六方头类零件钻具的研究
2015-10-21李雁
李雁
【摘要】本新型万能通用夹具是适应多规格螺栓头部钻单孔所用,是利用通用化、万能化夹具而减少专用工装的派制,以节省工时、降低加工费用和提高加工效率为目标。本项目通过设计一套夹具,将钻套安装到可滑行钻模板上,V形块既是定位元件又是夹紧元件,同时配活动定位板,具有灵活可调突出显著特点,适应多尺寸定位的需求。同时可以加工六角头S7~S12mm的螺栓零件。
【关键词】万能夹具;灵活可调;钻孔;通用
1、引言
随着航空发动机型号的不断增多,加工零件也越来越多。有很多规格螺栓、螺钉类零件,需要在零件六方头部中间钻孔,由于属于标准件类,零件往往批量达百件以上,零件小,又不方便划线操作,如果没有夹具,定位加工难以进行。一般专用夹具是针对一道特定工序设计的,它只能用于固定尺寸的零件加工,往往同类型尺寸稍有差异,即使差0.05mm,而原专用夹具也不能使用,需重新选择夹具。为在螺栓类零件六角头部钻孔而在夹具问题上如此耗费工时,成为目前影响航空发动机生产效率的一个难题。
2、万能钻具的设计
2.1所加工零件特点分析
经过对现有产品统计总结;目前常见规格六角头螺栓、螺钉六角头在S7~S12mm的最为普遍,六角钉头帽厚在2.2~5.5mm之间范围,螺栓钉头单孔位置在距端面1.1~2.5mm之间,孔径为φ1.2mm和φ1.5mm兩种。其特点是,类似件多,仅两个型号就达78个件号,加工难点体现在该位置钻的孔径小且较深。(穿过整个实体的六方头中心)零件普遍较小,加工时不利于手控,批量大,通常数量百件以上,不适合单件划线找位置,需要用夹具来加工。
2.2万能夹具使用功能需求
所设计夹具必须具有径向自动定中心功能特性,来保证所钻孔位置过六方中心;且可以夹紧零件尺寸S7~S12mm的六角头零件;轴向方向定位尺寸可调整,适应1.1~2.5mm多种尺寸加工;可以加工Ф1.5mm和Ф1.2mm两种小孔;利于排屑;由于零件数量多,装夹要方便快捷。
3、夹具结构设计
3.1径向定位采用自动定心结构
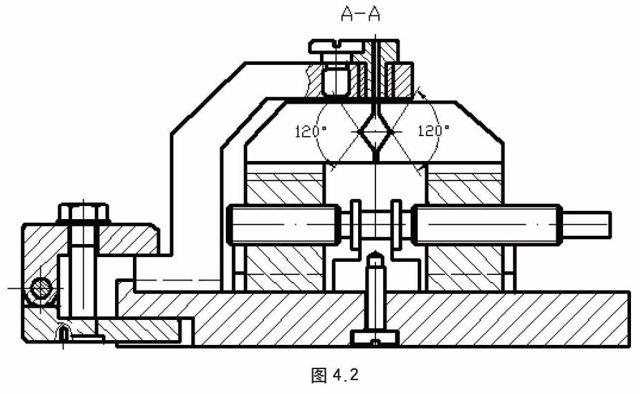
针对所设计夹具必须有径向自动定中心功能特性,来保证所钻孔位置过六方中心,选用传统常规的丝杠式结构,这种结构特点是稳定可靠性强,设计原理是丝杠结构靠两端左、右螺纹螺距一致,拧紧过程左右前进距离一致,得以实现自动定心。上面带动两个120度V型块,能与S7~S12的六角型面配合,定位夹紧。
3.2可调式轴向定位结构
针对本夹具需适应1.1~2.5多种定位尺寸,采用定位块轴向可调整,带轴向定位面的顶板在支座滑道中滑动,在压紧螺钉的作用下固定位置。由于零件都偏小,轴向采用螺钉式压紧,方便又可靠,代替原传统的手压式和压板式。配合钻模板带钻套在轴向要求可移动,结构也是在底板滑道中可滑动,配合为底板上23H7与钻模板的23f6。为了方便调整加工尺寸,在相对于钻套中心位置安排了工艺检验孔,并在孔边加平行的刻线3处。
4、排屑分析
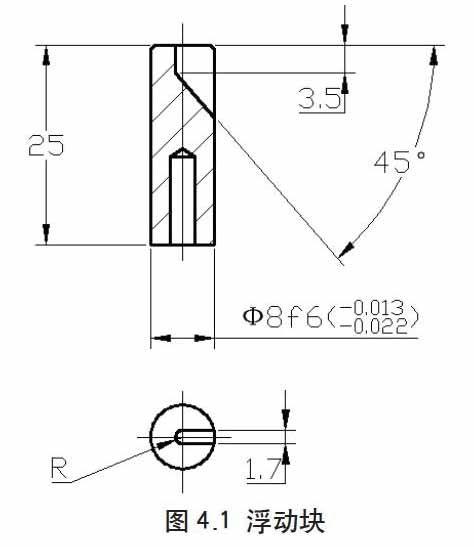
4.1浮动块
为了方便排屑,支承块设计成开槽浮动块结构,在浮动块上开了宽1.7mm的小槽,因为钻头是Φ1.2mm或Φ1.5mm,正好让开。深度3.5开始45度斜槽。
4.2结构安装分析
由于加工零件数量多,易磨损且需Ф1.2mm、Ф1.5mm两种孔径钻套,所以应用的是快换钻套,为了减少因为部分磨损而整体夹具不能用,而设计在钻模板上先安衬套,再装钻套。
5、本夹具与其它型式夹具的数据对比
该夹具可以用于在S7~S12mm 的六角头螺栓上钻孔,可以加工孔的尺寸有Ф1.2mm、Ф1.5mm,虽然由于此类零件种类、数量都比较多,有效地减少了此类夹具的派制数量。
为新零件找相应的专用夹具还是用此通用万能夹具,如找专用夹具,由于没有相应的数据库,工装号上不体现钻具任何特性。工艺员在查专用夹具是靠查阅无数张工装图,凭印象,是大海捞针般排查,查阅量巨大,工作量大且时间要占用很多。而用该夹具相对使用专用夹具增加了调整尺寸的时间,但是同时省去了查找专用夹具的过程。尺寸调整完成后,加工操作方便简单,加工效率很高。综合比较加工效率相当。
对于没有专用夹具的零件。组合夹具需要3天的时间,况且组合夹具只能以圆柱定位,不能实现以六方面定位,间接保证的零件尺寸不确定性高,可靠性差。临时派制简易夹具则需要一周至两周的时间。而应用此夹具,只需要增加调整的时间,极大的提高了加工效率。
6、结论
通过综合比较,该万能通用夹具优点主要有四点:
应用范围广。凡是常见的六角螺栓、螺钉,范围在S7~S12mm之间,端面到孔中心在1.1~2.5mm之间(经查阅设计图纸,螺栓六角头帽厚均在5.5以下)则帽端对孔中心的尺寸也一般不超过2.5mm,只要满足这些条件的条件,该夹具均可以使用。操作比较方便简捷。而夹具整体尺寸小巧,重量较轻,方便移动,由于受标准元件尺寸所限,这方面我公司组合夹具是无法实现的,拆装零件方便快捷简单直接定位,比使用组合夹具更定位准确,方便灵活。可调整性强。避免不同尺寸的零件与夹具元件之间的干涉,此时丝毫的干涉都会造成孔的位置会偏离轴线。零件的压紧效果更加可靠。该夹具虽然采用左右夹紧,前定位,后顶紧方式。孔的两端都有受力,大大的减小了零件的震动,避免钻小孔的易偏现象,提高加工质量。综上所述通过设计此万能钻孔夹具,使公司在六角头螺栓上加工单孔问题上,改善了加工质量并提高了效率。
参考文献
[1]《机械加工工艺手册》.机械工业出版社
[2]《机械精度设计基础》.科学出版社
[3]《机床夹具零件及部件》.技术标准出版社
