海洋平台 AISI 4130高压管线的焊接工艺
2015-10-19张继军邵丹丹温道能
张继军,邵丹丹,温道能,林 臻
(1.中船黄埔文冲船舶有限公司,广州 511462;2.美国船级社广州办事处,广州510000)
1 概述
钻井系统是海洋石油平台的核心部分,其中泥浆、水泥、节流及压井等系统大量使用高压管线,该类管线通常采用AISI 4130材质,设计压力在50~100 Mpa区间。我司建造的R-550D平台设计服务工作温度为-20℃,管线的焊接及检验执行ABS 船级社规范标准,同时满足ASME B31.3、ASME IX、API16C、API16A、NACE MR0175规范要求。
该类管线在平台中的作用相当重要,所在设备在运行过程中由于周期性动载荷和海水及油介质的影响,硫化物会产生应力断裂(SSC)和应力腐蚀裂纹(SCC),为了保证管线的焊接质量,需制定详细的焊接工艺方案,方可在生产中取得预期的效果。
2 AISI 4130管焊接性分析
AISI 4130是ASTM A519 系列中的一种材质,不属于ASME材料范畴,属于高强度中碳钢,热处理状态是淬火和回火。其机械性能见表1。

表1 AISI 4130管力学性能
高强度材料的焊接,避免产生焊接冷裂纹是工艺方案制定的关键。冷裂纹的产生,主要决定于以下三个因素:
(1)焊缝中扩散氢含量;
(2)淬硬组织;
(3)焊接接头的拘束应力。
碳当量(CE)及裂纹敏感指数(Pcm)是衡量材料可焊性的重要指标,当CE、Pcm >0.4%时焊接性差,淬硬倾向性明显,易产生延迟裂纹。
CCT连续冷却转变曲线是反映钢材在连续冷却条件下过冷奥氏体的转变规律,是分析转变产物组织与性能的判据。从AISI 4130管焊接CCT曲线图图1可以看出,当曲线以不同速度进行连续冷却时,焊接接头组织中的珠光体、马氏体、贝氏体会有很大差异,所以在保证焊接接头强度的前提下,适当的增加后热温度及保温时间可以有效的改善焊接接头的组织,减少马氏体的形成,增加贝氏体、珠光体的含量,提高焊接接头的韧性与塑性。
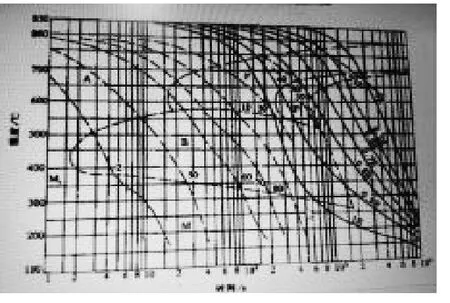
图1 AISI 4130管 CCT曲线图
3 工艺方案的制定
(1)焊接材料的选择
当AISI 4130材料应用在含有H2S介质的管线中时,为了避免应力腐蚀裂纹产生,并满足ABS MODU和NACE规范的相关要求,我们选择了低氢低Ni合金高强钢焊条(焊材Ni元素含量低于1%)。经多次试验验证,确定采用GTAW打底焊+SMAW填充盖面的焊接工艺方法,选择了伊萨OK55氩弧焊丝和好伯特10018D2焊条,其力学性能见表2。

表2 焊材力学性能
(2)预热和层间温度控制
预热是防止冷裂纹产生的有效措施。预热的主要目的是为了增大热循环的低温参数T100使之有利于氢的充分扩散逸出。依据AWS D1.1规范中表3.2关于钢材厚度与预热温度的选择,确定该种材料预热温度范围在150℃~230 ℃之间,为了避免降温过快导致材料的韧性降低,层间温度也应控制在预热温度的范围。
(3)焊后热处理
焊后热处理不仅能消除焊缝中的氢,还可以韧化接头热影响区和焊缝组织。在工艺管道ASME B31.3 表331.1.1对4130材质的热处理有明确要求。根据实际情况,我们选择从400 ℃~620 ℃升温速率是150 ℃/h,620℃±20 ℃保温2 h,最后以150 ℃/h降温至200 ℃。
(4)坡口装配要求
坡口装配间隙控制2~4 mm之间,坡口角度60°,避免过大的错边和坡口间隙对焊缝造成未熔合、夹杂等缺陷或成型不良。
(5)焊接参数
高强度钢对焊接热输入较为敏感。热输入量过大,造成焊接热影响区奥氏体晶粒粗大,接头韧性下降,其抗裂性能降低;热输入量过小,则冷却速度快,易淬硬,其裂纹倾向增大。借鉴以往其他特种材料试验的经验和参考焊材厂家内部试验数据,采用焊接参数见表3。

表3 焊接试验参数
4 理化试验分析
依据ABS MODU Rule(2014)、ASME IX(2013)、ASME B31.3(2013)规范及我司建造平台的服役温度(-20℃),对焊接工艺评定试验板进行理化试验分析,试验项目及结果见表4。

表4 焊接工艺评定理化试验项目
从试验结果可以断定,焊接工艺评定试验各项性能指标在标准的合格范围内。由此说明,焊接工艺评定试验所选用的焊接规范合理可行,可用于指导生产。
5 结束语
在对AISI 4130管道焊接施工中,通过严格执行焊接工艺,在已生产完成的管子单元构件中进行硬度测试和无损检测,未发现有焊接缺陷,证明采用此种工艺对4130管进行焊接是可行的。通过R-550D平台高压管系的施工,为后续海洋平台的管线施工积累了丰富的经验。
[1]周振丰等.焊接冶金学(金属焊接性)[M].北京:机械工业出版,2001.
[2]Mobile Offshore Drilling Units 2014 American Bureau of Shipping.
[3]MR0175-2009 NACE.
[4]ASME IX 2013 ASME.
[5]ASME B31.3 2013 ASME.