成品油铁路罐车交接计量中差量及差量允差的控制
2015-09-26大庆油田工程有限公司
夏 伟 大庆油田工程有限公司
成品油铁路罐车交接计量中差量及差量允差的控制
夏伟
大庆油田工程有限公司
对成品油铁路罐车交接计量差量的控制,其本质就是在交接计量操作过程中对计量器具、计量方法、计量程序等在技术操作和技术管理层面上的质量控制,以减少成品油铁路罐车交接计量过程中买卖双方的计量纠纷,从而保证交接计量公平、公正、准确。铁路罐车交接计量操作过程一般分为液位检尺测量、温度测量、取样、密度测量、监督比对测量,以及差量、差量允差、交接量的计算等,装车发货交接计量以卖方计量为主,买方(承运方)监督计量为辅的原则进行。装载油品的铁路罐车经长途运输到达目的地后还有收货卸车计量过程,这两个过程形成了装车发货交接计量差量和卸车收货计量差量,且这组差量及差量允差的大小对铁路罐车交接计量的质量控制意义重大。因此,在研究交接计量差量的控制手段时,应从交接计量的过程及比对测量的复现性限着手,减小计量差量及差量允差。
铁路罐车;交接计量;差量;差量允差;复现性限
1 交接计量的过程
以铁路罐车计量数为准的交接计量过程一般分为液位检尺测量、温度测量、取样、密度测量、监督比对测量,差量、差量允差及交接量的计算等。
装车发货交接计量差量,是一个批次的油品在出库交接界面上形成的差量,差量主要是卖方计量数据和买方(承运方)监督比对测量数据的差异而形成的。
卸车收货计量差量,是油品经过铁路罐车的长途运输,同一个批次油品到达油库后承运方(买方)现场计量的数据与卖方发货计量时的数据的差异形成的,一般情况下,这个过程属于内部计量管理过程的一部分。
2 造成计量差量的主要因素
计量差量在复现性测量条件下,用具有相同准确度等级的同种测量仪器,对同一计量对象进行多次计量操作,任意两次测量结果的差就是计量差量。计量差量允差就是计量差量的限差,由误差理论可知,计量差量的限差应与在比对测量过程中的测量的复现性限具有相同的特性。因此,在研究交接计量差量的控制手段时,从交接计量的过程及比对测量的复现性限着手,减小计量差量,将是提高交接计量技术和管理水平的重要环节。
铁路罐车交接计量差量的主要因素有:交接计量操作时产生的误差;计量器具的误差;计量员专业技术不熟练等。
由铁路罐车交接计量的过程可知,在交接过程中作为计量器具的铁路罐车本身没有物理变化(因为计量器具没改变,即使其检定结果误差较大、容积表号错误、车身整体形变等都不会明显影响在整个交接过程中比对测量的结果),所承装的油品在运输途中除了正常的损耗,其数量和品质没有变化,只是时间和空间地理位置发生了变化,但在交接过程中,交接双方的计量操作人员及所使用的计量器具发生了变化,这是铁路罐车交接计量差量的根源所在。
3 对交接计量差量的质量控制
3.1按技术标准要求进行计量操作
3.1.1液位测量的控制要点
(1)量油尺的准确度等级应为Ⅱ级,要有修正值表。
(2)在液位测量过程中必须要注意油品的稳定时间,不足的稳定时间是造成计量差量的主要原因,正常的情况下成品油铁路罐车的稳油时间不应小于15 min。表1、表2是现场试验数据对比。
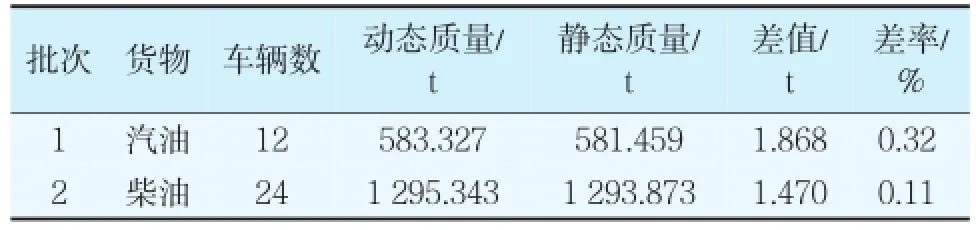
表1 装车后即检尺及达到稳定时间检尺计量数据对比
(3)试油膏、试水膏使用前应做实验室检验性试验,保证其性能符合技术要求,试油膏涂在量油尺上,浸没在汽油中20 s不脱落且痕迹明显,在油和空气之间停留2 s,其示值变化不大于0.5 mm。

表2 稳定时间较短检尺及达到稳定时间检尺计量数据对比
3.1.2温度测量的控制要点
(1)注意温度的分层问题,特别是经过太阳直射曝晒的油罐,根据有关资料数据显示,上、中、下三点的温度差别较大,在这种情况下建议增加温度测量点。
(2)温度测量时间不足影响也很大,采用电子数显温度仪表,当测温探头到达测温点后,温度的变化稳定在0.1℃达到30 s时就可以认为温度计与周围的液体达到了平衡,即可读数。
(3)采用测温盒(杯盒温度计、充溢盒温度计)测温时,当测温盒到指定位置后,杯盒温度计、充溢盒温度计运动的浸没时间至少5min和2min,静止浸没时间不少于15 min。
3.1.3密度测量的控制要点
实验室测定密度时,测定温度与油罐实际温度应在±3℃范围内,因为油品密度测量试验温度接近计量温度时可减小VCF的误差。
3.1.4取样的控制要点
当从同一批次不同的车上取样后,测得的样品密度相差较大时,应加密测取同一批次铁路油罐车的样品。判断原则应按任意两个样品密度差值不大于0.001 2 g/cm3为准。
3.2完善比对测量过程
国家计量规范的定义为:“在规定的条件下,对相同准确度等级或指定不确定度范围的同种测量仪器的复现的量值之间的比较过程”,也就是说,比对是在复现性测量条件下,用两个或多个实验室的计量标准对同一计量对象测量,其结果比较的过程。因此,在计量交接过程中比对应注意以下几个方面。
(1)使用同一种准确度等级的计量器具。在用铁路罐车发油、收油的环节上,买方(监督方、承运方)在选用比对测量计量器具时,应先与卖方(发货方)事先沟通,了解对方使用的计量器具的准确度等级是否有合格的检定证书、计量器具检定单位(为了了解量值传递或溯源)等信息,接收方选用的计量器具的准确度等级和技术条件应与发货方的保持一致,避免由于计量器具准确度的不同带来测量结果的差异。如测量密度时不要即用SY-02型又用SY-05型密度计,交接计量频繁的供需双方在计量器具进行周期检定时,最好将主要计量器具送到同一家检定机构检定。
(2)供需双方开展实验室之间的比对。交接计量频繁的供需方应开展彼此间的实验室比对,通过比对能够考察各个实验室之间的测量量值的一致程度和计量器具的可靠程度,便于技术交流,及时发现问题、解决问题。
(3)开展计量器具的期间核查。交接双方应加强计量器具的期间核查,以保证计量器具的计量性能达到完好的稳定状态,通过研究计量器具计量性能的变化状态,已达到控制计量质量的目的。
3.3可具量化的差量、差量允差分析
3.3.1计量差量允差的确定
在JJF 1014罐内液体石油产品计量技术规范中,铁路罐车计量结果的不确定度U=0.7%,其主要不确定度影响分量是:①铁路罐车检定结果的不确定度U1,U1=0.4%;②罐车容积表使用不当引起的不确定度U2,U2=0.4%;③罐车检定滞后引起的计量不确定度U3,U3=0.15%;④罐体装油后横向弹性形变的不确定度U4,U4=0.215%;⑤液位检尺及液面稳定不足引起的液高测量不准确的不确定度U5,U5=0.09%;⑥罐内油品温度测量的不确定度U6,U6=0.11%;⑦油品密度测量的不确定度U7,U7=0.17%;⑧罐体温度修正的不确定度U8,U8=0.21%。
在这些误差中,有些误差在复现性测量条件下的比对测量过程中可以认为是系统性的误差,可认为这种误差在交接计量过程其大小和方向是不变的,这样就可以在计算差量允差限的过程中不予考虑。例如:铁路罐车检定结果的不确定度0.4%;罐体装油后横向弹性形变误差0.215%(资料数据);罐车检定滞后引起的误差;罐车容积表使用不当引起的误差等。
由误差传播定律可知,铁路罐车交接计量的不确定度为

除去系统性误差项,可以计算出其他的随机误差项对计量结果的影响。不确定度为

测量结果的标准偏差S=0.11%。
则两次比对测量结果的复现性限(差量允差) Rrel=0.30%。
此结果可用于铁路罐车的同一批次油品间的计量差量的比较,也可以用于同一品种单车计量差量的比较,不适合于不同批次或不同单车间的计量差量的比较。
3.3.2评价比对结果
铁路罐车交接计量过程中,参加比对的计量量包括:供方装车量A,需方(承运方)监督、比对量B,运输损耗量C,需方(承运方)卸车量D。则有:装车差量(1)=B-A;卸车差量(2)=(C+D)-A;装车差量允差率(1):Δ1=;卸车差量允差率(2):
铁路罐车装车损耗发生在装车计量操作之前,卸车损耗发生在卸车计量之后,以铁路罐车为计量器具的交接计量其损耗主要发生在运输途中,属运输损耗。
损耗处理上应遵循供方承担装车损耗、需方承担运输定额损耗、责任方承担超耗的原则。
表3、表4是按照计量交接差量控制方法在现场测得的数据,由数据可以看出测量结果较满意。

表3 罐车装油后复现性计量数据比对

表4 罐车卸油前复现性计量数据比对
4 结语
对成品油铁路罐车交接计量差量等的控制就是在交接计量操作过程中对计量器具、计量方法、计量程序等在技术操作和技术管理层面上的质量控制,这种控制是建立在整个交接计量这个大的平台上的,是总体协调、科学管理、共同执行的过程,其量化的差量及差量允差也保证了在交接计量过程中每个成员都应科学认识技术规范、执行技术规范、遵守技术规范,以保证交接计量公平、公正、准确。
(0459)5902569、xiawei@petrochina.com.cn
(栏目主持焦晓梅)
10.3969/j.issn.1006-6896.2015.7.032
夏伟,工程师,1986年毕业于黑龙江省工程学院工程测量专业,现就职于大庆油田工程有限公司。
2015-03-18
