珩磨加工技术
2015-10-20任丽艳李伟超
任丽艳 李伟超
【摘 要】珩磨技术是随着汽车的诞生和发展应运而生。气缸-活塞环是汽车中最重要的摩擦副,其性能的优劣和工作状态直接影响到汽车产品的质量、品位、使用寿命和人类的生存环境。从这一历程来看,汽车发动机制造、加工技术的提高,对汽车文明的进程无疑起到重要的推动作用。其中,珩磨是气缸工作表面最重要的精密制造技术。
【关键词】珩磨 缸套孔 发动机
1 珩磨工艺特点
(1)珩磨加工是一种使工件加工表面达到高精度、高表面质量、高寿命的一种高效加工方法。可有效地提高尺寸精度、形状精度和减小Ra值,但不能提高孔与其他表面的位置精度。
(2)可加工铸铁件、淬硬和不淬硬钢件及青铜件等,但不宜加工韧性大的有色金属件。、
(3)珩磨主要用于孔加工。在孔珩磨加工中,是以原加工孔中心来进行导向。加工孔径范围为φ5~ φ500,深径比可达10。
(4)珩磨广泛用于大批大量生产中加工汽缸孔、油缸筒、阀孔以及多种炮筒等。亦可用于单件小批生产中。
(5)珩磨时同轴度无法确定。
(6)珩磨与研磨相比,珩磨具有可减轻工人体力劳动、生产率高、易实现自动化等特点。
2 珩磨加工用途
用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10,甚至更大。在一定条件下,珩磨也能加工外圆、平面、球面和齿面等。圆柱珩磨的表面粗糙度一般可达Ra0.32~0.08微米,精珩时可达Ra0.04微米以下,并能少量提高几何精度,加工精度可达IT7~4。平面珩磨的表面质量略差。
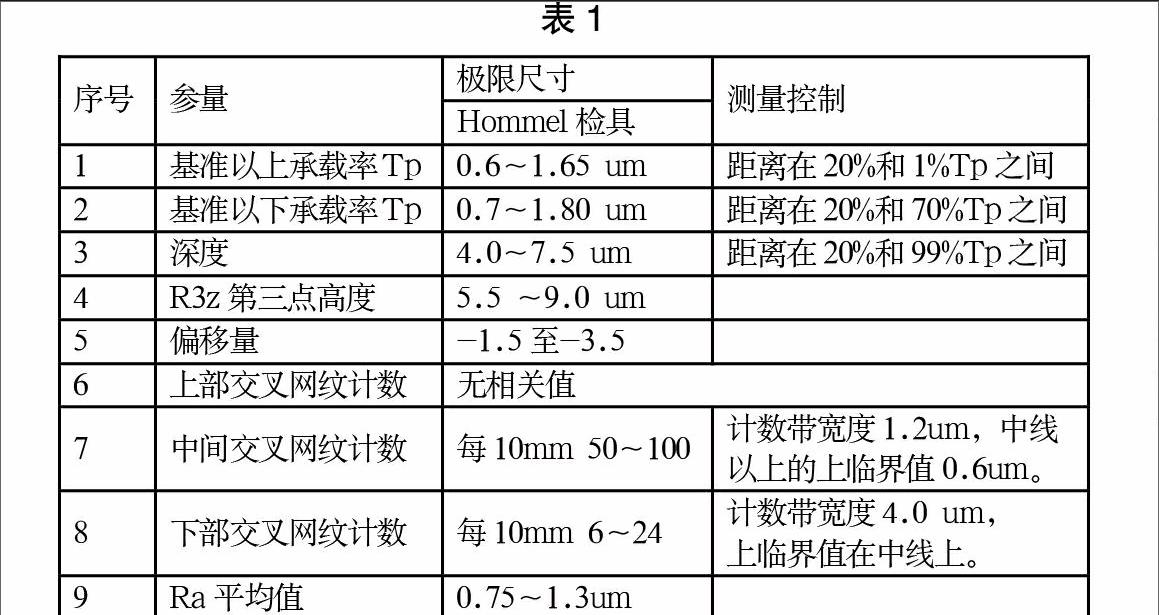
3 缸套孔珩磨后表面精度技术要求
英国PERKINS公司TD222标准:
采用Hommel检具测量:(德国:Hommel——霍梅尔公司)
序号 参 量 极限尺寸 测 量 控 制
Hommel检具
1 基准以上承载率Tp 0.6~1.65 um 距离在20%和1%Tp之间
2 基准以下承载率Tp 0.7~1.80 um 距离在20%和70%Tp之间
3 深度 4.0~7.5 um 距离在20%和99%Tp之间
4 R3z第三点高度 5.5 ~9.0 um
5 偏移量 -1.5至-3.5
6 上部交叉网纹计数 无相关值
7 中间交叉网纹计数 每10mm 50~100 计数带宽度1.2um, 中线以上的上临界值0.6 um。
8 下部交叉网纹计数 每10mm 6~24 计数带宽度4.0 um,上临界值在中线上。
9 Ra平均值
0.75~1.3um
4 珩磨技术的应用
国内外整体镶缸套式缸孔的加工普遍采用的工艺方法为:精镗→珩磨。
主要优点为:(1)工艺增加对缸孔的珩磨(一般是金刚石砂条珩磨),可以保证缸孔表面粗糙度,金刚石砂条珩磨缸孔的表面粗糙度可以达到Ra0.8~1.6。因此,完全可以保证产品设计的要求,降低精镗机床的制造成本及今后的维护成本。(2)珩磨可以有效改善镗削缸孔产生的圆柱度(腰鼓肚)、圆度、锥度、直径尺寸的超差。(3)珩磨的缸孔压入缸套(缸套外圆采用无心外圆磨加工,表面粗糙度Ra1.6)后的表面贴合度可以达到85%以上。
一般设计认为:
当内燃发动机转速≥2800rpm时,车用机型缸体的缸孔与缸套表面贴合度应达到85%以上。
当内燃发动机转速<2800rpm时,非公路用机型缸体的缸孔与缸套表面贴合度可以不考虑。
5 网纹参数不合格的分析
从现场采集Ra数值来看,合格率是89.2%,效果似乎还可以接受,但在偏差趋势一栏中,超过上下极限的参数都有,这说明了内孔在珩磨加工中,加工的参数振动幅度较大。
R3z参数超过下极限的要占15%。按道理说,配用100~120目的磨料能保证R3z参数合格,用80目的磨料去珩磨,磨料粒度大,是不应该超出下限的。出现这种情况,估计可能给拉网珩的拉网压力偏小有关系。
Skew参数超出上极限,要了解为何会超出上极限,要大致了解Skew参数的定义。Skew评价平顶珩平顶力度的指标,和现在一般粗糙度仪中的Rsk意义是一样的。不过现在的粗糙度仪对这个参数更加细化,原始轮廓用Psk表示;波纹度轮廓用Wsk表示,对进行滤波的粗糙度轮廓用Rsk表示。Skew参数超出上极限,说明平顶力度不满足要求。
D1%参数超下极限,说明在tp=1%和tp=20%之间的深度差超出要求的下极限而不符合要求。产生这个问题的原因有:(1)平顶珩磨时磨去的尖峰深度过多,致使残留的峰谷深度较小。(2)在珩磨砂条制作时磨料率偏小——实质上就是珩磨出的气缸套内孔微微沟槽密度偏少。
D20%和D70%超差的原因和D1%超差的原因大致是一样的,不再赘述。
Pc-m和pc-l两个参数超出上、下极限的都有,说明这两个参数在加工中的不稳定。这两个参数超出上下限的原因除了珩磨砂条的因素以外,和拉网珩磨、平顶珩磨都有一定的关系。拉网珩磨时拉网的压力大时,拉出的沟槽数量和深度可能会多一些、深一些;如果平顶珩时平顶的去除量大一些或小一些,这些都会使许多相关参数引起很大变化。
6 网纹参数不合格的改进方案
珩磨的缸孔参数现在最大的问题在于D1%超差严重,另外Skew超差率也接近了30%。D1%超出了下极限,说明平顶后的残留峰值偏低,也就是说,平顶去除量偏大;但Skew超差,给我们反馈的这个信息是,轮廓偏斜度不合格,平顶去除量过少,这就产生了矛盾。为什么会出现这种情况,如果精珩磨内孔在拉网纹时(此时,还没有平顶),tp=1%和tp=20%两条线之间的区间足够大,大于平顶去除量(同时保证D1%和Skew参数合格)的要求,那么靠平顶珩磨来同时完成“D1%”和“SK”的要求,是没有问题的;但如果精珩磨砂条的浓度过小(对于碳化硅珩磨砂条来说磨料率偏小),在拉网纹时tp=1%和tp=20%两条线之间的区间过小,可能平顶量很少,“D1%”就会处于下极限或超出下极限的范围,而此时平顶的去除量还不能保证Skew合格。
碳化硅平顶砂条有着较好的刚性和磨削性能,对于参差不齐的珩磨后的尖峰,它会从尖峰的顶部开始珩磨,逐渐向气缸套内孔金属表层磨削。如果气缸套表面的沟槽密度偏少的话,tp=1%和tp=20%这两条线在平面直角坐标系中的纵轴方向的距离会较近,这时候给平顶珩留的余量不足于保证D1%和Skew同时合格,或者给平顶珩留的余量不足,是在生产中的可调整范围太窄,这样可能会使工序能力指数过低。
