输变电线路生产中废电杆处理设备的设计研发
2015-10-21劳作劬
劳作劬
摘 要:输变电线路电杆生产过程中产生的废电杆属于一种固体垃圾污染物。作者通过对问题仔细分析,提出废电杆的较合理的处理方案并设计出专用设备,经过实践,确认达到零排放无污染的效果。
关键词:电杆;固体垃圾;污染;零排放;输变电线路
1 概述
电杆是电的桥梁,用于架设和支撑电线用的。水泥电杆主要是将钢丝骨架在钢模内纵向张拉,然后往里堆放水泥混凝土,再把钢模放于离心机上进行高速离心,使电杆壁厚达到紧密均匀后得到成品。由于水泥电杆具有耐腐蚀、耐温差、高强度、外观光滑美观,更便于城市美化等诸多优点,从80年代起,水泥电杆逐渐代替了早期的木电杆。 电杆年需求量大,产量约300万节/年,但电杆生产过程中也产生许许多多的问题。
2 问题存在及原因分析
电杆生产中,因停电、原材料问题、操作不当、设计变更等多种原因很容易造成废品。据统计,每年产生废杆约占总产量的20%左右,全国废杆量约60万节/年,如何处理这些废电杆是各个生产企业迫切需要解决的。
目前对废杆的处理方法有2种:1、少量企业采取直接填埋丢弃办法,此种办法需要有合适的填埋场地,例如贵州电力线路器材厂采取此种办法。2、大多数生产企业,只能以人工锤打破碎实现钢筋和水泥块分离再回收利用的方法。破碎后混凝土的废渣回收做水泥砖原材料,钢筋骨架回收再利用生产电杆,达到原变废为宝和零排放处理的效果。
人工锤打破碎废电杆处理效果虽好,但是劳动强度大,成本很高。人均破碎量为5节/天,每节电杆的破碎成本28元/根。随着劳动力成本不断提高,市场竞剧烈,电杆利润不断降低,如何降低废电杆处理成本成为问题最关键的要点。
3 解决办法
遵循效果好、结构简单、使用方便、维修方便的原则出发,首先考虑利用现有的生产设备:利用空气锤设备;空气锤设备;利用手持风镐。
经过对以上方法进行试验对比,空气锤设备、空气锤设备都会造成对钢筋骨架的损坏,利用手持风镐却因为效率太低,没有实际意义,所以只能研发一种专门的设备,解决电杆破碎的问题。
4 设计方案
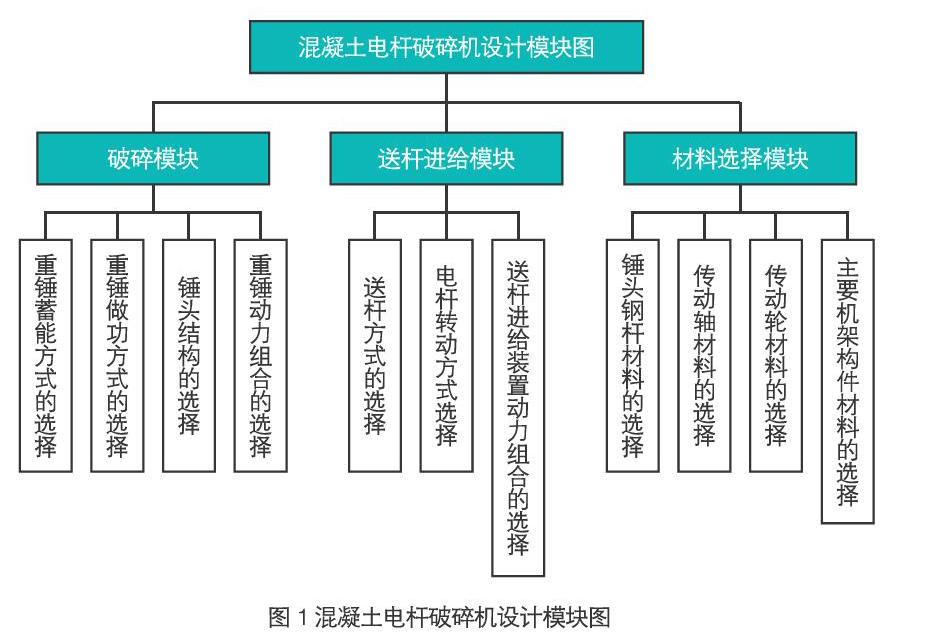
经研究,一致认为要使混凝土电杆破碎机正常工作必须要有四个主模块,共11项设计,整理后做成如下的方案设计模块图(图1)。
遵循效果好、结构简单、使用方便、维修方便的原则出发,下面对这些设计模块一一进行对比研究,最后选出最佳的设计方案:
4.1 重锤做功方式的选择
方式有:定冲程强制做功方式和自由落体做功方式。定冲程强制做功方式是锤头冲击电杆行程固定不变,其缺点是容易因过载而打弯混凝土内钢筋。自由落体做功方式是利用自由落体锤头锤击电杆,不会产生过载力而损坏钢筋,结构简单,寿命长,是最佳选择方案。
4.2 重锤蓄能方式的选择
自由落体做功需要把锤头提升到一定的高度,给锤头蓄能。
方式有:链传动提升蓄能和液压油缸装置提升蓄能。链传动提升蓄能是通过链条传动带动重锤提升到一定的高度后自动脱钩,重锤从提升导轨里自由落体下滑做功。优点是适合大距离传动,技术成熟,维护成本低,结构简单,经济实用,为最佳方案。液压油缸装置提升蓄能是通过液压顶出把重锤提升到一定的高度后自动脱钩,重锤自由落体下滑做功,缺点是运行速度慢,成本较高。
4.3 锤头结构的选择,林式锥形钢钎锤头
锤头要求具有一定的重力,并且能实现混凝土与钢筋顺利破碎脱离。
方式有:林式锥形钢钎锤头和单体平底锤头。单体平底锤头利用重锤底平面对环形电杆进行“线接触”击打破碎电杆,缺点是线接触打击,有效打击范围小,噪音大,容易打弯钢筋骨架。林式锥形钢钎锤头利用林式钢钎头对环形电杆进行多点“点接触”击打的方法破碎电杆。优点破碎效果好,不容易打弯钢筋,噪音小、环保,为最佳方案。
4.4 重锤动力组合的选择
锤头提升需要有驱动力,本项的设计任务是给重锤提高足够稳定的重锤动力。
结构方式有:伺服电机步进进给方式和电机+摆线式减速组合方式。前者虽然技术选进,控制精度高,但成本高,维修难。后者结构紧凑体积小,运转平稳噪声低,使用可靠、寿命长,过载能力强、耐冲击、惯性力矩小,适用于起动频繁和正反转场合,为最佳选择。
4.5 送杆方式的选择
在电杆破碎过程中,需要把电杆匀速的传送到重锤击打处,传送12米以上。本项的设计任务是设计一套适宜的送杆方式。
方式有:动力车传送方式和链条拉动传送方式。动力车传送方式是用电动机驱动,利用导轨与动力车轮子转动之间的相互摩擦力,传送电杆。优点是结构简单,容易维护,适合大距离传送,设计成本低,经济实用,为最佳方案。链条拉动传送方式是通过链条转动带动送杆装置传送电杆。其缺点是传送距离巨大,功率耗损较多,制造成本高,维护成本高。
4.6 电杆转动方式选择
为了使电杆圆周方向都能打击破碎到位,需要实现电杆的转动送杆。
实现方式有:滚轮带动摩擦转动方式和夹头强制转动方式。滚轮带动摩擦转动方式是把电杆放置在滚轮上,通过动力装置带动滚轮,利用滚轮与电杆的之间的摩擦力实现电杆转动。
优点:无需装夹,操作简单;不受电杆直径的限制,通用性强;结构简单,成本低廉,为最佳方案。夹头强制转动方式采用四爪卡盘夹住电杆,通过动力装置带动卡盘实现电杆转动。
缺点是难以调整装夹位置,结构复杂,成本高,效率低。
4.7 送杆进给装置动力组合选择
送杆进給和电杆破碎工作同时进行,因此送杆进给装置必然受到强大的冲击力,给送杆进给装置动力组合方面带来一定的困难,本项的任务就是设计选择一套有效的送杆进给装置动力组合。
结构方式有:伺服电机步进进给和电机+摆线式减速组合方式。前者虽然技术选进,控制精度高,但成本高,维修难。后者结构紧凑体积小,运转平稳噪声低,使用可靠、寿命长,过载能力强、耐冲击、惯性力矩小,适用于起动频繁和正反转场合,为最佳选择。
4.8 锤头钢钎材料的选择
锤头钢钎是在电杆破碎过程中直接与高强度电杆接触的部件,因此要有高强度、高硬度(要达到HRC60以上)的要求。
供选择材料有:40Cr调质钢和T10号工具钢。45号碳素钢,热处理获得硬度:HRC43-48,硬度达不到要求。T10工具钢热处理后硬度:HRC62-62,而且材料成本低,为最佳方案。
4.9 传动轴材料的选择
传动轴是负责传递扭矩(动力)的部件,因电杆破碎机各传动部件都受到较大冲击力载荷,要承受较大交变载荷,因此传动轴材料要具有强度和硬度等高性能。
供选择材料有:40Cr调质钢和45号碳素钢。40Cr调质钢,热处理后具有较好机械综合性能,广泛应用要求传动精度高的轻载荷场合,具有较高的机械性能,适合做轴类产品,但材料价格较高。45号碳素钢,材料热处理性能好,成本低,货源丰富,为最佳方案。
4.10 传动轮材料的选择
传动轴是负责传递扭矩(动力)的部件,因电杆破碎机各传动部件都受到较大冲击力载荷,要承受较大交变载荷,因此传动轴材料要具有强度和硬度等高性能。
备选材料有:40Cr调质钢和45号碳素钢。同上,45号碳素钢,材料热处理性能好,成本低,货源丰富,被广泛应用,为最佳方案。
4.11 主要机架构件材料的选择
主要机架构件材料包括支架、支座等,主要承受扭曲、弯曲、挤压和摩擦力作用力,需要焊接工艺制造,材料必须具备良好的强度、刚度和稳定性、执焊接性。
备选材料有:45号碳素钢和Q235碳素钢。45号碳素钢,材料热处理性能好,成本较高,但焊接容易产生热脆性。Q235碳素钢焊接性能好,材料成本最低,为最佳方案。
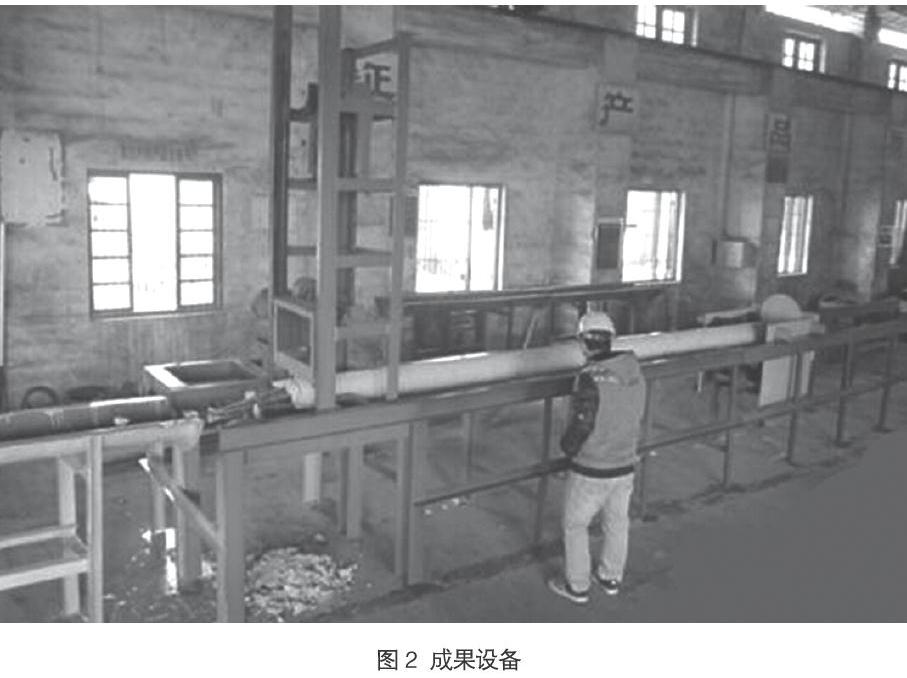
通过以上一系列的实验分析后,我们确定了混凝土电杆破碎机的最佳方案,最后制造得出成果設备图片如下:
其工作原理:整个装置使用时,开动锤击机构电气按钮,即可实现反复的锤击动作,开动螺旋推进机构电气按钮,即可实现螺旋推进机构推动电杆作螺旋前进的动作。工作时,每当电杆壁某一部位被完全破碎后,即可开动螺旋推进机构按钮,使等待破碎的电杆螺旋前进,继续进行下一部位的破碎动作,电杆不断地被螺旋推进机构推进,直到完全被锤击破碎。
5 效果和效益
此电杆破碎的处理废电杆效率高。从2014年到现在,经过一年的试用和记录统计得出:电杆破碎成本为10元/节,比人工锤打的30元/节降低了20元/每节。
如果此项成果得以全国内推广应用,保守的按处理30万节/年废电杆计算,节约=30万20元/节=600万元/年,具有很大的应用前景。
6 结语
本研究很好的解决了废电杆的处理污染问题,达到了零排放,很值得各生产厂家的推广应用。输变电线路电杆生产过程中还存在许多方面需要改进,比如电杆离心过程产生的噪音和水泥浆飞溅问题等等,这些有待我们继续努力研究!
参考文献:
[1] 刘思远,夏开全,陈宗平. 在役钢筋混凝土电杆抗弯承载能力研究[J]. 混凝土,1989(10).
[2] 彭生.我国水泥电杆的发展趋势[J]. 广东电力,2004(6).