压力容器焊接生产及其质量统计分析
2015-10-15梁海俊孔庆勇
梁海俊 孔庆勇

摘 要:如今的经济社会,工人流动频繁。在工时定额的条件下,生产进度是靠行政命令和“金本位”的竞争格局维持,传统的师徒关系模式早已不复存在。焊接是一种实践性较强的专业技术,须经一定时日方能达致熟练的水平,无论学徒还是熟练焊工的流失,不但是人力物力的浪费,而且是时间的最大浪费。注入的新血,只是弥补了工位的空缺,却弥补不了技术水平的流失。本文通过对公司2013年受控压力容器作RT探伤焊缝的质量统计分析,提出了公司焊工状况及其质量管理的急性危机。了解、研究和掌握问题的根本,从而针对性的解决问题,对生产的控制,对员工的管理具有重要意义。通过对焊缝质量的统计分析,阐述企业焊工状况以及管理的危机,提出焊工技能和心理素质培训的重要性,对保证焊缝质量,提高焊接生产率有着重要意义。
关键词:压力容器 RT探伤 生产率 焊缝合格率 焊接缺陷 质量管理
中图分类号:TG457.5 文献标识码:A 文章编号:1672-3791(2015)07(b)-0000-00
1 焊缝合格率
2013年我公司的产品号中,贮罐和槽车共653项进入车间质量控制运行。按照质量管理中常用的“离散随机变量”的统计,查阅了本公司42名持证焊工和1225份质量分类统计资料。
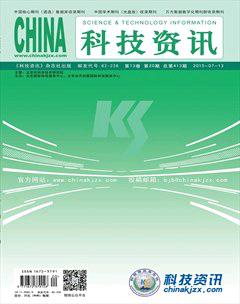
全年焊缝共拍有效的RT探伤片数为123880张约37.16Km,比2012年(136897)少13017张约3.9Km。
2013年全年焊缝平均合格率98.99%,比2014年98.50%(见排列图(一))上升0.49%,差距甚微。因此可以说焊缝质量维持在2011年的水平基础上,并处于稳中有升状态。然而,焊缝修磨片的数量,历年来都居高不下。焊工焊后自检的认真性、责任性不强是主要原因之一。
2 焊缝缺陷比率
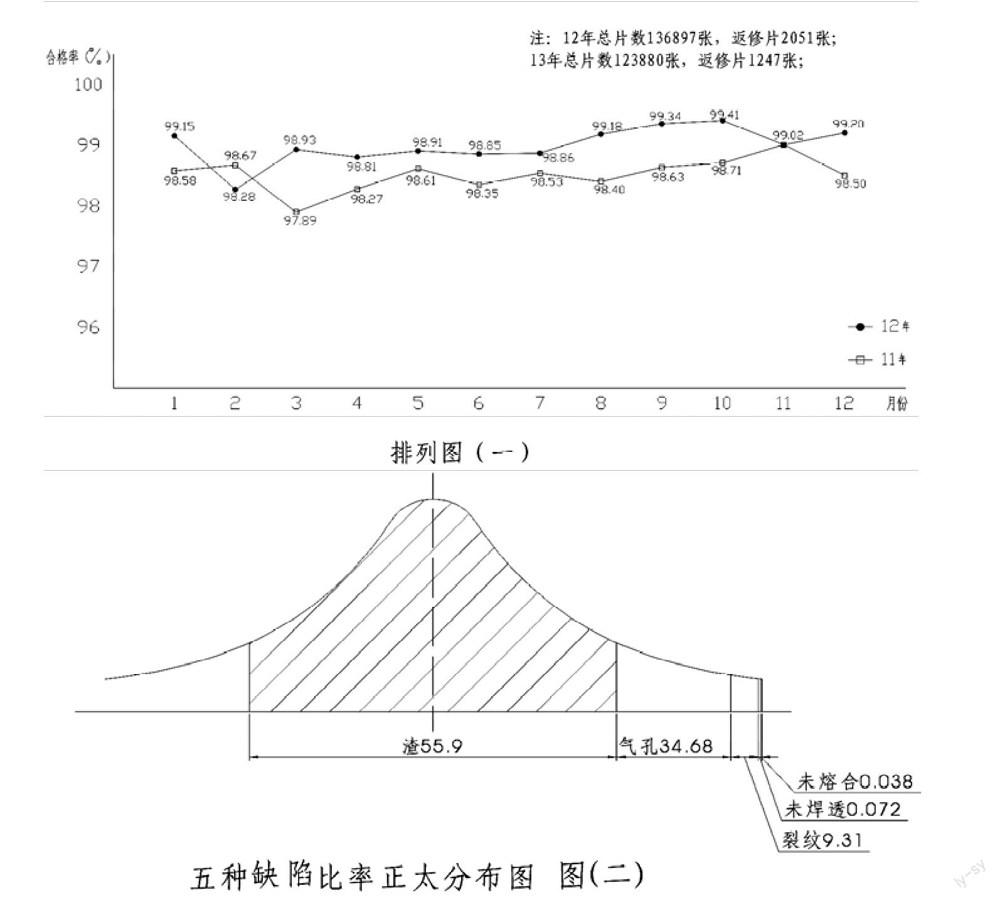
从统计分析可知,在焊缝的五种常见缺陷中,夹渣占五成以上,其他类型缺陷的几何级数递减,符合质量管理的“正态分布曲线”,见图(二)。
从图可知,未熔合、未焊透两种缺陷的出现频率均小于0.5的概率常数。但夹渣、气孔的出现应唤起我们质量管理人员及质控体系责任人员的重视和关注,尤其是焊工本人。夹渣的出现,九成是主观因素,亦即焊工本身的精细程度。对于手工焊来说,夹渣的出现主要是个人技术操作问题;对于自动焊则主要是焊工的清洁工作及操作机器时的精细程度。客观因素的影响是很小的(例如电源相电压的挠动)。
大于三成的气孔率的情况看,焊材的烘干,回收及除锈,除油,减少污染的环节,仍然是有关供应部门不懈地继续抓好的课题。南方2月至5月份潮湿气候,6月至8月雨季气候,尤其是3、4月份的回南天,空气中的水分是气孔产生的主要原因。焊材的烘干不足(包括温度不足和时间不足、焊材在潮湿空气中暴露时间过长而吸潮),产品母材吸附的水分,空气中的水分等使焊缝中含氢量增多是裂纹和气孔形成的主要原因。当焊缝内氢含量大于6ml/100g,且并有强行校正的拘束应力,冷却速度过快,焊接拘束应力同时存在时,便会出现此类危机。裂纹缺陷多发生在筒节纵缝的收尾裂纹,另外在回南天潮湿天气时,碳钢的裂纹发生率上升,应为水分中的氢导致氢致裂纹。焊接冶金因素中,材料中的杂质元素在焊接过程中偏析出低熔点共晶也会导致裂纹的产生。因此,材料的质量指标也是影响焊接质量的关键因素之一,不可等闲视之。
3 焊接生产率
以2012年为参照系,公司参与受控压力容器作RT探伤焊缝焊接生产人数共137人次,13年为131人次。2012年1至12月焊缝完成日进度为153.1m;2013年为142.3m,生产率低于去年。2013受控压力容器焊缝生产率见直方图(三)。从直方图可说明,焊接质量、焊接生产率和焊工人数之间并无绝对的线性关系。
4 焊工状况及其质量管理的急性危机
从以上统计可知,我们的生产率是较低的,大有潜力可挖。关键点是生产场地的制约以及铆焊工装设备远未达到基本配套的阶段,制约了生产力的发挥。以铆焊为主线产品的企业逐年改善工装已是我们刻不容缓的课题和任务。而焊接设备却平均每天运转11~13小时。这说明我们的生产管理水平,仍然是很粗糙的。远非科学的管理而是一种意志的管理。我们时时看到生产过程中的一些权宜之计,将主观随意性,误解为灵活性。灵活性是指对事物进程根据条件以作了客观的考虑,而随意性则如赌博一样。
相当数量的年轻焊工,存在着自负的心态,总以为一拿到焊工证,便仿佛立即拥有老师傅经过长期实践得来的熟练功底,缺少交流和沟通。这也是这几年来焊工水准失衡的主要原因之一。其实上述这种心态,某些人亦有这种似是而非的取向和认同,不作具体分析,以为某人一旦持证,就有资格作业 ,而且就一定会达到质量标准。这种思维走势,实为逻辑上的错误,对执行工艺规律有误导的作用。另一方面,部分经过培训可以上岗的学徒,一考取焊工证转眼又已他去。这不仅仅是公司在人力、物力上的损失,更是技术的流失,时间的浪费。重新再培养新人必定费时耗力。采用自动焊接技术,减少手工操作,减少对焊工操作技术的依赖,也是企业未来的发展趋向。
5 结论
提高生产效率,必须工具与技术,双重优化。关键点是提高焊工的技术质素、工装的改良和更新以及较科学的质量管理,减少瞎指挥和设备的无功损耗,认真履行设备的维修保养制度,无疑生产率和质量将会提高,成本将会逐步下降。
对焊接这个实践性较强的技术,只有通过加强对焊工个人的技能培训的办法提高,没有其他捷径可走;另一方面更须注重工人的心理素质的培养。员工是公司最宝贵的人力资源,如何提高工人的工作积极性和责任心。这仍需各有关部门作出一些具体的旨在稳定焊工人数和素质的战略决策以及较科学的管理制度。
参考文献
[1]机械工业技师考评培训教材编审委员会编. 焊工技师培训教材. 北京:机械工业出版社,2001.3
[2]戴季煌等编.承压设备设计典型问题精解.北京:化学工业出版社,2010.1
[3]陈祝年编著.焊接工程师手册.北京:机械工业出版社,2002.1
[4]宋文强著.图解6S管理实务.北京:化学工业出版社,2010.5