焦炉煤气制氢尾气回收
2015-10-15张淑娟孙建俊
张淑娟+孙建俊
摘 要:制氢尾气不能回收利用,造成环境污染、能源浪费。该文通过对焦炉煤气变压吸附制氢技术的原理解释,解决济钢冷轧厂的制氢尾气的回收改造问题。此项技术虽然有投资小,产量大,技术安全等优点,但由于长期以来,原设计方案将制氢尾气大量散到空气中,造成大面积环境污染。该文针对制氢尾气的组成成分,对旧尾气管路进行改造,将制氢尾气引到酸再生机组,变废为宝,这样既可消除煤气制氢尾气放散存在的安全隐患,减少焦转混合煤气的使用量,又能保证冷轧北区周围的大气环境不受煤气污染,还能解决煤气放散浪费的问题,可谓一举多得。
关键词:制氢尾气 变压吸附 回收率 高压
中图分类号:YQ028.1 文献标识码:A 文章编号:1672-3791(2015)07(b)-0000-00
1制氢尾气的来源及组成
1.1制氢尾气的来源
改革开放三十几年来,随着我国钢产量的稳步提升,焦碳产业也日益发展壮大起来。1979年,我国焦碳年产量4892万吨,截止2012年2月,我国焦炭月产量3430.4万吨,仅2012年1~2月焦炭累计产量达6893.2万吨。在煤碳炼焦过程中,产生大量的焦炉煤气(coke oven gas),它的主成分是H2,CH4 和CO等可燃性气体。目前采用变压吸附制氢技术(Pressure Swing Adsorption,简称PSA)从焦炉煤气中提取纯度为99.9%以上的氢气,这种方法是解决焦炉煤气的有效途径。它的特点在于:制氢纯度高,操作方便,易于实现自动化,可完全实现计算机控制,吸附剂使用时间较长,现广泛使用PSA吸附剂,它失活后还可再生。
1.2制氢尾气的组成
将氢分离,还会产生大量高沸点尾气。据实验数据分析,来自济钢冷轧北区(原彩板厂)煤气制氢站,使用焦炉煤气制氢,制氢产生的煤气尾气主要成分是: H25%~10%, O2 0.4%~0.8%, N2 6%~10%, CO 10%~16%, CO2 3%~6%, CH4 46%~56%, CmHn 2%~4%; 平均压力0.8 MPa; 平均热值29 308 kJ/m3。制氢尾气所产生的热量比制氢前的焦炉煤气的热量高约80%。按照厂区内机组的实际产量, 每小时的制氢尾气大约有800立方[1]。每天不间断运行,按照一年320 d生产日,可计算得出每年排放到空气中的有害气体(尾气)达620万立方。对环境造成严重污染,并且不满足现代社会公众对厂区的要求,若不进行设备改造,机组就要关停。特别对于生活在厂区的人们,危害很大,引起了社会的关注。但若是只对尾气进行过滤,成本就会大大提高。针对这一问题,已经提出了改造方案并进行了实施,既消除了空气污染,又对尾气进行了回收利用,一举两得。
2原设计缺陷
在冷轧厂(南区)退火机原设计用于镀锌退火炉,但由于镀锌断续生产,所以制氢后的煤气尾气只能经放散管直接排放到大气中。每小时实际放散的煤气尾气在1000立方左右,致使冷轧北区存在较大的安全隐患,造成周围大气环境污染和大量高热值的煤气资源白白浪费。每年尾气放散量为620万立方,排放到空气中造成了环境大面积污染,浪费了大量能源。而且退火机组和酸再生机组的生产组织过程中,又存在着煤气使用的矛盾,两机组都通过一根管道使用焦转混合煤气。退火机组所需煤气热值最高为2000 kcal,而酸再生机组所需煤气最低热值为2100 kcal,目前通过煤气管道输送到冷轧的焦转混合煤气的热值为2000~2100 kcal,也就是说集团公司向冷轧输送的焦转混合煤气的热值刚达到冷轧退火机组所需的上限和酸再生机组的下限,为此,酸再生机组往往由于煤气热值不够被迫停产,造成酸洗线产生的废酸处理不掉,从而经常造成酸洗-轧机生产线的非计划停产,并且由于酸再生的停产使得煤气输送管道中压力不断变化,从而影响了退火机组温度的不稳定。
3改造设计
计划一:如果把煤气制氢站放散的尾气直接引到镀锌线,得出结论,尾气可完全满足还原退火炉的需要。镀锌线还原退火炉每小时用焦炉煤气量约为1 300 立方,经过计算,得到还原退火炉每小时所需尾气量为742立方[2]。在镀锌机组还原退火炉和制氢机组同时连续生产的情况下,制氢机组产生的尾气仍约有58立方放散掉, 尾气利用率为92.75%。该改造于 2010年 8月份对该方案进行了实施, 效果完全可行。但是这种方法不能完全解决制氢尾气的回收。
计划二:如果把煤气制氢站放散的高热值尾气引到酸再生,尾气不足部分可用原焦转混合煤气补充,可以最大限度发挥酸再生机组的生产能力,这样既可消除煤气制氢尾气放散存在的安全隐患,减少焦转混合煤气的使用量,又能保证冷轧北区周围的大气环境不受煤气污染,还能解决煤气放散浪费的问题,可谓一举多得。经过反复论证后,决定将制氢尾气引到酸再生机组。
酸再生机组是冷轧工序的辅助机组, 它主要用来处理酸洗线产生的废盐酸。废盐酸成分包括游离盐酸 (HCl)以及氯化亚铁 ( FeCl2)。酸再生焙烧炉一直是和退火机组共用一根煤气管道。在酸再生设备 ( ARP)中, 废盐酸首先在文氏管洗涤塔内由传导热进行浓缩, 来自焙烧炉的废气温度将在此从 400℃ 降低到大约 90℃[3]。在上述过程中, 焙烧炉的主要燃料是焦转混合煤气, 消耗量 1800 m3/h 。焦转煤气的组成成分为焦炉煤气和转炉煤气,它们的比例为1:9,综合热值达到8364~9200 KJ/m3。
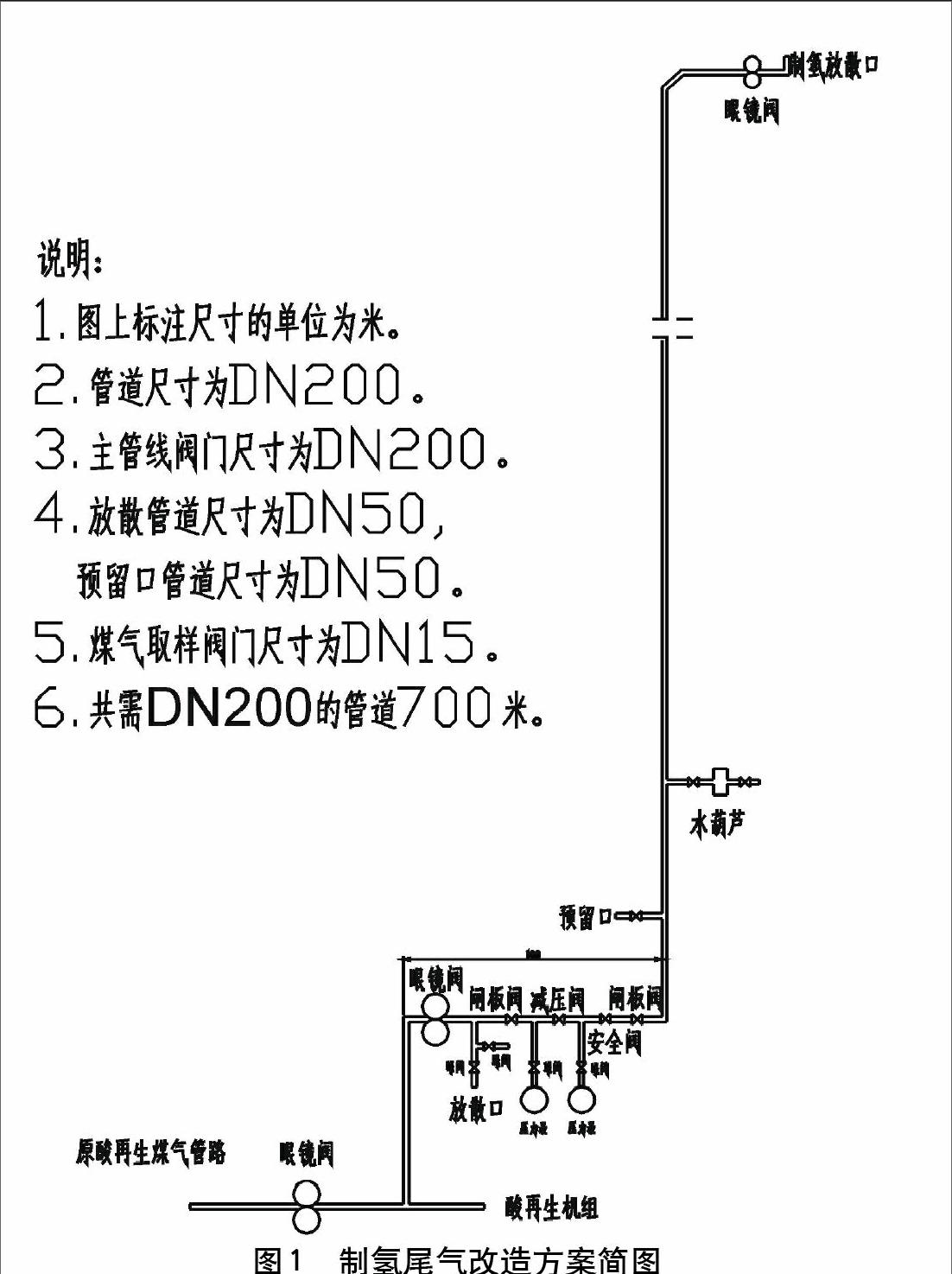
综合以上分析, 我们把制氢尾气引入到酸再生机组作为焙烧炉的燃料使用, 解决的焙烧炉的燃料问题。同时, 测得尾气平均压力0.8 MPa;平均热值29308 kJ/m3,高于酸再生焙烧炉用气设计压力 ( 0.1 MPa), 为保证焙烧炉的安全稳定生产, 我们在新增管路上设计了一套煤气减压阀, 用以保障焙烧炉用气压力的稳定。该方案投资大, 设计复杂, 整改周期较长, 优点是尾气利用效率高, 尾气利用率可达到 100 %。第二种方案于2012年10月进行了实施,效果很好。方案简图如下。
图1 制氢尾气改造方案简图
4 改造后带来的经济社会效益
经过对制氢机组工艺的改造,增强了对煤气中萘、硫化氢的预处理能力,基本解决了三级压缩单元控制阀的堵塞问题,实现了制氢机组的稳定运行[4],使机组的检修周期由原来的一周一次变成了四周一次的正常计划检修,提高了机组的作业率;通过对制氢尾气的回收利用,每年可节省焦炉煤气534万m3,按目前焦炉煤气0.82元/m3的价格计算,则每年可直接创造经济效益437.88万元,同时减轻了环境污染,创造了社会效益。
参考文献
[1] 戴四新.变压吸附技术在焦炉煤气制氢中的应用[J].山东冶金,2002(2):65-66.
[2] 王世安.焦炉煤气变压吸附制氢装置的设计及流程改进[D].大连理工大学,2009.
[3] 薛垂义,邵传收,董凯,等.变压吸附制氢工艺填料结构优化与尾气回收方案探讨[J].冶金设备,2010(4):49-52.
[4] 薛垂义,邵传收,董凯,等.全国首台熔炼拔渣机投入运行[J].冶金设备,2010(4):52-52.
