P507—盐酸—煤油萃取体系中去除氯化镨钕溶液中铝的工艺研究
2015-09-25桑晓云王英杰卢国贞等
桑晓云 王英杰 卢国贞等

摘 要:采用 P507—煤油—RECl3—HCl的萃取体系,通过模拟在LaCe/PrNd萃取分离生产线反萃段采用分步反萃法,首先将80%~90%的负载镨钕有机相反萃,得到的氯化镨钕中的铝含量合格,即Al2O3/REO小于0.05%;其余10%~20%的负载镨钕有机相再进行二次反萃,得到不合格的(即铝含量高)的反萃液,反萃液经过草沉除铝后,得到合格产品。该工艺很好地在P507—煤油—RECl3—HCl的萃取体系通过控制反萃率,实现镨钕与铝的分离,是一种全新的除铝方法。
关键词:萃取 P507 盐酸 反萃 除铝
中图分类号:TF84 文献标识码:A 文章编号:1674-098X(2015)07(b)-0081-02
包头白云鄂博矿是稀土、铁、铌、钍等多金属复杂共生矿,稀土矿物主要以氟碳铈矿和独居石为主(比例约为3∶1~4∶1),属于典型的混合型轻稀土矿。在稀土共生矿中一种典型矿样的Al2O3含量为2.68%,足见含量之高。在P507—煤油—盐酸萃取体系分离LaCe/PrNd稀土原料时,由于铝离子在该工艺条件下属于易萃元素,会在反萃段PrNd液出口积累富集,这就造成了镨钕溶液中铝离子偏高的问题。目前稀土分离企业常用的稀土与铝的分离方法有化学沉淀法、离心法、萃取法等。每种方法均在料液产出后除铝,生产步骤复杂且产出的镨钕料液需进行后续单独除铝,不仅浪费了大量除铝试剂,增加了生产成本和生产环节,在后续除铝工序中由于收率的管控,损失了一部分镨钕料液,同时产出的废水比较难治理。该工艺为了克服当前除铝方法的不足,在LaCe/PrNd萃取反萃段采用分步反萃法,实现镨钕与铝的分离。它大大降低了除铝的后处理量,不仅节省了大量除铝试剂,减少了人工和生产环节,提高了生产效率,而且降低了生产成本,是一种全新的除铝方法。本工艺的理念已经经过生产小试及扩试,即将用于工厂的生产。
1 试验
1.1 试验所用的主要原辅材料
1.1.1 原料
配制原料化学成分如表1所示。
1.1.2 主要化工辅料
实验所需主要化工辅料如表2所示。
1.1.3 分析检测
电感耦合等离子体质谱仪、稀土浓度的化学分析方法。
1.1.4 实验设备
250 mL梨形分液漏斗、烧杯、温度计、WH8401-90型多功能搅拌器、KS康氏振荡器
1.2 实验方法
(1)P507与煤油混合,配成浓度为1.5±0.1 mol/l的有机相。
(2)将调配好的有机相用5.0 mol/l氢氧化钠进行皂化,皂化度0.50±0.02 mol/l,排出废水。
(3)配制镨钕料液为浓度1.50~1.71 mol/l,Al2O3含量在0.015~0.04 mol/l。
(4)P507有机相萃取镨钕料液制得负载稀土与铝的有机相。
(5)用纯水及分析纯盐酸配制5.0 mol/l,HCl溶液,备用。
(6)依负载量用5.0 mol/l的盐酸进行分步反萃,负载镨钕有机相经一次反萃,且反萃率为80%~90%,此反萃液为合格产品,Al2O3/REO小于0.05%。
(7)将上述负载铝和10%~20%镨钕的有机相进行二次反萃,利用5级串级反萃,反液盐酸的酸度为5.0 mol/L,将铝与镨钕反萃下来。
(8)二次反萃液用草酸盐进行沉淀,回收草酸镨钕除去杂质铝。
2 结果与讨论
2.1 在反萃过程中镨钕较铝优先反萃取的机理分析
分离系数是用来表示两种组分彼此分离的难易程度,以及组分自水相转入有机相难易程度的差别,β值越大,两组份分离的越完全,分离效果越好。P507萃取稀土元素的特点为正序萃取,P507萃取稀土元素有较高的分离系数,镧系15个元素的平均分离系数β=3.04,其中在P507—盐酸—煤油体系Ce/Pr的分离系数β为1.8~2.2,Al/PrNd的分离系数β为20~25。由此可得在反萃过程中镨钕较铝优先反萃取。
2.2 反萃率的选择
反萃率的选择是本工艺的关键条件之一,选择依据:
反萃率的选择要保证以产量最大化为前提,因为本工艺运用了分步反萃的原理,所以,要保证第一步产品——合格的镨钕反萃液的产量最大,同时,保证第二步镨钕二次反萃液的产量较小,这样高铝的镨钕二次反萃液处理量就会减少。
反萃率的选择还要保证尽可能多的镨钕被反萃下来,而大量的铝留在有机相中。
二次反萃后,反萃液中镨钕氧化物的Al2O3/REO含量远远高于0.05%,为不合格产品,需要进一步进行草沉,实现镨钕与铝离子的分离。
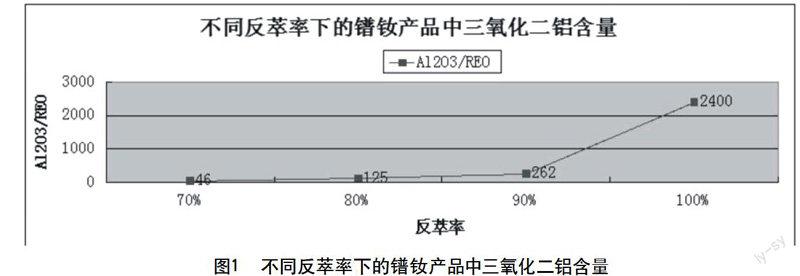
通过图1可以看出,一定酸度下,采用不同体积的HCl溶液进行反萃,在保证镨钕反萃液中Al2O3/REO小于0.05%的同时,兼顾镨钕反萃液出口浓度达到下道工序要求。当100%反萃时,镨钕反萃液中Al2O3/REO最小为0.24%,远大于0.05%。因此,反萃率80%~90%为最佳反萃率。
2.3 反酸酸度的选择
反酸酸度的选择同样是本文的关键条件之一,选择依据:
反酸酸度决定反萃液稀土浓度,若要反萃的稀土溶液达到下道工序要求的浓度,反酸的酸度就不能太低。
反酸酸度不能太高,一方面浪费盐酸;另一方面过高的酸度可以将铝一同反萃下来。
文章选择了盐酸酸度3N、4N、5N三个不同的酸度进行模拟反萃,同时,固定了分步反萃的首次反萃率为80%~90%。
综上所诉,固定了分步反萃的首次反萃的反萃率为80%~90%后,盐酸酸度为5N的反酸,经3次模拟分步反萃首次反萃实验,反萃液稀土浓度及铝含量均合格。
2.4 P507萃取单一铝的研究及二次反萃取级数的确定
采用皂化值为0.47 mol/L的P507萃取剂,在萃取原料中Al2O3为0.0425 mol/L时,对其进行反萃,反萃液为盐酸,酸度为5.16 mol/L、6.00 mol/L、6.98 mol/L,且酸量相同,通过实验可得,5N为Al2O3最合理反萃酸度。有机内残留少,而且反萃级数少,酸度低。应用在本文实验中的二次反萃,当级数大于4级以上即可将大部分铝反萃干净。
2.5 二次反萃后铝高部分镨钕液的处理
二次反萃后铝高部分镨钕液的处理方法沿用了草沉法,即用草酸盐对铝高的镨钕液进行沉淀,得到合格的镨钕料液,因为,此部分镨钕料液为原料液的10%~20%,因此,处理量非常小,易于生产操作。
3 结论
(1)本工艺是一种在P507—煤油—盐酸萃取体系去除镨钕稀土溶液中铝的方法。在模拟LaCe/PrNd萃取生产线上反萃段采用分步反萃法,实现镨钕与铝的分离,即首先将80%~90%的负载镨钕有机相反萃,得到的氯化镨钕中的铝含量合格,即Al2O3/REO小于0.05%;其余10%~20%的负载镨钕有机相再进行二次反萃,这样大大降低了除铝的后处理量,不仅节省了大量除铝试剂,减少了人工和生产环节,提高了生产效率,而且降低了生产成本,是一种全新的除铝方法。
(2)通过大量数据分析后的结果表明:每吨除铝成本不超过680元(以氧化镨钕计)。它节省了除铝试剂,减少了人工和生产环节,除铝成本低,工艺简单,操作性强,并能达到很好的除铝效果。本工艺的理念已经经过生产小试及扩试,即将用于工厂的生产。
参考文献
[1]黄桂文,曾晓荣,梁兵,等.LaCePrNd四组分串级萃取Ce/Pr分离系数的研究及其在工艺设计中的应用[C]//中国稀土学会第四届学术年会论文集,2000.
[2]严纯华,廖春生.氟碳铈矿稀土萃取分离流程的经济技术指标[J].中国稀土学报,1998,16(1):66-71.
[3]吴文远.稀土冶金学[M].北京:化学工业出版社,2005.
[4]杨启山,柳召刚.环烷酸萃取制备高纯Y2O3工艺的研究[J].稀土,2004,25(3):35-38.
[5]潜美丽.铝对P507体系萃取稀土元素的影响[D].沈阳:东北大学,2010.
[6]杨华.稀土萃取分离中的配位化合物[J],稀土,1995,24(6):74-80.
[7]李剑虹,常宏涛,吴文远,等.酸度对P204-HCl-H3AOH体系萃取La(Ⅲ)的机理影响[J].辽宁大学学报,2010,30(1).
[8]国家发展和改革委员会稀土办公室.中国稀土-2005[J].稀土信息,2006(3).
[9]赵增祺.世界主要稀土矿床开采状况及其对稀土产业的影响[J].四川稀土,2007(3):6-9.
[10]杨辉,柴天佑.串级萃取分离组分含量软测量及应用[C]//首届全国有色金属自动化技术与应用学术年会论文集,2003.
[11]徐光宪.稀土(上册)[M].北京:冶金工业出版社,1995.
