连轧机组生产大规格圆钢的开发及实践
2015-10-21陈志强

【摘要】本文提出了一种孔型系统,能够在连轧机组上轧制生产直径大于250mm的圆钢,生产实践中取得极好的效果,供类似厂家生产和设计参考。
【关键词】连轧机组;大规格圆钢;孔型
1、前言
随着国内汽车制造、机电设备和工业机械设备制造等行业的迅猛发展,国内大规格棒材产品的需求也与日俱增[1]。相当部分大规格圆钢仍由锻锤和650轧机或者二辊可逆轧机生产,特别是大于250mm的圆钢仍由锻锤来生产[2]。锻锤生产大圆钢其断面一般呈八边形,其圆度较难控制;而650轧机或者二辊可逆轧机生产产品精度不容易控制,并且成材率很低[3]。本文在生产实践的基础上,以Φ310mm圆钢为例介绍一种新型连轧机组生产大规格圆钢的孔型系统。
2、孔型系统的设计
为克服大规格圆钢轧制过程中的咬入问题和变形不均匀问题,设计了三种类型的孔型,分别为咬入孔型、成品前孔型和成品孔型。方形或者矩形来料经过这三个道次的轧制,获得满足设计精度要求的圆钢。这样有效分配了方形或者矩形轧件转变成圆形产品的变形量,提高了产品精度和降低了轧辊消耗。本实例来料的尺寸为340mm×340mm,连轧机的轧辊直径为1050mm。设计的孔型系统构成如下:
2.1咬入孔型的设计
此孔型主要改善大规格圆钢轧制过程中的咬入问题。其主要孔型尺寸为:
Bk1=B+(30~80)mm=380mm,
bk1=B-(0~15)mm= 325mm,
RK1=2d=620mm,
由于大规格圆钢的成品孔槽深度一般较深,因而主要考虑轧辊强度。
h1=(0.08~0.12)D辊=95mm
S1=d-(15~50)mm-2h1=90mm
式中BKi为孔槽宽度,bki为孔槽底宽,hi为孔槽深度,RKi为椭圆孔槽底圆弧半径,Si为孔型的辊缝,B为来料宽度,d为设计成品名义直径,D辊为连轧机轧辊的最大直径。
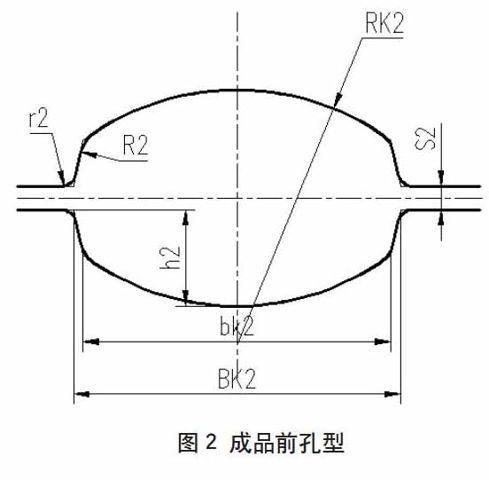
2.2成品前孔型的设计
此孔型主要用于配合成品孔型控制成品尺寸。主要孔型尺寸如下:
BK2=d+Δh+(5~30)mm=350mm,
bk2=d+Δh-(5~15)mm=309mm,
RK2=d=310mm。
为了保证产品的精度,该辊缝值不易过大,从而该孔型孔槽深度较深,并且该孔型担负较大的变形量,容易成为轧制的瓶颈,建议采用:
S2=(0.1~0.15)d=50mm
h2=0.5d-(15~50)mm-S2=100mm,
式中,Δh为成品道次的压下量。
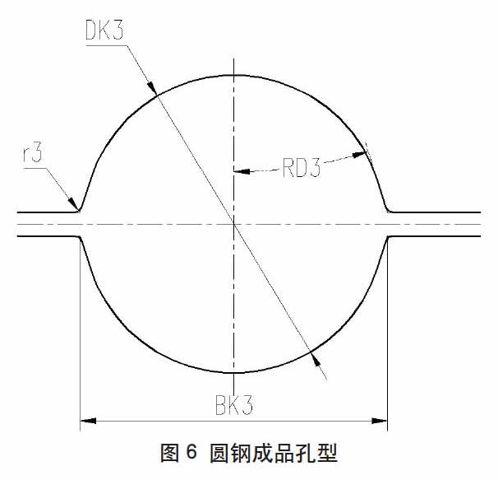
2.3成品孔型的设计
此孔型主要是用于控制成品尺寸,保证成品的尺寸精度。圆钢的主要孔型尺寸如下:
BK3=(d+△+)×(1.007~1.02)=320.9mm;
DK3=d×(1.007~1.02)=314.4mm
S3=(0.9~0.10)d=30mm
采用切线扩张,扩张角为RD=10~30°,经计算取值为15.61。
其中,△+为圆钢直径的正公差,DKi为成品基圆直径,RD为扩张角半径。
3、结语
(1)采用本文所述孔型系统,改善了大规格棒材轧制过程中变形不均匀的现象,合理分配了各道次的变形量,有效地提高了孔型过钢量,降低了辊耗。(2)该孔型系统轧制稳定,简单实用,克服了650轧机或者二辊可逆轧机生产圆钢精度不容易控制和成材率低的缺点,具有成材率高、轧制成本低、节约能源等特点(3)该孔型通过调整成品孔和成品前孔,可有效控制产品的尺寸精度,产品质量好,产品尺寸精度高,在生产实践取得了良好的使用效果。
本文介紹的孔型应用于实际生产,减少了轧制辊耗和能耗,显著降低了成本,提高了成材率,并可有效保证产品的精度和质量,取得良好的生产实践效果。
参考文献
[1]李新林,彭兆丰.我国长材轧制技术与装备的发展[J].轧钢,2011, (5):33~40.
[2]彭兆丰,王莉.初轧-开坯机的复活,2008年全国轧钢生产技术会议论文集[C].北京:中国金属协会,2008:601~607.
[3]潘红波,陈琳,章静,阎军.初轧机轧制大圆钢孔型设计与有限元分析[J].重型机械,2004,212(5):56~60.
作者简介
陈志强,男,1983年2月5日生,汉族,原籍:山东安丘,硕士研究生学历,工程师,主要从事大规格优特钢棒材轧钢工艺设计.
