自动剪切生产线的PLC控制系统设计
2015-10-20张庆明
张庆明
【摘 要】自动剪切生产线用于将金属卷料加工成一定尺寸的板料,可同时将板料冲压成形,有效地提高了产品的加工精度及生产效率,提高了生产过程的自动化程度,适合较大规模生产,具有十分广阔的应用前景。冲床完成对送料的剪切及冲压成形,是整个生产线的最后一道工序。工业生产中基于可编程序控制器 (PLC)控制系统的高精度自动剪切生产线的应用越来越广泛。
【关键词】可编程序控制器 伺服驱动器/伺服电机 变频器 触摸屏
1引言
许多企业中传统的生产设备由于元件更新、设备陈旧和技术落后等原因致使实际生产过程经常发生一些故障,灵活性差,加工精度和生产效率并不高,许多配件由于达不到所需的生产要求而成为废品,给企业带来诸多不便与损失,严重影响了其经济效益和生产效益,也给社会造成资源的严重浪费。
2 自动剪切生产线
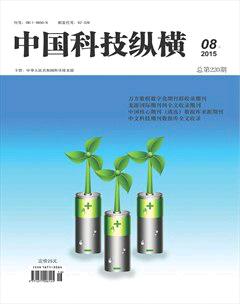
自动剪切生产线用于将金属卷料加工成一定尺寸的板料,由开卷机、送料机和冲床三部分组成,如图2.1所示。
3 控制系统设计
3.1系统控制要求
(l)运行方式。开卷机、送料机和冲床都具有手动/自动两种工作方式。当采用自动工作方式时,系统将按预先设定的工艺流程不间断地循环工作。而手动工作方式是在设备单动、调试和检修阶段使用。
(2)实时显示。系统中各个工序的运行情况、报警信息、送料长度和加工工件数量等信息都要求在触摸屏上显示。
(3)故障检测。系统能够自动检测各个工序的运行是否正常,如果出现异常,在触摸屏上显示错误信息,同时生产线停止运行。故障解除后按启动按钮生产线继续运行。
(4)紧急停止。当出现紧急情况时,一按下急停按钮,所有正在运行的设备全部停止。
(5)安全保护。在程序设计过程中,对关键环节设置多重防护,避免人身及设备事故的发生。
3.2控制系统设计
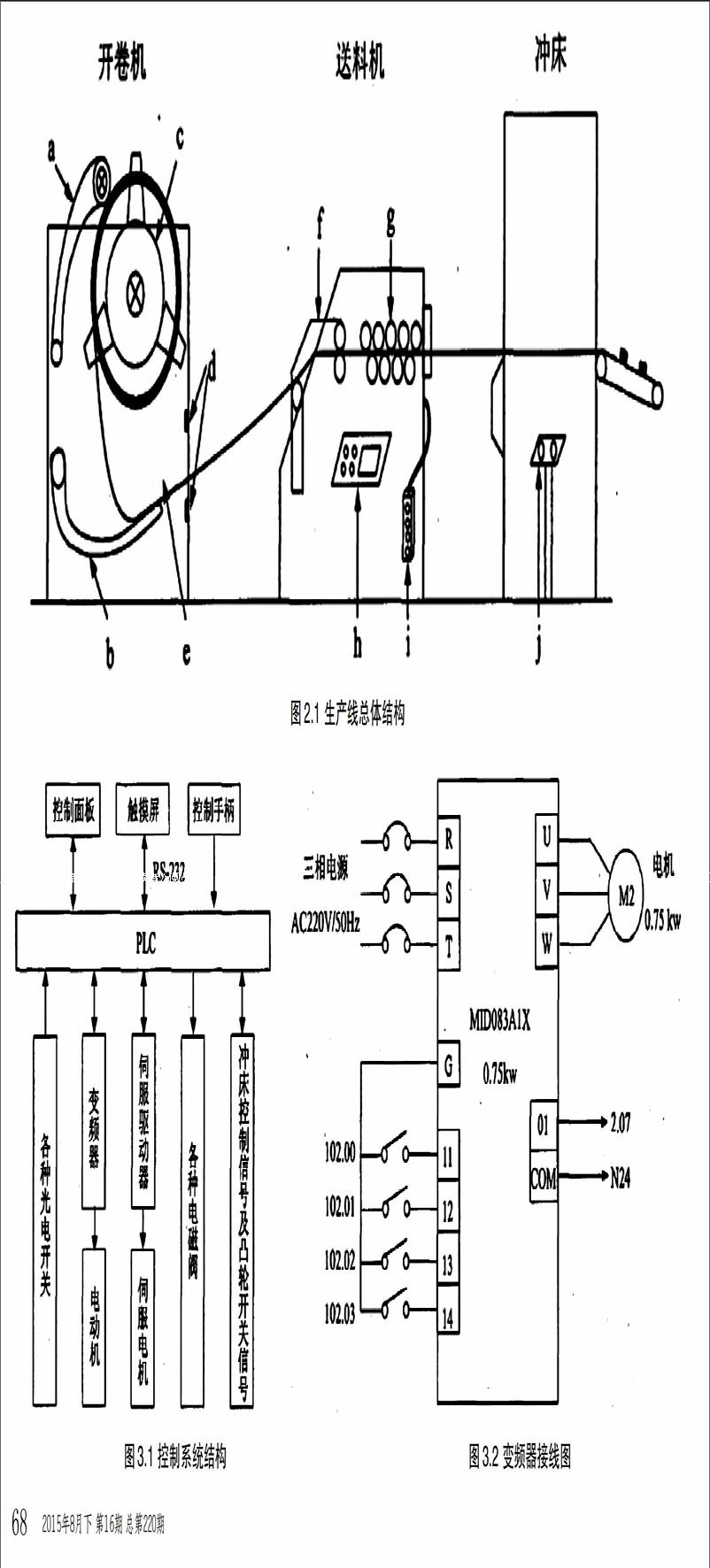
控制系统主要由PLC、伺服驱动器/伺服电机、变频器、触摸屏、光电开关和电磁阀等硬件组成,结构如图3.1所示。
3.3变频器
变频器线路如图3.2所示。
4 系统程序设计
PLC接收系统中各种按钮、开关及检测装置的输入信号,根据程序和预先设定的参数,控制电磁阀及继电器等执行机构动作,同时通过高速脉冲输出向伺服驱动器发出定量的脉冲数控制伺服电机的运转。PLC程序是整个控制系统设计的核心部分,其流程如图4.1所示。
参考文献:
[1]王红异.全自动剪板机控制系统的研发设计.东南大学,2004.
[2]徐世许.可编程控制器原理.安徽:中国科学技术大学出版社,2000.
[3]韩星海.PROFIBUS-DP在横剪生产线控制系统上的应用.2004.
[4]毛跃辉.基于PLC控制的全自动剪板机系统设计.可编程控制器与工厂自动化.