柴油机尾气的余热,满足低温制冷的需要,实现渔船的节能减排,本文提出并设计了柴油机尾气余热驱动的氨水吸收冷冻机,对其进行实验研究。
1 氨水吸收式冷冻机的循环架构
吸收式制冷系统为了提高热力循环性能,会采用一些内部热回收过程,采用T-Q图夹点分析方法可以优化热力流程设计。根据作者在文献[12-13]中采用的工况与回热问题的讨论,采用如图1所示的回热优化循环来构架氨水吸收式冷冻机。
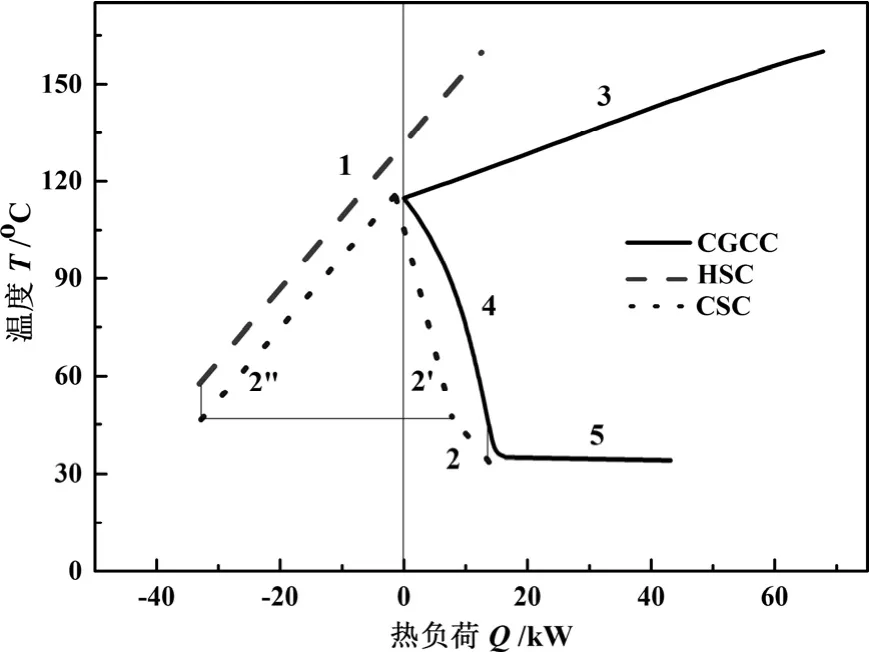
图1 冷冻机的循环架构
图中,实线表示气体发生(3)、精馏(4)和冷凝(5)过程;虚线表示稀溶液(1),点线表示浓溶液(2、2'、2'')。循环的特点是首先全部浓溶液回收部分精馏热,而后分为两股,一股继续回收精馏热,另一股进入溶液热交换器与稀溶液进行换热,两股浓溶液最终被稀溶液加热至泡点进行加料,高温稀溶液的热量用于发生过程。该循环架构没有利用吸收热,因此图中吸收过程曲线省略。低于冷凝温度的过程与传统循环一样,也在图中省略。当然,这样的循环架构不是最优的,会以降低系统COP为代价,然而这样的循环架构相比于传统循环仍然可以提高系统的内部热集成[13],增大系统的回热,提高系统的性能。本文采用额定功率为100 kW的柴油发电机的尾气作为热源,冷冻机设计制冷量为30 kW。
2 冷冻机的系统架构
冷冻机的循环确定以后,需要考虑到抗摇摆、抗腐蚀和小体积等进行系统架构,氨水吸收冷冻样机的系统示意图如图2所示。
隔膜泵将吸收器中吸收终了的浓溶液泵送到侧线溶液冷却精馏器,用于冷却精馏过程。而后分为两股:一股进入溶液热交换器与稀溶液进行换热,在泡点时进入侧线加热发生器加料;另一股继续回收精馏热,而后由稀溶液进一步预热,进入到发生器完全发生为气体作为系统的输入热量。混合气体进入到侧线溶液加热发生器中向上流动在管内冷凝,混合气体中氨的浓度逐渐提高,释放的热量用于加热降落的溶液,使之发生。经过降温的气体成为气液两相混合状态,在侧线加热发生器的管束出口直接加料。这与循环架构不完全一致,然而在能量目标上是一致的。而后发生的气体向上通过侧线冷却精馏器被提纯。提纯后的氨气进入冷凝吸收单元的冷凝器冷凝,冷凝热由循环的预冷浓溶液带走,溶液由屏蔽泵循环喷淋。吸收过程在冷凝器外表面和填料中完成,吸收热同样由预冷的浓溶液带走,系统的所有散热量在预冷换热器中释放。冷凝的液氨经过制冷剂热交换器后,节流进入蒸发器。蒸发的氨气与冷凝的氨液换热后进入吸收单元吸收。至此,冷冻机的循环封闭。

图2 氨水吸收冷冻机示意图
系统架构的特点如下。
1)分离端和吸收端分别布置,消除了冷冻水管路的保温需求。
2)发生过程平稳可靠。浓溶液分流一部分全部发生为气体进入侧线加热发生器管内冷凝,释放的热量作为系统的输入热量,因此在柴油机尾气量和温度上升的时候,只会提高已发生气体的温度,而这部分热量是显热,不会剧烈影响系统的输入热量,从而保证系统在柴油机功率急剧变化时的稳定性。
3)采用的侧线冷却精馏和侧线加热发生的方式,使得两个过程的传热温差降低,能量得到梯级有效利用。
4)预冷溶液循环喷淋冷却冷凝器和吸收器。循环喷淋的结构,使得溶液的喷淋密度增大,强化了冷凝器外表面的传热和吸收过程的传热传质。而且这种结构使得系统的散热量完全在溶液预冷器中释放,从而可以只对此换热器进行抗海水腐蚀处理。
5)S型小尺度换热管束的使用。S型小尺度换热管束具有两个主要优点:一方面,小尺度传热是强化传热传质非常有效的方法,加之小尺度换热管束的比表面积大,两方面的原因可以大大减少系统的体积;另一方面,船舶上氨水吸收系统的使用需要抗摇摆和震动,S型小尺度换热管束紧密有序,叉流布置,使得吸收过程和气体提纯过程降落的溶液不能脱离换热表面,保证了传热传质的面积。因此系统可以适应船舶的摇摆和震动工况。S型小尺度换热管束如图3所示。
氨水冷冻机的照片如图4所示。
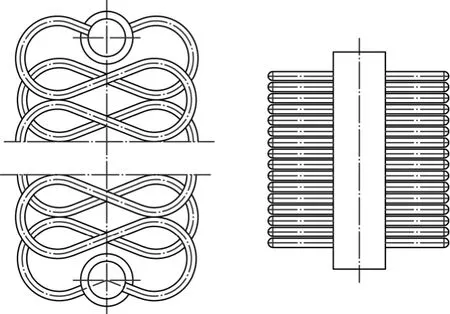
图3 S型小尺度换热管束

图4 氨水吸收冷冻机主体照片
3 实验结果与分析
一个完整的冷冻机开机至关机的温度曲线如图5所示。
图中曲线从上至下依次表示烟气的入口温度、烟气的出口温度、出精馏器的氨气温度、冷凝温度和蒸发温度。图中显示了从开机到关机的一个较长时间的运行工况。在3个多小时的运行过程中,冷冻机运行平稳可靠。
柴油机尾气的温度变化比较大,然而这并没有给冷冻机的运行带来剧烈的不稳定,精馏器出口氨气的浓度可以保证,说明分流完全发生的方式在热源急剧变化时具有良好的稳定性。图6显示了上述运行工况下实时测得的制冷量和热力COP。从图中可以看出,系统在运行后约3分钟内便克服系统热惰性,迅速实现冷量输出,这对于热驱动的吸收式制冷系统而言是非常重要的。

图5 系统运行的实时温度曲线

图6 制冰系统的实时制冷量和热力COP
系统的制冷量随时间具有波动的变化趋势,冷量输出在25 kW和35 kW之间,并没有随柴油机尾气温度的剧烈变化而急剧变化,可以确保制冷量输出的连续性和稳定性。制冷量的曲线呈波动状,每一次峰值和谷值的波动,是因为制冷剂节流阀根据冷凝器中液位高度进行了调节。波峰与波谷之间的平均值能够代表峰谷时间内的平均输出制冷量。从图中还可以发现,当调小制冷剂节流阀,制冷量下降时,蒸发温度随之微降。这是因为节流阀调小后,吸收器负荷减小,压力下降,从而蒸发压力降低,蒸发温度随之降低。
系统的热力COP的变化趋势与制冷量相似。在初始时,制冷量的突然上升导致系统实测的热力COP迅速升高,之后随着制冷量的变化而变化,与制冷量曲线具有同时的波峰与波谷。
以上分析的机组实时动态结果表明,冷冻机组系统架构的侧线冷却精馏的方式有效、可靠,氨气提纯效果良好。一方面保证了氨气精馏后的浓度,另一方面使得侧线溶液冷却精馏过程具有传统意义上的最小回流比,可以实现气体提纯过程中的节能。
侧线加热发生方式使得冷冻机发生过程平稳,可以适应柴油机尾气温度的剧烈波动。溶液预冷喷淋冷凝吸收方式可靠,缩小了冷凝器和吸收器体积。
冷冻机制冷量虽然波动输出,15 min稳态工况下输出的平均制冷量和平均热力COP可以作为冷冻机的性能指标。系统在稳态工况下的参数能够表示机组的性能。不同稳态工况下冷冻机的性能如表1所示。

表1 不同稳态工况下冷冻机的性能参数
表中系统不同的稳态工况和性能按照冷凝温度由低到高排序,可以看出系统在不同的稳态工况下输出制冷量和热力COP稳定。随着冷凝温度的上升,系统的制冷量和热力COP并没有出现明显的下降。这是因为系统稀溶液的储液量少,浓溶液的浓度基本维持不变,从而系统的温升基本不变,在冷凝温度上升的时候,蒸发温度同样上升,加之冷冻机的发生方式使得溶液发生终了的温度较为稳定,因此系统的放气范围基本不变,使得输出的制冷量和热力COP稳定。这种方式既有系统氨充注量少的优点,也有蒸发温度可调性差的缺点,两者需要进行平衡考虑。
冷冻机在蒸发温度(-22~-16)℃,冷凝温度在(24~33)℃时,机组输出冷量在(25~31)kW之间,热力COP在0.49~0.56之间。
冷冻机需要进一步在摇摆工况下进行测试。
4 结论
本文根据回热优化循环提出了渔船柴油机尾气驱动的氨水吸收式冷冻机,对样机进行了实验研究。冷冻机采用了侧线冷却精馏和侧线加热发生的系统架构,使用紧凑小尺度换热器减小船舶摇摆和震动对冷冻机性能的影响。实验结果表明,冷冻样机运行平稳可靠,柴油机功率剧烈变化导致的尾气温度剧烈变化,并没有影响样机的正常运行。系统架构的精馏、发生和冷却方式有效可靠。冷冻机在蒸发温度(-22~-16)℃,冷凝温度在(24~33)℃时,机组输出冷量在(25~31)kW之间,热力COP在0.49~0.56之间。
[1]王树刚,王如竹.中小型渔船制冷技术的研究进展[J].制冷与空调,2002,2(3)∶16-20.
[2]陆国强,胡连方.硫氰酸钠-氨吸收式制冷系统的计算与分析[J].制冷技术,1997,17(1)∶16-22.
[3]苏风民,马鸿斌,邓洋波.喷嘴孔径对纳米流体强化氨水泡状吸收过程的影响[J].制冷技术,2014,34(3)∶49-52.
[4]KANG Y,KUNUGI Y,KASHIWAGI T.Review of advanced absorption cycles∶performance improvement and temperature lift enhancement[J].International Journal of Refrigeration,2000,23(5)∶388-401.[5]鲍帅阳,杜凯,储云霄,等.高/低压区氨水吸收/压缩复合制冷循环性能分析[J].制冷技术,2014,34(3)∶42-48.
[6]林玮,杨申音,陈光明,等.船舶摇摆振动对传热和制冷系统的影响研究述评[J].制冷学报,2014,35(3)∶8-15.
[7]TÁBOAS F,BOUROUIS M,VALLÈS M.Analysis of ammonia water and ammonia/salt mixture absorption cycles for refrigeration purposes in fishing ships[J].Applied Thermal Engineering,2014,66(1-2)∶603-611.
[8]FERNÁNDEZ-SEARA J,VALES A,VÁZQUEZ M.Heat recovery system to power an onboard NH3H2O absorption refrigeration plant in trawler chiller fishing vessels[J].Applied Thermal Engineering 1998,18(12)∶1189-1205.
[9]CHEN Y,LIN C,TIAN Y.Aqueous ammonia solution cooling absorption refrigeration driven by fishing boat diesel exhaust heat[J].Journal of Southeast University,2010,26(2)∶333-338.
[10]王维伟,潘新祥,沈波.远洋渔船吸收式制冷应用可行性分析[J].节能技术,2012,30(5)∶397-412.
[11]倪锦,顾锦鸿,沈建,等.船用氨水吸收式制冰系统的仿真及实验研究[J].流体机械,2011,39(2)∶52-57.
[12]DU S,WANG R Z,XIA Z Z.Optimal ammonia water absorption refrigeration cycle with maximum internal heat recovery derived from pinch technology[J].Energy,2014,68∶862-869.
[13]DU S,WANG R Z,XIA Z Z.Graphical analysis on internal heat recovery of a single stage ammonia-water absorption refrigeration system[J].Energy,2015,80∶687-694.
Experimental Study of Ammonia-Water Absorption Refrigerator Driven by Waste Heat of Flue Gas of Diesel Engine
DU Shuai1,WANG Ru-zhu*2,XIA Zai-zhong
(Institute of Refrigeration and Cryogenic,Shanghai Jiao Tong University,Shanghai 200240,China)
The ammonia-water absorption refrigerator driven by waste heat of flue gas of a diesel engine was developed to apply on a fishing boat,and the experimental study on it was carried out.According to optimized heat recovery cycle,the system configuration of side cooling rectification and side heating generation was applied.And compact small scale heat exchanger was used to keep the stable operation of the refrigerator which could be influenced a lot by ship swaying and shaking.The results showed that the refrigerator was running smoothly and not influenced by the sharp variation of the diesel engine power.The refrigerator has cooling capacity of 25~31 kW and COP of 0.49~0.56 in the conditions of the evaporation temperature of-22~-16oC and the condensation temperature of 24~33oC.
Ammonia-Water absorption;Flue gas of engine;Waste heat utilization;Experiment study;Heat recovery
10.3969/j.issn.2095-4468.2015.03.101
*杜帅(1986-),男,博士研究生。研究方向:吸收式制冷。研究方向:吸收式制冷。联系地址:上海市闵行区东川路800号,邮编:200240。联系电话:+8615618290835。E-mail:ds0108@sjtu.edu.cn。
国家自然科学基金资助项目(No.51020105010)
