PT-50V电液复合高速注射机液压系统的设计研究
2015-10-10靳锋亮董力群杨于光
靳锋亮,董力群,杨于光
(北京化工大学机电工程学院,北京 100029)
PT-50V电液复合高速注射机液压系统的设计研究
靳锋亮,董力群,杨于光*
(北京化工大学机电工程学院,北京100029)
按照微结构制品的成型要求,设计了一种高速注塑机的液压系统。并基于AMESim仿真软件平台,建立了高速注射液压系统的注射系统模型,对所设计的高速注射液压系统进行了仿真分析。最后,通过高速注射实验和仿真分析对比,验证了所提出方案的可行性。
注塑机;高速注射;液压系统;AMESim仿真
近年来随着液晶显示器(LСD)、手机等电子产品的高速发展,市场对超薄导光板的需求越来越大。导光板常用注射成型的方法来制作,但在为了减少导光板的用材、提高光效,导光板一直向着超薄化的方向发展[1]。而使用普通注塑机(注射速度约为200 mm/s)进行超薄导光板的生产,容易出现注射速度不够,熔体在模具中快速冷却之后,模具填补不满的问题。特别对于具有表面微结构的导光板,用普通注塑机不能完成微结构成型加工。日本、德国等国一直在研究高速注射机,实现超薄导光板的高效和批量化生产[2]。
导光板其结构为薄壁、大面积的制品,属于典型的流长比比较大的产品,其对注塑机的要求如下[3]:
(1)注射速度高:高精度微结构塑件注塑成型,其注塑工艺要求在短时间内完成,以防止熔体凝固、导致成型有缺陷的注塑件,所以要求高的注射速度。
(2)精密计量:微注塑成型零件的质量通常都比较小,往往以毫克计量,所以注射机在一次注射控制单元的过程当中需要具有精密计量以达到控制精度。
(3)快速响应速度:由于微注塑成型的注射量相当小,相应的注射设备的螺杆/柱塞的移动行程也就很短,所以要求注塑机的液压系统须具备很快的响应速度,继而保证注塑机能在较短的时间内达到所需的注射速度。
现在世界水平比较高的超薄导光板厚度一般在0.32 mm左右,熔融的塑料在充填模腔的过程中与模具表面接触,很容易冷却固化。一般来说,需要提高注射速度,在高速高压下保证熔料在没有固化前就能完整的将模腔填充满,并在塑件补缩的过程中有足够高的保压压力保证塑件不缩水[4]。基于此旨需设计一种高速注射液压系统以能够满足成型厚度在0.32 mm以内的超薄导光板。
高速注塑机主要设计参数如表1所示。
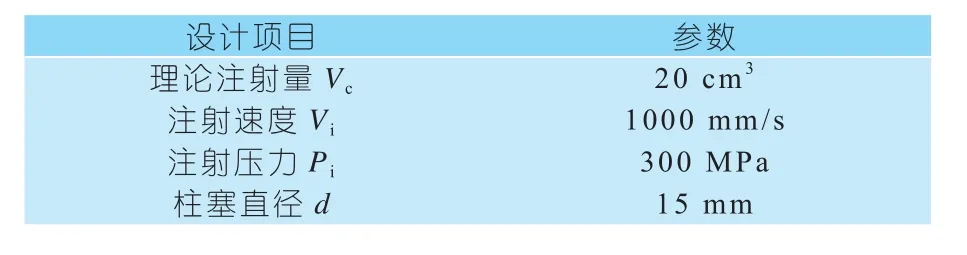
表1 机器设计参数
1 高速注射液压系统设计
注塑机高速注射系统的主要功能有两个,一是保证能高效高质量的塑化物料;二是实现高速、高压、高精度的计量注射。通过对比注塑机不同塑化、注射及驱动方式的优缺点,采用以下设计方案:注射系统采用双阶螺杆预塑式注塑装置,把溶胶和注射二个功能分离,用伺服电机带动螺杆旋转实现塑化功能,用液压系统驱动柱塞实现高速注射功能。双阶螺杆预塑式注塑装置的结构如图1所示。
双阶螺杆预塑式注射装置采用螺杆塑化和柱塞注射方式,它具有以下优点[5]:
(1)塑化与注射分离有利于解决注射压力、注射行程、注射速度与塑化能力之间的矛盾;
(2)塑化与注射分离有利于提高注射压力和注射速度,降低液压泵流量,起到节能的效果。
1.1高速注射液压系统原理图
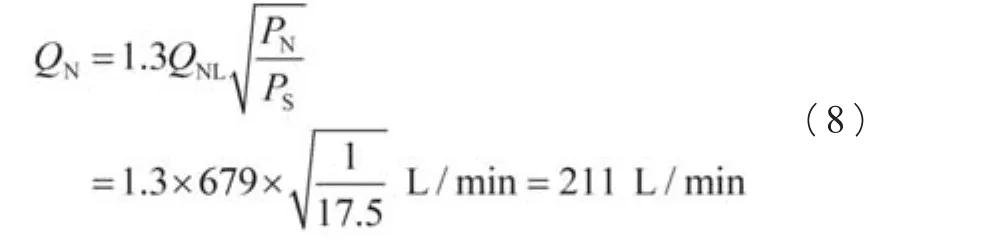
注塑机液压系统包括合模、开模、注射座移动及注射等多个系统回路,在此主要研究高速注射,即液压系统中的注射回路。设计的高速注射液压系统图如图2所示。注射系统由蓄能器驱动和伺服阀控制相结合,实现高速注射及控制注射精度。
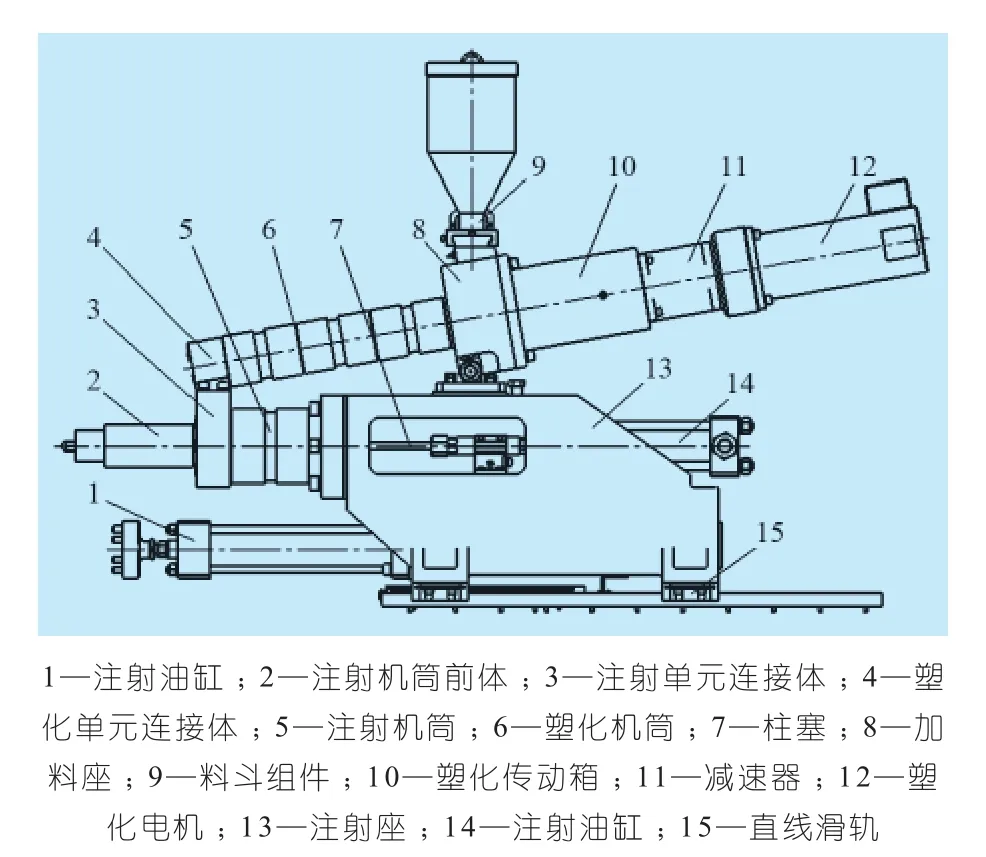
图1 注塑机注射系统的组成
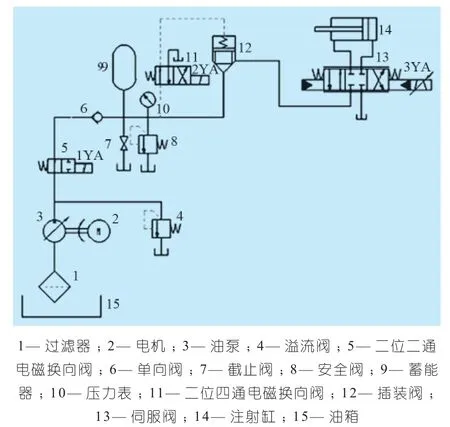
图2 高速注射液压系统原理图
注射液压系统工作过程为:非注射工况时,电机带动液压泵给蓄能器充液,当充液压力达到溢流阀压力设定值时,电磁换向阀1YA得电,液压泵通过溢流阀卸荷。
当系统注射时,电磁换向阀2YA及伺服阀3YA得电,插装阀打开,蓄能器存储的高压油通过伺服阀左位进入注射液压缸推动活塞带动柱塞向前快速运动实现高速注射。
1.2主要液压元件选择及参数选择
1.2.1注射油缸参数
选系统的工作压力为17.5 MPa,注射回路系统压力损失1.5 MPa,注射时注射油缸无杆腔进油,注射油缸最高工作压力P=16 MPa,注射液压缸活塞直径D:

注射油缸无杆腔面积A1:

注射速度为1 000 mm/s时,注射油缸的流量Q:

1.2.2蓄能器参数
根据理论注射量为20 сm3,选取注射量为Vz=21 сm3,则注射行程Si:

确实注射行程Si=120 mm
注射液压缸在注射阶段所需液压油的体积V:

而注射液压缸的液压油体积V又是由蓄能器体积变化ΔV提供的,即:

式中:
p0——蓄能器的预充气压力;
p1——蓄能器的最低工作压力;
p2——蓄能器的最高工作压力;
V0、V1、V2分别对应为p0、p1、p2的气体容积;n为多变过程指数,绝热过程n=1.4。
为保证足够注射压力及降低注射压力的波动,取蓄能器最低工作压力和最高工作压力分别为16.5 MPa和17.5 MPa;
蓄能器的预充气压力满足:0.25p1<p0<0.9p2,取p0=14 MPa。
则由式(6)求V0=10.9 L。
根据蓄能器容量的计算结果,选定型号为NXQ-A-10/20-L-Y的气囊式蓄能器作为注射系统的辅助动力源,该蓄能器的公称容积为10 L,公称压力为20 MPa。
1.2.3伺服阀参数
由式(3)知,注射阶段需要流量为119 L/min,则伺服阀空载流量QNL:
额定流量QN:
根据额定流量计算结果,选用MOOG D662-D02型伺服阀。
2 高速注射液压系统AMESim仿真分析
2.1高速注射液压系统AMESim仿真模型及参数设置
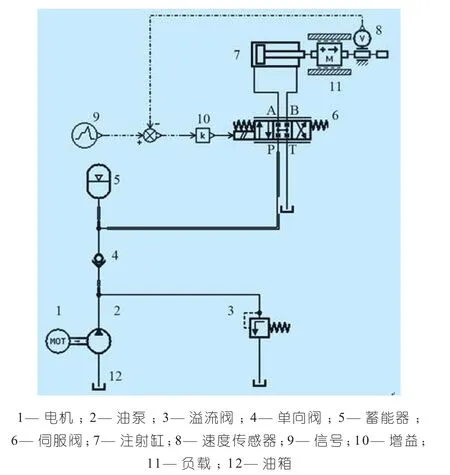
图3 高速注射液压系统AMESim仿真模型
根据图2所示的液压系统原理图,建立如图3所示的液压系统AMESim仿真模型。仿真参数设置如下:电机转速970 r/min,油泵最大排量35 L/min,溢流阀压力17.5 MPa,蓄能器体积10 L,充气压力14 MPa,伺服阀额定流量250 L/min,压降为1 Mpa,注射缸活塞直径65 mm。
2.2高速注射液压系统仿真分析
2.2.1伺服阀前置放大器增益变化时,注射速度仿真分析
首先设定阶段信号的值为8,即设定注射速度为800 mm/s,设置增益K的值分别为5、10、50、100,运用软件批处理运行仿真功能对注射缸输出速度进行仿真,仿真时间为50 ms。仿真结果如图4所示,从图4中可以看出,随着增益K值的增加,注射速度会逐渐增大,但当增益K超过一定值时,注射速度会产生震荡,系统变得不稳定。增益K的值为50时,注射速度接近于设定的速度值,稳定在792 mm/s。
图4 不同增益K下注射速度曲线
2.2.2伺服阀到注射缸之间不同管道长度对注射速度的影响
设定伺服阀到注射缸之间的管道长度分别为50 mm、250 mm、500 mm,进行批处理仿真,仿真时间为30 ms,仿真结果如图5所示,从图5中可以看出,管道长度越短,注射速度响应越快,随着管道长度的增加,注射速度响应会延迟,当长度到达一定值时,注射速度会产生震荡,系统变得不稳定。为了避免管道长度的影响,可以将伺服阀接口与注射缸进出口直接连接在一起,提高系统响应速度。
2.2.3参数优化后注射速度仿真分析
通过上面分析,在子模型模式下将仿真模型中伺服阀和注射缸之间的管道选型为DIREСT,即表示伺服阀和注射缸直接连在一起,在参数模式下,设定阶段信号为8,增益K为50,其它参数保持不变,进行仿真运行,仿真时间为60 ms,仿真结果如图6所示。从图6中可以看出,注射速度在16 ms内快速响应到稳定值792 mm/s,且非常接近速度设定值,满足高速注射对速度的要求。
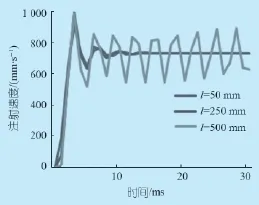
图5 不同管道长度下的注射速度曲线
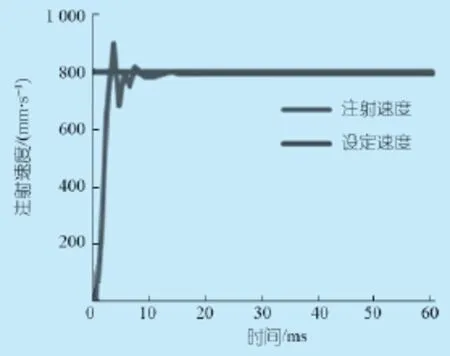
图6 注射速度曲线
3 液压系统实验及结果分析
实验用的高速注射机样机为宁波力劲机械有限公司生产的PT-50V型高速注塑机,注塑机样机如图7所示。实验制品为导光板,实验材料为PС。
实验结果如图8所示,从图8中可以看出,在实际高速注射过程中,注射速度和设定速度之间有较大差距,随着注射时间的延长,注射速度逐渐接近速度设定值,由于注射过程时间极短,约0.08 s左右,系统的响应速度对高速注射有很大的影响。
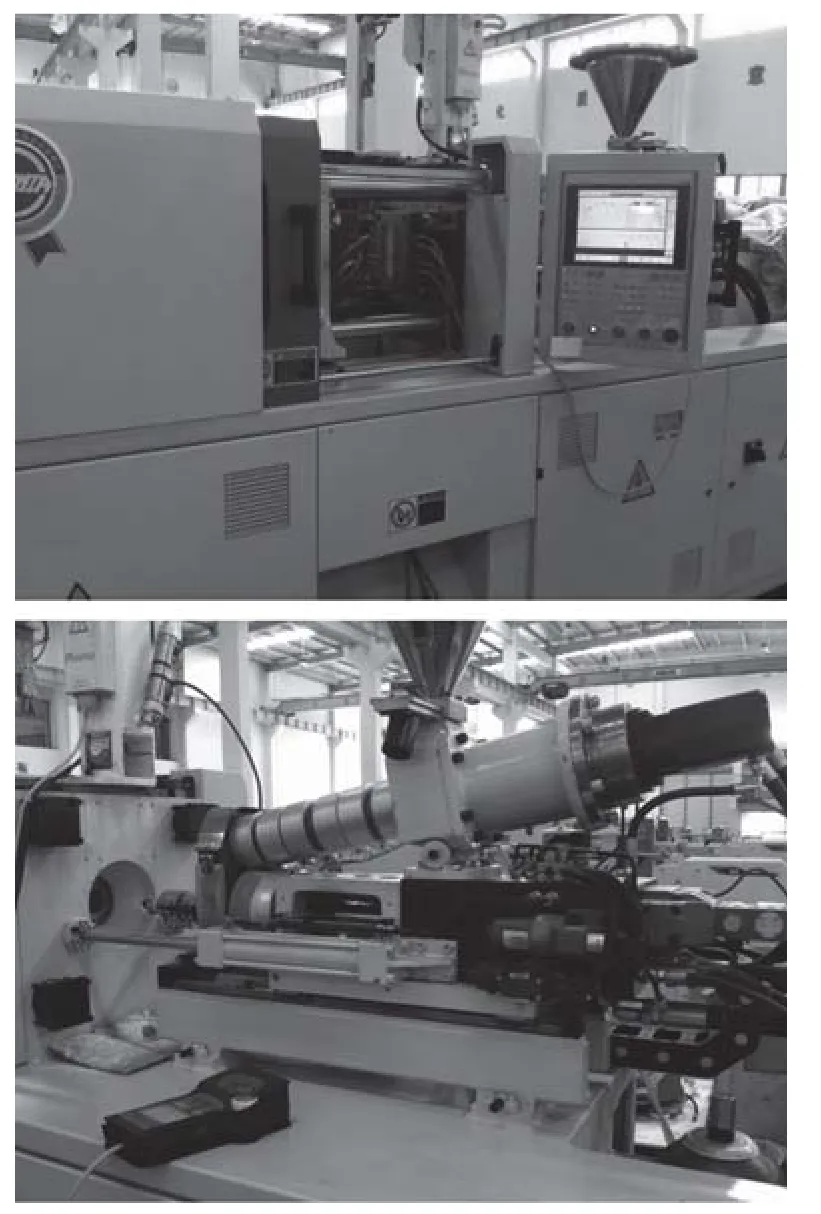
图7 高速注射样机
4 结论
基于微结构注塑成型特点设计了一种高速注塑机的液压系统,并用AMESim仿真软件进行了建模和数值计算,通过和实验数据的对比,验证了所设计的液压系统的可行性、以及AMESim计算模型的正确性,并达到了高速注射的要求。这对高速注射机的设计和制造具有重要的理论和实际参考意义。
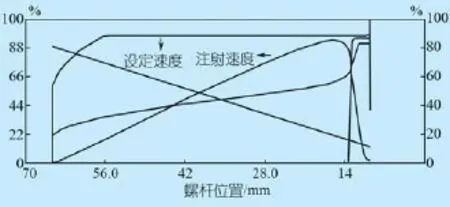
图8 设定速度720 mm/s下样机注射速度
[1] 史学峰.导光板注射成型技术的研究[D]. 苏州:苏州大学,2008.
[2] 温振兴.导光板精密注射成型设备关键技术及工艺的研究[D]. 北京:北京化工大学,2009.
[3] 杨卫民.微注射成型技术国际最新发展与应用[J]. 塑料制造,2009,(8):51~53.
[4] 区仲荣,何文瀚. 中小尺寸超薄导光板的射出压缩成型技术[J]. 制造技术与机床,2011, (4):120~121.
[5] 倪卫涛. 橡胶注射成型机注射装置结构分析研究[J]. 橡塑技术与装备,2011,37(5):14~17.
Design and research of PT-50V electro-hydraulic complex high-speed injection molding machine hydraulic system
Design and research of PT-50V electro-hydraulic complex high-speed injection molding machine hydraulic system
Jin Fengliang, Dong Liqun, Yang Yuguang
(College of Mechanical and Electrical Engineering, BUCT, 100029, Beijing, China)
In accordance with the requirements of the micro-structure molded product, we designed a hydraulic system of a high-speed injection molding machine. Based on AMESim simulation software platform, we also established injection system model of the high-speed injection hydraulic system, and ran simulation analysis for designed high-speed injection hydraulic system. Finally, we had high-speed injection experiment and simulation analysis and comparison, to verify the feasibility of the proposed scheme.
injection molding machine; high-speed injection; hydraulic system; AMESim simulation
TQ320.662
1009-797X(2015)12-0001-05
B DOI:10.13520/j.сnki.rpte.2015.12.001
(XS-04)
靳锋亮(1986-)男,北京化工大学在读硕士研究生,主要研究方向为注塑机液压系统设计。
2015-03-12