车铣加工凸轮轴工艺优化设计研究
2015-10-21陈艳芬
陈艳芬
【摘要】随着人们对机械加工工艺研究的不断深入,基于多轴联动的车铣技术以其高效切削、高精度加工等工艺优势,被广泛运用于工业生产中,特别是凸轮轴加工,该技术大大缩短生产周期,能够获得最大精度和生产效率。本文结合国内外相关研究成果和多年工作与研究经验,对车铣加工凸轮轴工艺进行优化研究与设计,为以后的相关技术工艺研究与实际运用提供理论和实践支持。
【关键词】机械加工;车铣技术;凸轮轴;工艺优化
凸轮轴是发动机的重要组成部分,影响发动机的进、排气性能。凸轮轴的制作有较高的工艺要求,细长型特征使得其刚性较差,在加工中容易发生弯曲变形,并且其本身型面较为复杂,这些属性使其加工工艺上存在一些特点,比如工艺复杂、轮廓型面复杂、易产生波纹、硬度分布不一、加工精度要求高等。传统三步式的加工工艺已经不适应目前复杂的要求,在此背景下,车铣加工工艺以其诸多优越性被广泛运用于凸轮轴加工中,并取得良好效果。
1.车铣加工凸轮轴的工艺优越性
车铣加工工艺下,凸轮轴加工实现了“一次装夹,完全加工”模式,体现出较高的优越性,能够在一台车铣复合加工中心完成所有工序。相对传统加工工艺而言,车铣加工凸轮轴工艺的优越性主要体现在以下几个方面:
采用CNC车铣复合加工中心,能够实现凸轮轴的一次性加工,在加工过程中不需要重复装夹和换机床,这样能够使误差降低到最小,提高了加工效率和加工精度,实现零库存生产。工件和道具的回转速度共同控制了凸轮轴的切削速度,将凸轮轴在加工中的转速降到最低,稳定了凸轮轴的切削过程,减少误差。车铣加工的高速切削是切屑带走了较多的切削热量,进而形成绝热剪切,使凸轮轴热变形较小。
2.车铣加工凸轮轴工艺设计
(1)车铣加工定位基准的选择
对于凸轮轴而言,其基准为轴线。车铣加工可实现“一次加工”,因此其装夹与定位角度方面就存在较大优势。在车铣复合加工中心机床上,存在X、Y、Z与B轴,其中B轴车铣复合中心车床可控制Z-X轴与C铣削轴,这种状况下借助B轴可实现支持内的所有范围内的车削和铣削加工。在B轴的支配最用下,车铣机床不用重复更换和装夹,大大降低了定位误差。相对于其他轴件而言,凸轮轴是沿其轴线为非对称的回转表面,这使其兼具基圆尺寸与轮轴曲线升程和相位角的要求。
(2)车铣加工阶段划分
本文研究的凸轮轴车铣加工分为粗加工、半精加工与精加工三个阶段,其中粗加工阶段对机床刚性、振动性、功率、道具性能等要求较高,主要完成粗车轴断面、车削主轴颈、切槽和粗车凸轮等加工内容;半精加工阶段要求道具能够达到单层切削厚度要求,减少加工余量,完成支撑轴颈的精加工;精加工阶段的实际切削量较小,但对精度的要求却很高,在合理的机床参数下完成精铣削凸轮。
3.凸轮型面的车铣加工工艺分析
(1)刀具选择
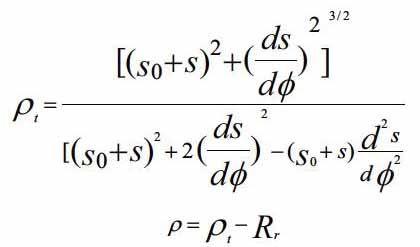
有与车铣凸轮轴加工工步主要是凸轮轴颈和凸轮加工,因此在主轴颈的加工道具选择方面,选择合适的外圆刀即可,而对凸轮型面加工的道具选择则较为严格和复杂,凸轮型面曲线表面形状复杂,并且每点曲率半径不同,甚至存在凹弧,则道具选择需根据凸轮实际轮廓的曲率来决定,其公式为:
其中,Rr为刀具圆角半径。根据车铣加工阶段的不同,粗加工阶段选择两刃铣刀,半精加工与精加工选择四刃铣刀,刀片类型均用刀片镶嵌式圆角立铣刀,参数为:
1)粗加工阶段,刀刃齿数2,直徑16,刀尖半径0.5;
2)精加工阶段,刀刃齿数4,直径20,刀尖半径0.3;
(2)刀具切入切出点选择
凸轮轴凸轮回转半径不同,使刀具与工件的接触面积不同,也使得刀具切入、切出点不同所造成的表面加工质量不同,凸轮升程最大点处入刀极可能造成扎刀。本文车铣加工凸轮轴采用圆柱形毛坯,从经验和实验结果看,刀具切入点的不同使得加工余量不同,当刀具切入点位于基圆部位时,余量在10~15mm之间,当刀具切入点在凸轮升程最高处时,余量在0.5~1mm之间。由此可见,刀具切入点选择在凸轮最高点出,能够使刀具受力逐渐增加至稳定,提高车铣加工效率。同时,刀具的切入点与切出点需要保留重合量,保证C轴进给大于360°,且凸轮升程表上下两点角度间隔不大于3°。
(3)切削用量选择
车铣加工凸轮切削用量通常包括进给速度、切削速度和切削深度。进给速度的参数标准要根据工件精度、表面粗糙度、材料性质以及刀具等要求共同确定,并且进给速度在拐角处适当放缓,其原则主要包括:基于质量保证的高进给速度,通常为10~15mm/min;适当减缓进给速度以确保加工精度与表面粗糙度,通常为5~10mm/min;当刀具回原点或空行程时,选择最大进给速度即可。根据加工工件精度与粗糙度要求以及刀具特性的不同,切削速度亦不同,通常精度要求较低时,切削速度快,精度与粗糙度要求高时,切削速度相对较慢。切削深度的选择与机床、工件、刀具的刚度紧密相关,刚度允许情况下,尽量使切削深度等于工件加工余量,这样能够减少走刀次数,提高生产率。切削用量的选择是多样灵活的,需要根据工件加工的实际情况和要求来确定适当的切削用量。
4.基于Matlab车铣加工凸轮轴切削用量优化
(1)确定优化设计变量
在实际的车铣加工中,在确定好凸轮轴的参数后,机床、刀具的参数也相应的确定,此时影响凸轮轴精度和生产效率的的主要工艺参数因素有工件每圈铣刀轴向进给量fa,切削速度Vc,切削深度ap,刀具每齿进给量fz,工件转速nw等,其中切削速度最主要的影响因素之一,也是本文主要优化因素。车铣加工的每转进给量计算公式为:,刀具每齿进给量为。由此可知,车铣加工凸轮轴的优化参数变量主要是切削速度与工件每圈铣刀轴向进给量。
(2)建立目标函数
车铣加工凸轮轴工艺优化的最终目标是最低成本与最高生产率,即最优生产效率。生产率需综合实际切削时间tm、换刀时间tc、非加工时间ta三者,因此生产率目标函数应为;生产成本的主要因素有工时费与加工设备损耗费,目标函数公式为。因此双目标函数为。
(3)约束条件
在实际的车铣加工凸轮轴生产中,切削用量的约束条件主要有切削力、切削功率、刀具耐用度、工件表面粗糙度以及最大、最小切削用量的约束。
参考文献
[1]夏焕金,蔡慧慧,韩林.车铣复合加工技术的发展及应用[J].金属加工(冷加工),2011.11
[2]李大海,李晓慧.单节凸轮轴机械加工优化[J].内燃机车,2011.7
[3]王娟.凸轮轴数控磨削加工过程动态优化仿真的研究及软件开发[D].湖南大学,2009.4
[4]夏焕金,陆忠民.凸轮轴凸轮型面车铣加工工艺的研究[J].机车车辆工艺,2010.10
