外加能量辅助搅拌摩擦焊技术的研究进展
2015-09-26刘小超武传松
刘小超,武传松
(山东大学材料连接技术研究所,济南 250001)
搅拌摩擦焊(Friction stir welding,FSW)已经在航空航天、轨道交通、船舶、汽车、军工等制造领域取得了应用[1—4]。作为一种新型的固相连接技术,其在焊接低熔点高性能轻金属材料(铝合金和镁合金等)时,能够避免传统熔焊方法容易引起的气孔、裂纹等焊接缺陷,具有接头质量高、焊接变形小和焊接过程绿色环保等优点[5—7]。近年来,随着搅拌摩擦焊技术的快速发展,高熔点材料(钛合金、铁基合金、镍基合金等)的搅拌摩擦焊接也越来越受到重视[8—12]。然而,常规搅拌摩擦焊主要依靠搅拌头与工件之间的摩擦产热和材料塑性变形功产热来软化待焊区材料并形成连接,焊接时需要施加很大的轴向压力和旋转扭矩才能产生足够的热量和软化,从而造成焊接载荷(包括轴向压力、旋转扭矩及前进阻力)大、工艺柔性差、装夹要求严、设备庞大、搅拌头磨损(甚至折断)等问题,同时也限制了焊接速度的进一步提高,影响了焊接效率[13—16]。如果轴向压力不够大或者焊接速度超过一定值,会导致产热不足,造成材料的塑性流动性变差,难以获得优异的焊缝成形和接头性能。为了解决这些问题,研究者试图通过优化焊接工艺参数和改进搅拌头的设计[13,16—21]来改善材料流动和产热,减小搅拌头磨损,但是效果有限。另一种思路是通过施加辅助能量来协助软化待焊材料。随着时间的推移,先后出现了激光、电弧、感应、电流、超声等能量辅助搅拌摩擦焊方法[53—75,80—98]。根据辅助能量的类型,大致可以将其划分为热能辅助搅拌摩擦焊(如激光、电弧、感应、电流等)和机械能辅助搅拌摩擦焊(如超声振动)。文中首先简要回顾搅拌摩擦焊及其衍生的焊接技术的发展现状,然后详细综述外加能量辅助搅拌摩擦焊的研究进展,并着重介绍3种超声振动辅助搅拌摩擦焊的工艺机理和工艺效果,最后对外加能量辅助搅拌摩擦焊的发展趋势进行展望。
1 搅拌摩擦焊技术的发展现状
搅拌摩擦焊技术诞生于1991年。经过20余年的发展,搅拌摩擦焊的相关技术和工艺理论日臻完善。人们已经认识到,搅拌摩擦焊是一个热-力耦合的塑性变形加工工艺[5]。如图1所示,一个带有搅拌针和轴肩的高速旋转的搅拌头被向下的轴向力压入两块对接的工件接缝中,并沿着对接线行走。在搅拌针和轴肩的摩擦和挤压作用下,工件材料局部被加热至塑性流动状态,并随着搅拌头的旋转发生迁移,从而在搅拌头经过之后形成可靠的连接。由于搅拌头的旋转和移动,在焊缝中心线两侧材料流动呈现出明显的差异,为了区分这种差异,将旋转方向的切向与焊接移动方向一致的一侧称为前进侧(Advancing side,AS),而相反的一侧则被称为后退侧(Retreating side,RS)。

图1 搅拌摩擦焊接原理[5]Fig.1 Schematic of FSW
在搅拌摩擦焊过程中,接头中的不同区域经历了不同程度的塑性变形和热循环,形成了具有不同微观组织结构和性能的区域,在接头横截面上,其分布如图2所示。从中心向两侧依次是焊核区(weld nugget zone,WNZ)、热力影响区(thermo-mechanically affected zone,TMAZ)、热影响区(heat affected zone,HAZ)和母材(base metal,BM)。焊核区的材料经历了搅拌头的剧烈搅拌,晶粒发生严重破碎,在此过程中又发生了完全的动态再结晶,从而形成细小的等轴晶晶粒组织,一般具有良好的力学性能;热力影响区的材料经历了加热和塑性变形的共同影响,而塑性变形的程度远小于焊核区,因而该区域的晶粒组织发生了部分的动态回复和再结晶,呈现出具有明显变形痕迹的晶粒取向,力学性能一般稍差于焊核区;热影响区的材料仅仅是经历了焊接加热和冷却,晶粒在此过程中发生了粗化,晶粒内部的强化相也可能因此而溶解或长大,因而热影响区的力学性能一般都较差;母材既未发生塑性变形,也不受焊接热影响,力学性能一般不发生变化。

图2 搅拌摩擦焊接头微观组织结构区域划分[6]Fig.2 Microstructure of FSW joints
随着人们对搅拌摩擦焊认识的不断加深,一些基于搅拌摩擦焊基本原理的新技术也被不断研发出来。搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)便是其中的一种[22—24]。其原理与搅拌摩擦焊类似,即将高速旋转的搅拌头插入被焊的上下两层工件,利用摩擦产热和搅拌头高速旋转所引起的材料塑性流动形成接头。随着搅拌摩擦点焊技术的进一步发展,又演变出了回填式 FSSW[25—28]、摆动式 FSSW[29]、扫描式FSSW[30]、无针式 FSSW[31—34](也被称为流动摩擦点焊)等多种点焊新技术。回填式FSSW通过起始阶段材料的吸入和结束阶段材料的压填而得到完整无匙孔的焊点。摆动式FSSW中搅拌头以一定距离为半径,绕搅拌头夹持端摆动一定角度来实现点焊,从而消除焊接中常见的界面畸变现象,并增加有效连接宽度。扫描式FSSW是指搅拌头在旋转的同时并以一定的运动轨迹进行移动,这样可以增大焊点截面积,提高接头力学性能。无针式FSSW(流动摩擦点焊)则类似于搅拌摩擦加工(Friction Stir Processing,FSP),通过特殊设计的轴肩压入工件并旋转来带动上下两层工件材料的塑性流动,形成焊点。值得一提的是,上述无针式FSSW的搅拌头设计也可用于正常的搅拌摩擦焊连接[35]。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding)也是一种新型的 FSW 焊接技术[36—38]。它拥有上下两个轴肩并通过搅拌针相连,焊接时上下两个轴肩分别与工件的上下表面相接触,并形成相互支撑。其优点是不需要额外的背部垫板即可进行搅拌摩擦焊接,可解决一些中空结构和不便施加背部支撑的结构的搅拌摩擦焊接问题,并从根本上消除未焊透等根部缺陷,是对常规搅拌摩擦焊的有力补充。
差速搅拌摩擦焊[39—52]也是对常规搅拌摩擦焊的进一步发展,通过特殊的传动机构设计,实现轴肩与搅拌针的旋转速度和旋转方向的独立控制,即可根据需要控制其焊接热输入。在差速搅拌摩擦焊中,当轴肩和搅拌针旋转方向相同时,即为同向差速搅拌摩擦焊[41—42],当轴肩转速为零时,即为静止轴肩搅拌摩擦焊[39,43—49],当轴肩和搅拌针旋转方向相反时,即为逆向差速搅拌摩擦焊[50—52]。其中静止轴肩搅拌摩擦焊又可以用于特殊场合,如角焊缝的搅拌摩擦焊接[47]和旨在降低焊接载荷的高转速搅拌摩擦焊(转速超过10000 r/min)[48—49]。在角焊缝的搅拌摩擦焊接中,通过设计特殊的轴肩形状,使轴肩与工件的两个直角面紧密切合,并在焊接过程中不旋转,即可防止轴肩破坏工件和材料被挤出,形成无缺陷的角焊缝接头。在旨在降低焊接载荷的高转速搅拌摩擦焊中,静止轴肩的引入能够有效地减小孔洞、飞边等缺陷,使焊接过程保持稳定。逆向差速搅拌摩擦焊工件受到的来自搅拌针和轴肩旋转的扭矩还可以相互抵消一部分,使工件装夹变得更加容易。
复合搅拌摩擦焊技术借鉴了其他复合焊接如激光-MIG复合焊、激光-TIG复合焊等的设计思路,利用其他的小功率辅助能量促进搅拌摩擦焊接过程中的材料软化和塑性流动,从而降低焊接载荷、减小搅拌头磨损、提高焊接速度,甚至实现常规搅拌摩擦焊难以焊接的高熔点材料的同种或异种材料搅拌摩擦焊接,达到“1+1>2”的目的。常见的搅拌摩擦焊辅助能源有激光、电弧、感应、电流、超声等。
2 热能辅助搅拌摩擦焊技术的研究现状
在复合搅拌摩擦焊技术中,绝大多数是通过使用额外的加热装置在焊接时对工件待焊区域进行局部预热,然后再进行常规的搅拌摩擦焊接。辅助热源的引入可以提高焊接温升速率,降低材料塑性变形抗力,减小搅拌头磨损等。常见的热源形式主要有激光、电弧、感应加热和电阻热等。
2.1 激光辅助搅拌摩擦焊
Kohn等人[53]于2002年率先提出了激光辅助搅拌摩擦焊(Laser-assisted friction stir welding,LAFSW)。其原理如图3所示,激光束被精确地作用在搅拌头前方的待焊工件局部进行预热,然后再由搅拌头进行常规的搅拌摩擦焊接,形成固相接头。激光的精确预热能够软化待焊材料,使工件在焊接时受到的扭矩有所降低,这就降低了工件对焊接工装的要求;同时搅拌头所需的进给力也有减小,因此能够减轻搅拌头的磨损,提高焊接速度。

图3 激光辅助搅拌摩擦焊原理[53]Fig.3 Schematic of laser assisted FSW
Kohn 等人[53]、Zaeh 等人[54]和 Casalino 等人[55]研究了铝、镁等轻合金的LAFSW焊接,发现激光辅助能够明显消除焊缝内部缺陷,提高焊接速度,获得良好的接头力学性能。Sun等[56]研究了S45C钢板的LAFSW接头的微观组织和力学性能。研究发现当激光束聚焦在搅拌头前方10 mm的焊接线上时,焊接速度能够由常规的400 mm/min提高到800 mm/min。当焊接速度低于600 mm/min时,能够避免焊缝中形成脆性的马氏体相。此外,当预热位置处于前进侧时,会显著降低搅拌头与工件之间的摩擦产热,而预热位置处于后退侧时,则会获得较高的热输入。此外,异种材料搅拌摩擦连接时可以利用激光集中加热熔点较高的一侧金属。Merklein和Giera[57]的研究表明,使用激光预热能够提高钢/铝异种金属搅拌摩擦焊连接的力学性能,原因是激光预热增强了材料流动,降低了金属间化合物层的脆性。Chang等[58]研究了在对接面上添加镍箔的铝/镁异种材料LAFSW焊接,发现激光辅助能够显著提高接头抗拉强度。原因是韧性较好的镍基金属间化合物相取代了原来的脆性相Al12Mg17,而激光加热了镍箔,改善了焊缝成形,促进了镍基金属间化合物相的形成。
激光辅助搅拌摩擦焊也存在一些问题,如激光在金属表面会发生反射,造成了能源浪费。
2.2 电弧辅助搅拌摩擦焊
电弧辅助搅拌摩擦焊主要是指TIG电弧辅助搅拌摩擦焊和等离子弧辅助搅拌摩擦焊,其原理与激光辅助搅拌摩擦焊类似,如图4所示。先由焊枪在搅拌头前方不远处对工件局部进行预热,然后再由搅拌头进行正常焊接。焊枪既可以是TIG焊枪,也可以是等离子弧焊枪。

图4 电弧辅助搅拌摩擦焊原理[60]Fig.4 Schematic of arc assisted FSW
刘会杰等人[59—60]率先采用了等离子弧作为辅助热源焊接了2219-T6铝合金,发现在保证接头力学性能的前提下,焊接速度能够成倍增加。然而,由于双重热循环的影响,焊核区沉淀相发生明显粗化,成为接头最薄弱区。
Yaduwanshi等人[61]研究了1100铝合金等离子弧辅助搅拌摩擦焊过程中的焊接轴向力、热循环、峰值温度、冷却速率、接头力学性能和显微组织等,发现焊核区的晶粒组织得到细化,焊接轴向力显著降低,接头力学性能有所提高。Bang等人[62—63]尝试采用TIG电弧辅助焊接不锈钢(STS304)/铝合金(Al6061)和铝合金(Al6061)/钛合金(Ti-6%Al-4%V)异种金属,以期提高接头力学性能。TIG电弧分别被用来在不锈钢和钛合金一侧加热工件,所获接头的横向抗拉强度都超过了铝母材强度的91%。分析认为这是由于电弧预热增强了材料的塑性流动,在不锈钢与铝合金的连接中电弧预热还形成了局部退火,使焊缝伸长率显著增大。
电弧辅助搅拌摩擦焊的缺点是强烈的弧光会干扰正常的搅拌摩擦焊接,使工作环境变差,弱化了常规搅拌摩擦焊绿色环保的优点。
2.3 感应加热辅助搅拌摩擦焊
Midling等人[64]在早期申请的专利中提出了采用感应加热作为辅助热源的搅拌摩擦焊技术。其原理如图5所示,感应线圈安装在搅拌头前方并随着搅拌头向前移动。感应加热可以塑化待焊金属,降低材料流变抗力,改善焊接工艺效果。

图5 感应热辅助搅拌摩擦焊原理[64]Fig.5 Schematic of induction heat assisted FSW
申志康等人[65]研究了Q235钢的感应加热辅助搅拌摩擦焊接,并对预热与否的焊缝显微组织、力学性能和显微硬度等进行了测试对比。发现感应加热预热可以提高钢的塑性,降低搅拌头磨损,提高搅拌头寿命;但是预热同时也粗化了搅拌区的晶粒尺寸,降低了接头的力学性能。Álvarez等人[66]研究了感应加热辅助搅拌摩擦焊接超级双相不锈钢(GX2CrNiMoN26-7-4),对比了常规焊接与感应加热辅助焊接条件下焊缝的微观组织结构和机械性能的变化。研究发现,感应预热能够使焊接所需的轴向压力降低31%,或者在相同轴向压力下成倍地提高焊接速度。焊缝中没有发现σ相,搅拌区的晶粒尺寸显著减小,引起了接头平均硬度值和抗拉强度的提高,铁素体比例介于50%~70%之间。

图6 感应加热辅助搅拌摩擦焊点焊工艺原理[67]Fig.6 Schematic of induction heat assisted FSSW
Sun等人[67]将高频感应加热应用于S12C钢板的搅拌摩擦焊点焊中,工艺原理如图6所示。其研究发现,尽管高频感应加热预热增大了搅拌区的晶粒尺寸,但同时也增大了焊点的体积,即连接界面增大,从而增大了点焊接头的粘接强度;而且,搅拌头和工件之间的摩擦产热也因高频感应预热而减小。
感应加热的弊端在于不能对工件待焊局部进行精确加热,凡是能够产生感应电流的区域都会被加热,如夹具、搅拌头等。此外,感应加热对非导磁性材料的加热效率非常低,且不能加热非导电性材料。
2.4 电流辅助搅拌摩擦焊
电流辅助搅拌摩擦焊是指利用电流的焦耳热效应和所谓的“电塑性”来辅助软化待焊材料,提高搅拌摩擦焊过程中材料的塑性流动性。其中电流的运用非常灵活,衍生出了多种变体。
Luo等人[68—71]采用如图7所示的电流辅助搅拌摩擦焊方法,分别以搅拌头和工件端部作为两个电极,使电流流过工件内部进而产生电阻热。焊接了AZ31B镁合金、7075铝合金的对接接头,以及不锈钢2Cr13Mn9Ni4和普通碳钢Q235B的搭接接头,发现电阻热细化了镁合金焊核区晶粒组织,提高了其显微硬度,增强了塑性变形。而对于铝合金,焊核区和热影响区的晶粒尺寸随着电流密度的增大而轻微增加。另外还指出电流辅助搅拌摩擦焊对于钢等高强合金的焊接有很大的应用潜力。Santos等人[73—74]改进了电流辅助搅拌摩擦焊,如图8所示。其在搅拌头的轴心增加一个铜芯,并在背部垫板上相应地增加一个铜键,使电流在工件中的分布更加集中,很好地解决了常规搅拌摩擦焊由于底部产热不足引起的未焊透等根部缺陷。
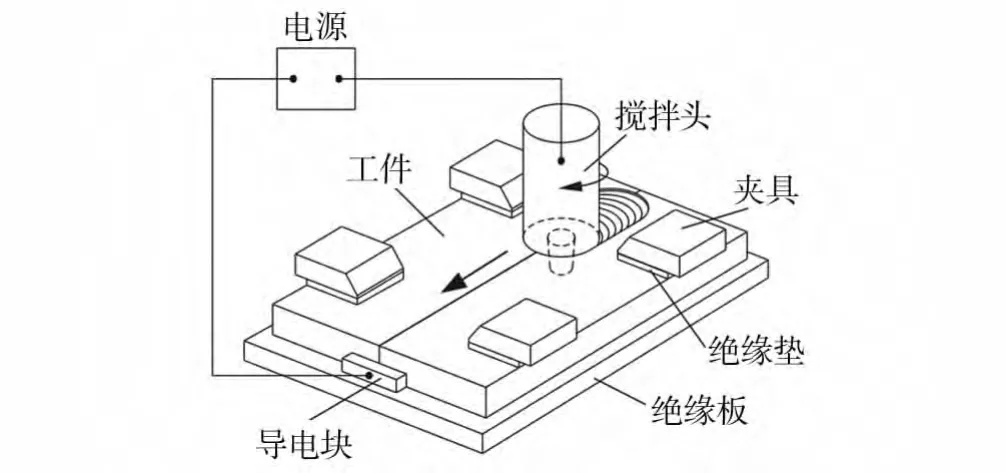
图7 电流辅助搅拌摩擦焊原理(电阻热)[68—71]Fig.7 Schematic of electric current assisted FSW(Joule heat)

图8 改进的电流辅助搅拌摩擦焊原理(电阻热)[73]Fig.8 Schematic of improved electric current assisted FSW(Joule heat)
Liu等人[75]研发了如图9所示的电流辅助搅拌摩擦焊,两个直接施加在工件上的电极可以形成一个随搅拌头移动的电流场,而不需要搅拌头作为其中一个电极。其研究了电塑性(高密度电流引起的金属软化)对6061铝合金和TRIP780钢异种金属连接时的影响。发现辅助电流能够显著减小焊接轴向力,并且当搅拌头转速较低或者搅拌头向铝侧偏移量较小时,这一现象更加明显。微观结构观察显示,在铝/铁界面上金属间化合物薄层的形成和微观上的互锁特点被增强,因而提高了接头质量。

图9 电流辅助搅拌摩擦焊(电阻热和电塑性)[75]Fig.9 Schematic of electric current assisted FSW(Joule heat and electro-plastic effect)
电流辅助搅拌摩擦焊存在的问题是:金属材料的导电性一般都较好,导致电流的热效率非常低,往往需要很大的电压[71]或电流[73]才能产生作用,即使是利用电塑性,所需电流强度仍然非常大(超过500 A[75])。
此外,尽管辅助热源能够促进材料软化,但是也会导致工件材料经历双重的热循环,如果热源参数不当,会导致焊缝热影响区扩大,焊缝金属的强化相长大或溶解,从而降低了接头的力学性能,缩小了可用工艺参数的范围。
3 超声振动辅助搅拌摩擦焊的研究进展
超声振动作为一种机械能,具有频率高、方向性强和能量集中等特点。早在20世纪50年代,人们就发现超声振动能够降低金属材料塑性变形时的屈服应力和流变应力,但是热作用并不明显。Langenecker[79]在研究高纯度铝单晶拉伸时发现,在室温下对铝单晶施加一定能量密度的超声振动,其变形时所需的拉伸应力会显著降低,与加热至一定温度条件下的拉伸应力相当,如图10所示。当超声振动的能量密度达到50 W/cm2时,其所需的拉伸应力几乎下降为0,与加热至600℃的条件相当。而在对不锈钢和铍的测试中发现,如要将拉伸应力降至“零”,所需的超声能量密度约为80~100 W/cm2。类似的现象在锌、镉、铁、钛、钨等金属材料中也存在[76—79]。

图10 单晶铝拉伸应力应变曲线(超声频率20 kHz)[79]Fig.10 Stress vs.elongation for aluminum single crystals(ultrasonic frequency 20 kHz)
将超声振动引入搅拌摩擦焊,利用超声振动降低焊接区材料的屈服应力,提高其塑性流动性,从而降低焊接轴向压力和主轴转矩,减小搅拌头磨损,提高焊接速度,成了最近兴起的复合搅拌摩擦焊技术。目前主要有3种超声振动的施加方式,即从横向施加于搅拌头上、从轴向施加于搅拌头上以及直接施加在工件上。
3.1 超声振动从横向施加于搅拌头
Park等人[80—82]将超声振动从横向施加于搅拌头上,研发了超声辅助搅拌摩擦焊工艺(Ultrasonic assisted FSW,UaFSW),其原理如图11所示。首先超声波发生器将市电转换为超声频的电信号,然后换能器将其转化为超声频的机械振动,再经超声传递装置及振动耦合装置将纵向的超声振动传递至搅拌头。超声传递装置即为通常所说的变幅杆,起到聚焦超声能量、放大振幅的作用。振动耦合装置由两个对称的滚动轴承组成,并通过两根轴紧固在超声传递装置上,随其做同频率同方向的超声振动。滚动轴承的外圈再与搅拌头柱面紧密配合,其在搅拌头旋转的带动下做高速转动。这样,来自换能器的纵向的超声振动就变成搅拌头的横向振动,因此,搅拌头的运动状态即为横向的超声振动叠加在周向的旋转运动上,焊接时再由搅拌头将超声振动传递至待焊工件中。其进行的6061铝合金平板对接和1018钢平板对接工艺试验表明,UaFSW工艺不仅能够降低铝合金焊接阻力,提高焊接接头的力学性能,减小甚至消除焊缝成形缺陷,同时也能够减小钢材搅拌摩擦焊的轴向压力,提高焊接温度。

图11 超声振动从横向施加于搅拌头[82]Fig.11 Schematic of superposing ultrasonic vibration on FSW tool in horizontal direction
Rostamiyan等人[83]研究了6061铝合金超声振动辅助搅拌摩擦焊点焊(UaFSSW),其原理与UaFSW类似。研究结果表明超声振动能够显著提高搭接接头的抗剪切强度和显微硬度。Ahmadnia等人[84]研究了UaFSW工艺参数对6061铝合金焊接接头的力学性能和摩擦特性的影响。其优化了超声功率、搅拌头转速、焊接速度和轴向压力以获得最优的接头抗拉强度和焊缝成形性,以及最小的表面粗糙度和滑动磨损率。结果表明超声功率对焊接接头的力学性能和摩擦特性都有非常重大且积极的影响。
应当指出,这种从横向施加超声振动的方式得到的振动效果一般,超声振动的能量在传递至待焊工件的过程中损失(包括超声传递装置自耗、耦合损失和搅拌头自耗等)较大,能量利用率较低。超声传递装置和振动耦合装置的设计也相对复杂,加工难度较大。
3.2 超声振动从轴向施加于搅拌头
贺地求等人[85—89]提出了超声搅拌复合摩擦焊方法(Ultrasound Stir Compound Welding)。其原理如图12所示,将搅拌针与超声的换能器变幅杆集成为一体,这样搅拌针上会叠加轴向的超声振动,再以正常的搅拌摩擦焊程序进行焊接,从而将超声振动的能量导入到焊缝深层。超声振动能量的导入能够降低焊接流变的抵抗力,减小焊后残余应力,改善了焊缝组织,提高了焊缝强度,同时超声的加入还可以起到细化晶粒,改善金属宏观和微观偏析的效果[85]。Amini等人[90]采用了类似的原理设计了一体化的超声变幅杆和搅拌头,并进行了6061-T6铝合金的焊接工艺试验研究,结果表明超声振动降低了焊接载荷,提高了焊接温度。

图12 超声振动从轴向施加于搅拌头[85]Fig.12 Schematic of superposing ultrasonic vibration on FSW tool in axial direction
这种设计方法的优点是能够保证超声作用的部位位于搅拌区,超声能量能够作用于焊缝深层。但是在这种设计中,焊接时很大的轴向压力会对搅拌针的超声振动产生不利影响,这将影响超声的实际作用效果,目前相关的报道中仅限于薄板焊接[85—90]。在将搅拌针和超声的换能器变幅杆连为一体时,需要采用相对复杂的安装机构,对搅拌摩擦焊机改动较大;因为其搅拌头的设计与常规不同,因而该系统所用搅拌头与通用的搅拌头不具有互换性。为了使超声振动系统工作在谐振频率上,需要针对不同厚度的工件制作不同的搅拌头以及与搅拌头相匹配的超声振动系统,增加了工艺的复杂性。
3.3 超声振动直接施加在工件上
武传松等人[91—92]提出了直接将超声振动通过工具头施加在搅拌头前方的待焊工件上的工艺方法,并称之为超声振动强化搅拌摩擦焊(Ultrosonic vibration enhanced FSW,UVeFSW),其原理如图13所示。超声波发生器传输的电信号依次经过换能器、变幅杆和工具头,转变成超声频的机械振动,直接作用在搅拌头前方的待焊区域。

图13 超声振动强化搅拌摩擦焊原理[92]Fig.13 Schematic of UVeFSW
Liu等人[93—96]开展了 6061 和 2024 铝合金的超声振动强化搅拌摩擦焊工艺试验,发现施加超声能够改善焊缝表面成形效果,增大焊缝截面积,减小甚至消除焊缝内部缺陷,优化接头微观组织结构,提高接头力学性能和焊接速度。
在此基础上,Liu等人[97—98]进一步开展了超声振动强化搅拌摩擦焊的材料流动试验。其将1060纯铝箔以不同的配置方式夹在基体材料之间,通过搅拌头“急停”技术和焊缝“切片”技术以及特殊设计的焊接行程来观察搅拌头周围材料的瞬态和准稳态流动。研究结果表明,超声振动的施加能够显著增加搅拌针周围变形材料的体积,提高搅拌区材料的流动速度以及应变和应变速率。
目前该技术正处在积极的研究中,存在的主要问题是如何进一步优化超声振动系统参数,争取更加显著的工艺效果;以及超声工具头作为一个消耗品,如何有效地保证其使用寿命。
4 结论与展望
搅拌摩擦焊技术因其相较于传统熔焊方法的独特优势,越来越多地受到人们的青睐。相信在倡导低碳经济的今天,搅拌摩擦焊技术一定会得到大力的发展。通过综述搅拌摩擦焊接技术的发展现状和能量辅助搅拌摩擦焊的研究进展,可以得到以下结论。
1)搅拌摩擦焊逐渐由最初的单一技术发展为全方位、多元化、综合性的焊接加工技术,为实际应用提供了更多选择,成为材料成形领域不可或缺的一分子。
2)能量辅助搅拌摩擦焊技术作为对常规搅拌摩擦焊技术的延伸和补充,有效地拓宽了搅拌摩擦焊技术的应用领域。
3)热能辅助搅拌摩擦焊受制于辅助热源的特性,其进一步发展将依赖于新的热源形式或者热源施加方式。
4)与热能辅助搅拌摩擦焊相比,机械能(超声)辅助使搅拌摩擦焊能够避免双重热循环对焊接接头带来的不利影响,具有广阔的发展前景。
[1]THOMAS W M,NICHOLAS E D,NEEDHAM J C,et al.Great Britain Patent Application No.9125978.8[P].1991-12.
[2]THOMAS W M,NICHOLAS E D.Friction Stir Welding for the Transportation Industries[J].Materials & Design,1997,18(4):269—273.
[3]柯黎明,邢丽.搅拌摩擦焊工艺及其应用[J].焊接技术,2000,29(2):7—8.KE Li-ming,XING Li.Friction Stir Welding Process and Application[J].Welding Technology,2000,29(2):7—8.
[4]张华,林三宝,吴林,等.搅拌摩擦焊研究进展及前景展望[J].焊接学报,2003,24(3):91—96.ZHANG Hua,LIN San-bao,WU Lin,et al.Current Progress and Prospect of Friction Stir Welding[J].Transactions of the China Welding Institution,2003,24(3):91—96.
[5]MISHRA R S,MA Z Y.Friction Stir Welding and Processing[J].Materials Science and Engineering:R:Reports,2005,50(1):1—78.
[6]THREADGILL P L,LEONARD A J,SHERCLIFF H R,et al.Friction Stir Welding of Aluminum Alloys[J].International Materials Reviews,2009,54(2):49—93.
[7]JOHNSON R.Friction Stir Welding of Magnesium Alloys[C].Materials Science Forum,2003,419:365—370.
[8]EDWARDS P D,RAMULU M.Investigation of Microstructure,Surface and Subsurface Characteristics in Titanium Alloy Friction Stir Welds of Varied Thicknesses[J].Science and Technology of Welding & Joining,2009,14(5):476—483.
[9]MAHONEY M,NELSON T W,SORENSON C,et al.Friction Stir Welding of Ferrous Alloys:Current Status[C].Materials Science Forum,2010,638:41—46.
[10]SORENSEN C D,NELSON T W.Friction Stir Welding of Ferrous and Nickel Alloys[J].Friction Stir Welding and Processing,2007:111—121.
[11]FUJII H,CUI L,TSUJI N,et al.Friction Stir Welding of Carbon Steels[J].Materials Science and Engineering:A,2006,429(1):50—57.
[12]YE F,FUJII H,TSUMURA T,et al.Friction Stir Welding of Inconel Alloy 600[J].Journal of Materials Science,2006,41(16):5376—5379.
[13]NaNDAN R,DEBROY T,BHADESHIA H K D H.Recent Advances in Friction Stir Welding-process,Weldment Structure and Properties[J].Progress in Materials Science,2008,53:980—1023.
[14]CHEN C,KOVACEVIC R.Thermomechanical Modeling and Force Analysis of Friction Stir Welding by the Finite Element Method[J].Journal of Mechanical Engineering Science,2006,218(5):509—519.
[15]ZIMMER S,LANGLOIS L,LAYE J.Experimental Investigation of the Influence of the FSW Plunge Processing Parameters on the Maximum Generated force and torque[J].International Journal of Advanced Manufacturing Technology,2009,47(1—4):201—215.
[16]RAI R,DE A,BHADESHIA H K D H,et al.Review:Friction Stir Welding Tools[J].Science and Technology of Welding and Joining,2011,16:325—342.
[17]BUFFA G,HUA J,SHIVPURI R,et al.Design of the friction Stir Welding Tool Using the Continuum Based FEM Model[J].Materials Science and Engineering:A,2006,419(1):381—388.
[18]PADMANABAN G,BALASUBRAMANIAN V.Selection of FSW Tool Pin Profile,Shoulder Diameter and Material for Joining AZ31B Magnesium Alloy–an Experimental Approach[J].Materials & Design,2009,30(7):2647—2656.
[19]FUJII H,CUI L,MAEDA M,et al.Effect of Tool Shape on Mechanical Properties and Microstructure of Friction Stir Welded Aluminum Alloys[J].Materials Science and Engineering:A,2006,419(1):25—31.
[20]MENDEZ P F,TELLO K E,LIENERT T J.Scaling of coupled Heat Transfer and Plastic Deformation Around the Pin in Friction Stir Welding[J].Acta Materialia,2010,58:6012—6026.
[21]CHO H H,HONG S T,ROH J H,et al.Three-dimensional Numerical and Experimental Investigation on Friction Stir Welding Processes of Ferritic Stainless Steel[J].Acta Materialia,2013,61(7):2649—2661.
[22]SAKANO R,MURAKAMI K,YAMASHITA K,et al.Development of Spot FSW Robot System for Automobile Body Members[C].Third International Symposium on Friction Stir Welding,2001.
[23]SCHILLING C,DOS SANTOS J.Method and device for Joining at Least Two Adjoining Work Pieces by Friction Welding:U.S.Patent 6,722,556[P].2004-04-20.
[24]YANG X W,FU T,LI W Y.Friction Stir Spot Welding:A Review on Joint Macro-and Microstructure,Property,and Process Modelling[J].Advances in Materials Science and Engineering,2014.
[25]乐君浩.铝镁搭接新工艺——摩擦点焊[J].电焊机,2010,40(5):27—31.LE Jun-hao.New Process of Lap Joint Between Aluminium Alloys and Magnesium Alloys:Friction Stir Spot Welding[J].Electric Welding Machine,2010,40(5):27—31.
[26]AMANCIO-FILHO S T,BUENO C,DOS SANTOS J F,et al.On the Feasibility of Friction Spot Joining in Magnesium/fiber-reinforced Polymer Composite Hybrid Structures[J].Materials Science and Engineering:A,2011,528(10):3841—3848.
[27]OLIVEIRA P H F,AMANCIO-FILHO S T,DOS SANTOS J F,et al.Preliminary Study on the Feasibility of Friction Spot Welding in PMMA[J].Materials Letters,2010,64(19):2098—2101.
[28]SUHUDDIN U F H,FISCHER V,DOS SANTOS J F.The Thermal Cycle during the Dissimilar Friction Spot Welding of Aluminum and Magnesium Alloy[J].Scripta Materialia,2013,68(1):87—90.
[29]BADARINARAYAN H,YANG Q,OKAMOTO K.Effect of Weld Orientation on Static Strength and Failure Mode of Friction Stir Stitch Welds in Lap-shear Specimens of Aluminium 6022 ‐ T4 sheets[J].Fatigue & Fracture of Engineering Materials & Structures,2011,34(11):908—920.
[30]BUFFA G,FRATINI L,PIACENTINI M.On the Influence of Tool Path in Friction Stir Spot Welding of Aluminum Alloys[J].Journal of Materials Processing Technology,2008,208(1):309—317.
[31]BAKAVOS D,PRANGNELL P B.Effect of Reduced or Zero Pin Length and Anvil Insulation on Friction Stir Spot Welding Thin Gauge 6111 Automotive Sheet[J].Science and Technology of Welding & Joining,2009,14(5):443—456.
[32]TOZAKI Y,UEMATSU Y,TOKAJI K.A Newly Developed Tool without Probe for Friction Stir spot Welding and Its Performance[J].Journal of Materials Processing Technology,2010,210(6):844—851.
[33]KLOBˇCAR D,TUŠEK J,SMOLEJ A,et al.Parametric Study of FSSW of Aluminum Alloy 5754 Using a Pinless Tool[J].Welding in the World,2013:1—13.
[34]LI W,LI J,ZHANG Z,et al.Improving Mechanical Properties of Pinless Friction Stir Spot Welded Joints by Eliminating Hook Defect[J].Materials & Design,2014,62:247—254.
[35]LI W,LI J,ZHANG Z,et al.Pinless Friction Stir Welding of AA2024-T3 Joint and Its Failure Modes[J].Transactions of Tianjin University,2014,20:439—443.
[36]THOMAS W M,WIESNER C S,MARKS D J,et al.Conventional and Bobbin Friction Stir Welding of 12%Chromium Alloy Steel Using Composite Refractory Tool Materials[J].Science and Technology of Welding & Joining,2009,14(3):247—253.
[37]LI W Y,FU T,HÜTSCH L,et al.Effects of Tool Rotational and Welding Speed on Microstructure and Mechanical Properties of Bobbin-tool Friction-stir Welded Mg AZ31[J].Materials & Design,2014,64:714—720.
[38]ZHANG H,WANG M,ZHANG X,et al.Microstructure Characteristics and Mechanical Properties of Bobbin Tool Friction Stir Welded 2A14-T6 Aluminum Alloy[J].Materials & Design,2015,65:559—566.
[39]刘会杰,李金全,段卫军.静止轴肩搅拌摩擦焊的研究进展[J].焊接学报,2012,33(5):108—112.LIU Hui-jie,LI Jin-quan,DUAN Wei-jun.Progress in Stationary Shoulder Friction Stir Welding[J].Transactions of the China Welding Institution,2012,33:108—112.
[40]刘会杰,张超群,李金全,等.一种搅拌针与轴肩逆向旋转的搅拌摩擦焊接方法:中国,ZL201010258757.2[P].2012-07-25.LIU Hui-jie,ZHANG Chao-qun,LI Jin-quan,et al.Method of Reverse Rotation Friction Stir Welding:China Patent ZL201010258757.2[P].2012-07-25.
[41]刘会杰,张超群,李金全,等.一种搅拌针与轴肩差速旋转的搅拌摩擦焊接方法:中国,ZL201010258759.1[P].2012-06-06.LIU Hui-jie,ZHANG Chao-qun,LI Jin-quan,et al.Method of dual-rotation friction stir welding:China Patent ZL201010258759.1[P].2012-06-06.
[42]李金全.2219铝合金差速搅拌摩擦焊接特征及接头组织性能研究[D].哈尔滨:哈尔滨工业大学,2013.LI Jin-quan.Research on Characteristics of Dual-rotation Friction Stir Welding and Joint Microstructures/properties of 2219 Aluminum Alloy[D].Harbin:Harbin Institute of Technology,2013.
[43]AHMED M M Z,WYNNE B P,RAINFORTH W M,et al.Through-thickness Crystallographic Texture of Stationary Shoulder Friction Stir Welded Aluminium[J].Scripta Materialia,2011,64(1):45—48.
[44]DAVIES P S,WYNNE B P,RAINFORTH W M,et al.Development of Microstructure and Crystallographic Texture during Stationary Shoulder Friction Stir Welding of Ti-6Al-4V[J].Metallurgical and Materials Transactions A,2011,42(8):2278—2289.
[45]LI Jin-quan,LIU Hui-jie.Effects of Tool Rotation Speed on Microstructures and Mechanical Properties of AA2219-T6 Welded by the External Non-rotational Shoulder Assisted Friction Stir Welding[J].Materials & Design,2013,43:299—306.
[46]LI Jin-quan,LIU Hui-jie.Design of Tool System for the External Nonrotational Shoulder Assisted Friction Stir Welding and Its Experimental Validations on 2219-T6 Aluminum Alloy[J].The International Journal of Advanced Manufacturing Technology,2013,66(5—8):623—634.
[47]MARTIN J P,STANHOPE C,GASCOYNE S.Novel Techniques for Corner Joints Using Friction Stir Welding[J].Friction Stir Welding and Processing VI,2011:177—186.
[48]WIDENER C A,TALIA J E,TWEEDY B M,et al.High-rotational Speed Friction Stir Welding with a Fixed Shoulder[C].Proceedings of the 6th International Symposium on Friction Stir Welding,Montreal,Canada,2006.
[49]CRAWFORD R,BLOODWORTH T,COOK G E,et al.High Speed Friction Stir Welding Process Modeling[C].Proceedings of the 6th International Symposium on Friction Stir Welding,Montreal,2006.
[50]LI Jin-quan,LIU Hui-jie.Characteristics of the Reverse Dual-rotation Friction Stir Welding Conducted on 2219-T6 A-luminum Alloy[J].Materials & Design,2013,45:148—154.
[51]LI Jin-quan,LIU Hui-jie.Effects of Welding Speed on Microstructures and Mechanical Properties of AA2219-T6 Welded by the Reverse Dual-Rotation friction Stir Welding[J].The International Journal of Advanced Manufacturing Technology,2013,68(9/12):2071—2083.
[52]SHI L,WU Chuan-song,LIU Hui-jie.The Effect of the Welding Parameters and Tool Size on the Thermal Process and Tool Torque in Reverse Dual-rotation Friction Stir Welding[J].International Journal of Machine Tools and Manufacture,2015.
[53]KOHN G,GREENBERG Y,MAKOVER I,et al.Laser-assisted Friction Stir Welding[J].Welding Journal,2002,81(2):46—46.
[54]ZAEH M F,GEBHARD P,HUBER S,et al.Bifocal Hybrid Laser Beam Welding and Friction Stir Welding of Aluminium Extrusion Components[J].Advanced Materials Research,2008,43:69—80.
[55]CASALINO G,CAMPANELLI S,LUDOVICO A D,et al.Study of a Fiber Laser Assisted Friction Stir Welding Process[C].SPIE LASE.International Society for Optics and Photonics,2012,823913-1—823913-7.
[56]SUN Y F,KONISHI Y,KAMAI M,et al.Microstructure and Mechanical Properties of S45C Steel Prepared by Laser-assisted Friction Stir Welding[J].Materials & Design,2013,47:842—849.
[57]MERKLEIN M,GIERA A.Laser assisted Friction Stir Welding of drawable steel-aluminium tailored hybrids[J].International Journal of Material Forming,2008,1(1):1299—1302.
[58]CHANG W S,RAJESH S R,CHUN C K,et al.Microstructure and Mechanical Properties of Hybrid Laser-Friction Stir Welding between AA6061-T6 Al Alloy and AZ31 Mg Alloy[J].Journal of Materials Science & Technology,2011,27(3):199—204.
[59]LIU Hui-jie,GUO N,FENG J C.Friction Stir Welding Assisted by Micro-plasma Arc[C].Proceedings of the 6th International Symposium on Friction Stir Welding,Montreal,2006.
[60]郭宁.2219-T6铝合金搅拌摩擦焊接及其等离子弧复合技术[D].哈尔滨:哈尔哈尔滨工业大学,2006.GUO Ning.Friction Stir Welding and Its Plasma Arc Hybrid Technology of 2219-T6 Aluminium Alloy[D].Harbin:Harbin Institute of Technology,2006.
[61]YADUWANSHI D K,BAG S,PAL S.Effect of Preheating in Hybrid Friction Stir Welding of Aluminum Alloy[J].Journal of Materials Engineering and Performance,2014,23(10):3794—3803.
[62]BANG H S,BANG H S,JEON G H,et al.Gas Tungsten Arc Welding Assisted Hybrid Friction Stir Welding of Dissimilar Materials Al6061-T6 Aluminum Alloy and STS304 Stainless Steel[J].Materials & Design,2012,37:48—55.
[63]BANG H S,BANG H S,SONG H J,et al.Joint Properties of Dissimilar Al6061-T6 Aluminum Alloy/Ti-6% Al-4%V Titanium Alloy by Gas Tungsten Arc Welding Assisted Hybrid Friction Stir Welding[J].Materials & Design,2013,51:544—551.
[64]MIDLING O,KLUKEN A.Modified Friction Stir Welding:WIPO Patent 1999039861[P].1999-08-13.
[65]申志康.钢的复合搅拌摩擦焊技术[D].兰州:兰州理工大学,2011.SHEN Zhi-kang.Hybrid Friction Stir Welding Technology for Steel[D].Lanzhou:Lanzhou University of Technology,2011.
[66]ÁLVAREZ A I,GARCÍA M,PENA G,et al.Evaluation of an Induction-assisted Friction Stir Welding Technique for Super Duplex Stainless Steels[J].Surface and Interface A-nalysis,2014,46(10/11):892—896.
[67]SUN Y F,SHEN J M,MORISADA Y,et al.Spot Friction Stir Welding of Low Carbon Steel Plates Preheated by High Frequency Induction[J].Materials & Design,2014,54:450—457.
[68]罗键,王颖.导电-搅拌摩擦复合热源焊接方法及设备:中国,ZL200710092974.7[P].2008-12-17.LUO Jian,WANG Ying.Method and Device for Electric Hybrid Friction Stir Welding:China Patent ZL200710092974.7[P].2008-12-17.
[69]LUO J,WANG X J,WANG J X.New Technological Meth-ods and Designs of Stir Head in Resistance Friction Stir Welding[J].Science and Technology of Welding & Joining,2009,14(7):650—654.
[70]LUO J,LI F,CHEN W.Experimental Researches on Resistance Heat Aided Friction Stir Welding of Mg Alloy[J].Quarterly Journal of the Japan Welding Society,2013,31(4):65s—68s.
[71]LUO J,CHEN W,FU G.Hybrid-heat Effects on Electricalcurrent Aided Friction Stir Welding of Steel,and Al and Mg alloys[J].Journal of Materials Processing Technology,2014,214(12):3002—3012.
[72]FERRANDO W A.The Concept of Electrically Assisted Friction Stir Welding(EAFSW)and Application to the Processing of Various Metals[R].Naval Surface Warfare Center Carderock Div Bethesda Md Survivability Structures And Materials Directorate,2008.
[73]SANTOS T G,MIRANDA R M,VILACA P.Friction Stir Welding Assisted by Electrical Joule Effect[J].Journal of Materials Processing Technology,2014,214(10):2127—2133.
[74]SANTOS T G,MIRANDA R M,VILAÇA P.Friction Stir Welding Assisted by Electrical Joule Effect to Overcome Lack of Penetration in Aluminium Alloys[C].Key Engineering Materials,2014,611:763—772.
[75]LIU X,LAN S,NI J.Electrically Assisted Friction Stir Welding for Joining Al 6061 to TRIP 780 Steel[J].Journal of Materials Processing Technology,2015,219:112—123.
[76]BLAHA F,LANGENECKER B.Tensile Deformation of Zinc Crystal underUltrasonic Vibration[J].Naturwissenschaften,1955,42(556).
[77]LANGENECKER B.Work-softening of Metal Crystals by Alternating the Rate of Glide Strain[J].Acta Metallurgica,1961,9(10):937—940.
[78]LANGENECKER B,FOUNTAIN C W,COLBERG S R.Effects of Ultrasound on Deformation Characteristics of Structural Metals,1 July 1963-30 June 1964,Part 5.Discussion[R].Naval Ordnance Test Station China Lake Ca,1965.
[79]LANGENECKER B.Effects of Ultrasound on Deformation Characteristics of Metals[J].IEEE Transactions on Sonics and Ultrasonics,1966:1—8.
[80]PARK K,KIM G Y,NI J.Design and Analysis of Ultrasonic Assisted Friction Stir Welding[C].ASME 2007 International Mechanical Engineering Congress and Exposition.American Society of Mechanical Engineers,2007:731—737.
[81]PARK K,KIM B,NI J.Numerical Simulation of Plunge Force during the Plunge Phase of Friction Stir Welding and Ultrasonic Assisted FSW[C]//ASME 2008 International Mechanical Engineering Congress and Exposition.American Society of Mechanical Engineers,2008:237—242.
[82]PARK K.Development and Analysis of Ultrasonic Assisted Friction Stir Welding Process[D].The University of Michigan,2009.
[83]ROSTAMIYAN Y,SEIDANLOO A,SOHRABPOOR H,et al.Experimental Studies on Ultrasonically Assisted Friction Stir Spot Welding of AA6061[J].Archives of Civil and Mechanical Engineering,2014,15(2):335—346.
[84]AHMADNIA M,SEIDANLOO A,TEIMOURI R,et al.Determining Influence ofUltrasonic-assisted Friction Stir Welding Parameters on Mechanical and Tribological Properties of AA6061 Joints[J].The International Journal of Advanced Manufacturing Technology,2015:1—16.
[85]贺地求,李剑,李东辉,等.铝合金超声搅拌复合焊接[J].焊接学报,2011,32(12):70—72.HE Di-qiu,LI Jian,LI Dong-hui,et al.Study on Ultrasonic Stir Hybrid Welding of Aluminum Alloy[J].Transactions of the China Welding Institution,2011,32(12):70—72.
[86]贺地求,梁建章.超声搅拌焊接方法及其装置:中国,ZL200610004059.3[P].2006-09-27.HE Di-qiu,LIANG J Z.Method and Device for Ultrasonic Stir Hybrid Welding:China Patent,ZL200610004059.3[P].2006-09-27.
[87]马慧坤,贺地求,刘金书.超声对不同铝合金搅拌摩擦焊接头性能的影响[J].焊接学报,2012,33(1):6—9.MA Hui-kun,HE Di-qiu,LIU Jin-shu.Effects of Ultrasonic on Properties of Joints Welded by Friction stir welding process[J].Transactions of the China Welding Institution,2012,33(1):6—9.
[88]马慧坤,贺地求,刘金书.LF21超声搅拌摩擦焊接头组织及性能分析[J].焊接学报,2012,33(9):21—23.MA Hui-kun,HE Di-qiu,LIU Jin-shu.Ultrasonic Friction Stir Welding of LF21 Aluminum Alloy[J].Transactions of the China Welding Institution,2012,33(9):21—23.
[89]贺地求,彭建红,杨坤玉,等.航空铝合金超声搅拌复合焊工艺及机理[J].中国有色金属学报,2012,22(10):2743—2748.HE Di-qiu,PENG Jian-hong,YANG Kun-yu,et al.Technology and Mechanism of Ultrasonic Stir Compound Welding of Aeronautical Aluminum Alloy[J].The Chinese Journal of Nonferrous Metals,2012,22(10):2743—2748.
[90]AMINI S,AMIRI M R.Study of Ultrasonic Vibrations'Effect on Friction Stir Welding[J].The International Journal of Advanced Manufacturing Technology,2014,73(1—4):127—135.
[91]武传松,刘小超.超声振动辅助搅拌摩擦焊的研究进展[J].焊接,2013(4):3—8.WU Chuan-song,LIU Xiao-chao.Progress of Ultrasonic Vibration Assisted Friction Stir Welding[J].Welding & Jioin-ing,2013(4):3—8.
[92]武传松,刘小超,张皓庭.超声振动辅助搅拌摩擦焊工艺及装置:中国,ZL2012102441758[P].2012-10-24.WU Chuan-song,LIU Xiao-chao,ZHANG Hao-ting.Method and Device of Ultrasonic Vibration Assisted Friction Stir Welding:China Patent,ZL2012102441758 [P].2012-10-24.
[93]LIU Xiao-chao,WU Chuan-song,ZHANG Hao-ting,et al.Effect of Ultrasonic Vibration on the Friction Stir Weld Quality of Aluminum Alloy[J].China Welding,2013(3):12—17.
[94]LIU Xiao-chao,WU Chuan-song,Rethmeier M,et al.Mechanical Properties of 2024-T4 Aluminium Alloy Joints in Ultrasonic Vibration Enhanced Friction Stir Welding[J].China Welding,2013,22(4).
[95]刘小超,武传松.超声振动对6061-T4铝合金搅拌摩擦焊接头组织和性能的影响[J].焊接学报,2014,35(1):49—53.LIU Xiao-chao,WU Chuan-song.Effect of Ultrasonic Vibration on Microstructure and Mechanical Properties of Friction Stir Welded Joint of 6061-T4 Aluminum Alloy[J].Transactions of the China Welding Institution,2014,35(1):49—53.
[96]LIU Xiao-chao,WU Chuan-song,PADHY G K.Improved Weld Macrosection,Microstructure and Mechanical Properties of 2024Al-T4 Butt Joints in Ultrasonic Vibration Enhanced Friction Stir Welding[J].Science and Technology of Welding and Joining,2015,20(4):345—352.
[97]LIU Xiao-chao,WU Chuan-song.Material Flow in Ultrasonic Vibration Enhanced Friction Stir Welding[J].Journal of Materials Processing Technology,2015,225:32—44.
[98]LIU Xiao-chao,WU Chuan-song,PADHY G K.Characterization of Plastic Deformation and Material Flow in Ultrasonic Vibration Enhanced Friction Stir Welding[J].Scripta Materialia,2015,102:95—98.
