纤维微刃螺旋砂轮气流场仿真分析
2015-10-14谭杨卢继周鑫
谭杨 卢继 周鑫
(长沙理工大学汽车与机械工程学院,湖南 长沙410004)
纤维微刃螺旋砂轮气流场仿真分析
谭杨卢继周鑫
(长沙理工大学汽车与机械工程学院,湖南长沙410004)
为了提高磨削加工中的润滑冷却性能及为纤维微刃螺旋砂轮的试制提供理论依据。本文利用流体仿真软件对纤维微刃螺旋砂轮进行了磨削区气流场的仿真研究。结果表明:随着砂轮转速的增加,磨削楔形区的气流压力和速度都增大;随着砂轮与工件间最小间隙的减小,磨削楔形区气流压力明显增加,返回流趋于剧烈。
纤维微刃螺旋砂轮;气流场;数值仿真;磨削
磨削加工中,由于砂轮的高速旋转,会在砂轮周围形成一层空气附面层,阻碍磨削液有效的进入磨削区,通常称之为“气障”[1-3]。正确认识砂轮的气流场,对磨削液如何有效的注入磨削区,进而提高零件的加工表面质量有着重要的影响[4-6]。本文提出了一种纤维微刃螺旋砂轮结构,利用FLUENT 软件对磨削区气流场进行了数值仿真,分析不同砂轮转速、楔形区间隙对纤维微刃螺旋砂轮气流场的影响规律,为纤维微刃螺旋砂轮的试制提供理论基础。
1 纤维微刃螺旋砂轮气流场的仿真模型
图1为纤维微刃螺旋砂轮磨削区气流场仿真模型图。纤维微刃螺旋砂轮的结构如图1(a)所示。纤维微刃螺旋砂轮基体的直径为15 mm,宽度为21.9 mm,纤维微刃形状如图1(b)中所示,其截面尺寸为0.8 × 0.8mm,高度为0.5 m m。该砂轮由大量的纤维微刃定向、等间距排布构成,且在砂轮基体上呈螺旋带状分布,纤维间距为1.6 mm,螺距为2.3mm。仿真模型主要包括砂轮和工件。砂轮的线速度为Vs,工件速度为Vw,砂轮与工件间的最小间隙为h0,流场宽度为L。
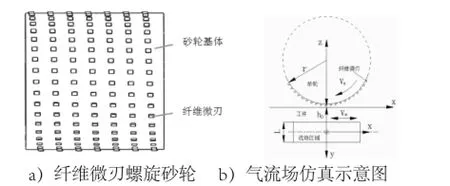
图1 纤维微刃螺旋砂轮仿真模型
对纤维微刃螺旋砂轮进行气流场仿真之前,先用Solidworks对其进行三维模型的建立,然后导入ICEM中进行网格划分和边界条件的设置。Fluent仿真时采用标准k-ε模型,其中湍动能k和耗散率ε方程为:
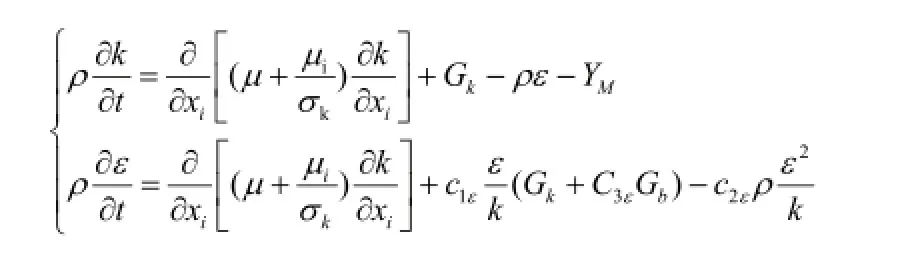
式中: Gk为平均速度梯度所引起的湍动能;Gb为浮力影响引起的湍动能;YM为可压缩湍流脉动膨胀对总的耗散率的影响。
2 仿真结果与讨论
2.1砂轮转速对纤维微刃螺旋砂轮气流场的影响
图2-1为纤维微刃螺旋砂轮磨削区气流场的压力分布云图。由图可知,磨削区气流场大部分区域压力为0,只有在磨削加工楔形区有一块压力区域,且在磨削区入口区域的压力值相对比较大。而在磨削区的出口附近出现一定程度的负压,这可能主要是砂轮在高速旋转时,由于砂轮表面的有许多突出的纤维微刃,致使局部地区出现一定的涡流,从而压力低于操作压力值。在磨削区入口处形成的较大的空气压力将阻碍磨削液进入磨削加工区,削弱了磨削液对磨削区的冷却润滑效果。
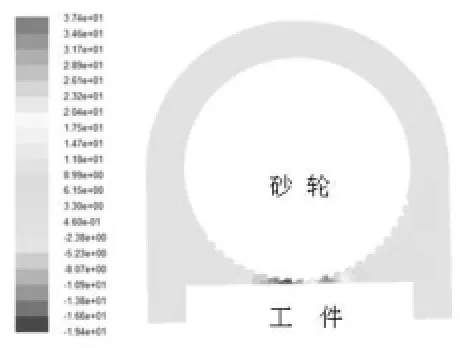
图2-1 纤维微刃螺旋砂轮气流场压力分布云图
图2-2为不同砂轮转速下纤维微刃螺旋砂轮磨削区通过最小间隙处x方向的空气压力分布曲线(图1所示坐标系中y = 0,z = - 15.57方向导出)。由图可知,随着砂轮转速的增加,在磨削区入口处最小间隙附近的压力值明显增大,这将在磨削区入口形成一个压力区域,这对磨削液的供给是极其不利的。因此在磨削加工中要选择合适的磨削液供给速度来冲破纤维微刃螺旋砂轮的这个气障层。
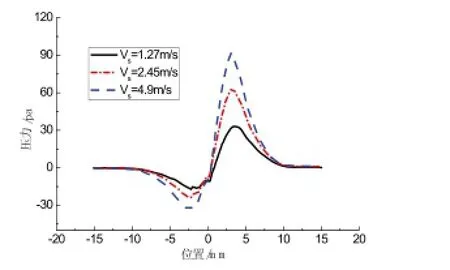
图2-2 不同砂轮转速下磨削区压力分布曲线
图2-3为纤维微刃螺旋砂轮磨削区气流场的速度分布云图。由图可知,在砂轮高速旋转时,会对砂轮周边的空气进行扰动,并且带动砂轮表面附近的空气一起旋转,形成一层空气附面层。在纤维微刃螺旋砂轮和工件间楔形区间隙的入口出现了空气返回流,这将阻碍磨削液的有效进入磨削加工区,对磨削区的润滑和冷却造成不利的影响。
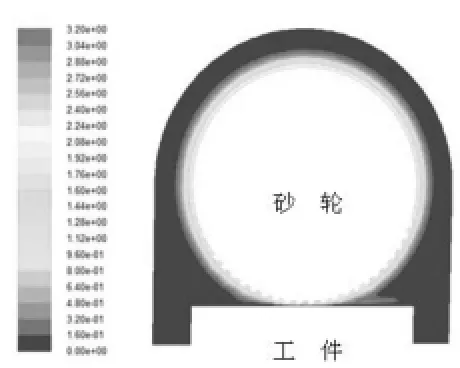
图2-3 纤维微刃螺旋砂轮气流场速度分布云图
图2-4为不同砂轮转速下纤维微刃螺旋砂轮磨削区水平方向的空气速度分布曲线。由图可知,砂轮气流场的速度曲线是不光滑的,这主要是由于砂轮表面有大量凸起的纤维微刃,在砂轮的高速旋转时,这些凸起的纤维微刃会对周边的气流造成一定的扰动,从而在局部区域引起气流场速度的波动。速度为负是因为气流速度方向与图1(b)中x轴坐标方向相反。在不同砂轮转速下磨削区空气水平方向的速度分布变化趋势基本相同,但是随着砂轮转速的增加,砂轮周围的空气速度的也随之增大。随着砂轮转速的提高,砂轮周围的空气运动也越强烈,磨削区通过最小间隙X轴方向的速度分布曲线也变宽,即砂轮周边的空气附面层越厚,磨削液进入磨削加工区的难度也越大,对磨削区的润滑冷却造成不利的影响。
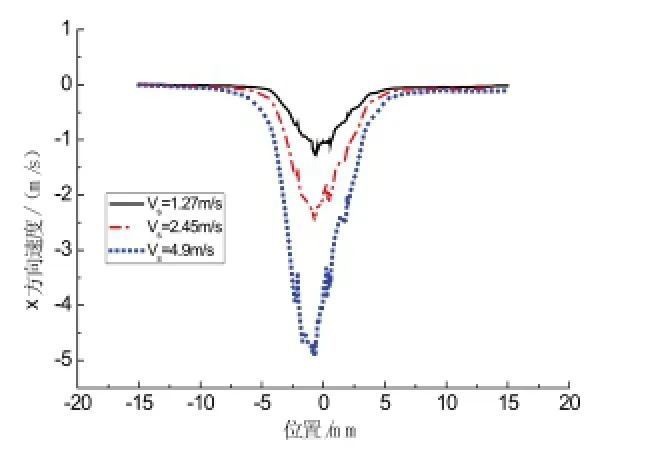
图2-4 不同砂轮转速下磨削区速度分布曲线
2.2楔形区间隙对纤维微刃螺旋砂轮气流场的影响
仿真时,纤维微刃螺旋砂轮的转速为2.45 m/s时,通过改变工件和纤维微刃螺旋砂轮之间的间隙大小得到磨削区气流场的压力和速度分布情况。
图2-5为工件与砂轮的最小间隙分别为0.1 mm、0.07 mm 和0.03 mm时x轴方向的空气压力分布曲线。由图可知,砂轮和工件间的间隙值由0.1mm减小到0.03mm时,磨削区入口处的压力值明显增大。这主要是间隙值的减小,气流越难以通过磨削区,在磨削区入口形成一个较大的压力区域,这将不利于磨削液顺利进入磨削加工区。
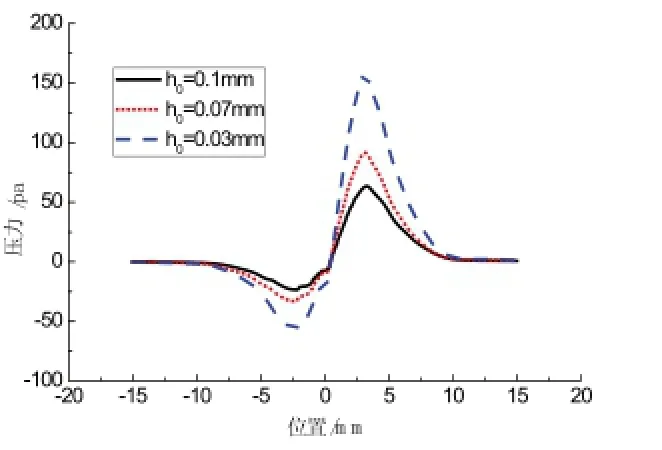
图2-5 不同楔形区间隙下磨削区压力分布曲线
图2-6为工件与砂轮的最小间隙分别为0.1mm、0.07mm 和0.03mm时通过最小间隙处水平方向的空气压力分布曲线图。由图可知,随着工件与砂轮之间最小间隙值的减小,磨削区通过最小间隙X轴方向的速度极值基本不变,但是速度分布曲线变宽,即砂轮周边的空气附面层越厚,对磨削区的润滑冷却造成不利的影响。
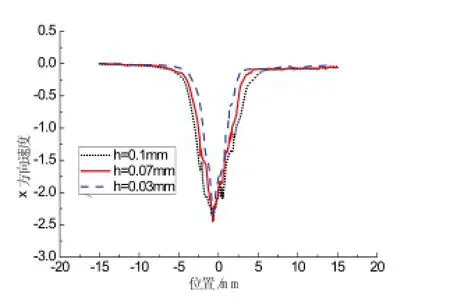
图2-6 不同楔形区间隙下磨削区速度分布曲线
3 结论
(1)在磨削加工中,由于砂轮的高速旋转,会在砂轮表面产生一个空气附面层,即“气障”。随着纤维微刃螺旋砂轮转速的增加,磨削楔形区内的气流压力和速度明显增大。这将阻碍磨削液有效的进入磨削区,削弱磨削区的润滑冷却效果。
(2)随着工件和砂轮之间的间隙值的变小,磨削区入口处气流压力值增大,气障层变厚,这也将不利于磨削液对磨削区的润滑冷却。
(3)通过对纤维微刃螺旋砂轮气流场的仿真研究,对深入研究纤维微刃螺旋砂轮磨削液的有效利用提供理论基础,也为纤维微刃螺旋砂轮的试制提供技术支持。
[1]毛聪,周鑫,谭杨,等.基于微量润滑磨削的双喷口喷嘴雾化仿真分析[J].中国机械工程,2015,26(19): 2640-2645.
[2]李长河,原所先,李虎,等.磨削区内气流场速度和压力分布规律的研究进展[J].金刚石与磨料磨具工程,2004( 3): 31-34.
[3]侯明.磨削区空气场的有限元分析及仿真[D].武汉:武汉理工大学,2007
[4]李长河,欧阳伟,丁玉成,等.磨削区流体速度场建模与实验研究[J].制造技术与机床,2009( 2):81-85.
[5]韩振鲁,李长河,王胜,等.高速磨削楔形区气流场建模与仿真[J].制造技术与机床,2013( 5):110 -115.
[6]张强.磨削液有效流量率的建模仿真与实验研究[D].青岛: 青岛理工大学,2013
TG580.6
A
1003-5168(2015)11-036-02
长沙市科技计划资助项目(K1406031-11)。
谭杨(1988-),男,研究生,主要研究方向:磨削加工理论与装备、刀具材料等。
